< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1031
Исходная ось
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] От 1 до числа управляемых осей
У некоторых параметров общая единица для всех осей. Например, параметры скорости подачи пробного прогона и однозначная скорости подачи F1 могут изменяться в соответствии с системой приращений. Систему приращений можно выбрать отдельно для каждой оси соответствующим параметром. Таким образом, единица этих параметров должна соответствовать системе приращений исходной оси. Задайте ось, которая будет использоваться в качестве исходной.
Из трех основных осей в качестве исходной обычно выбирается ось с минимальным шагом системы приращений.
ПРИМЕЧАНИЕ
Если данный параметр имеет значение 0, ось 1 используется в качестве исходной.
4.13 ПАРАМЕТРЫ СИСТЕМЫ КООРДИНАТ (1 ИЗ 2)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
WZR | NWS | FPC | ZCL | ZPR | |||
WZR | FPC | ZCL | ZPR |
1201
WZR | NWS | FPC | ZCL | ZPR | |||
WZR | FPC | ZCL | ZPR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 ZPR Автоматическая настройка системы координат, когда выполняется ручной возврат на исходную позицию: 0: Отключена
1: Включена
ПРИМЕЧАНИЕ
ZPR действителен, если не используется система координат заготовки (бит 0 (NWZ) параметра № 8136 равен 1). Если используется функция системы координат заготовки (бит 0 (NWZ) параметра № 8136 равен 0), то выполнение ручного возврата на исходную позицию всегда приводит к назначению системы координат заготовки на основе смещения нулевой точки заготовки (параметры №№ 1220–1226), независимо от настройки этого параметра.
№2 ZCL Локальная система координат при выполнении ручного возврата на исходную позицию
0: Не отменяется.
1: Отменяется.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
ZCL действителен, если используется система координат заготовки (бит 0 (NWZ) параметра № 8136 равен 0). Для использования локальной системы координат (G52) присвойте биту 0 (NWZ) параметра № 8136 значение 0.
№3 FPC Если задана плавающая исходная позиция с помощью дисплейной клавиши, обозначение относительной позиции:
0: Не предустанавливается на 0 (обозначение относительной позиции не изменяется)
1: Предустанавливается на 0.
№6 NWS Окно настройки величины сдвига системы координат заготовки: 0: Отображается
1: Не отображается
ПРИМЕЧАНИЕ
Если окно установки величины сдвига системы координат заготовки не отображается, то невозможно выполнить изменение величины сдвига системы координат заготовки с помощью G10P0. При выполнении команды G10P0 появляется аварийный сигнал PS0010 «НЕПРАВ. G-КОД».
№7 WZR Если выполняется сброс ЧПУ с помощью клавиши RESET на блоке MDI, то сигнал сброса от внешнего устройства, сигнал сброса и перемотки или сигнал аварийного останова (бит 6 (CLR) параметра № 3402 равен 0, G-код номера группы 14
(система координат заготовки)):
0: Помещаются в состояние сброса (без возврата на G54). 1: Помещаются в состояние очистки (с возвратом на G54).
ПРИМЕЧАНИЕ
1 Если задан режим трехмерного преобразования и бит 2 (D3R) параметра № 5400 равен 1, то G-код помещается в состояние сброса, независимо от значения данного параметра.
2 Если бит 6 (CLR) параметра № 3402 имеет значение 1, помещение G-кода в состояние сброса зависит от бита 6 (C14) параметра № 3407.
№7 №6 №5 №4 №3 №2 №1 №0
RLC | G92 | EWS | EWD | ||||
RLC | G92 | EWD |
1202
RLC | G92 | EWS | EWD | ||||
RLC | G92 | EWD |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
#0 EWD Направление сдвига системы координат заготовки:
0: Задается значением величины смещения нулевой точки внешней заготовки
1: Противоположно направлению, заданному значением смещения нулевой точки внешней заготовки
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№1 EWS Смещение нулевой точки внешней заготовки: 0: Действительно
1: Недействительно
№2 G92 Если в ЧПУ имеются команды с G52 по G59 на определение системы координат заготовки (бит 0 (NWZ) параметра № 8136 равен 0), то при наличии G-кода для настройки системы координат (G92 для серии M, G50 для серии T или код G92 в системе B или C):
0: G-код выполняется без аварийного сигнала.
1: G-код не выполняется и выдается аварийный сигнал
«НЕПРАВ. G-КОД».
№ 3 RLC Локальная система координат 0: Не отменяется при сбросе 1: Отменяется при сбросе
ПРИМЕЧАНИЕ
1 Если бит 6 (CLR) параметра № 3402 равен 0, а бит 7 (WZR) параметра № 1201 равен 1, то локальная система координат отменяется, независимо от значения данного параметра.
2 Если бит 6 (CLR) параметра № 3402 равен 1, а бит 6 (C14) параметра № 3407 равен 0, то локальная система координат отменяется, независимо от значения данного параметра.
1 Если задан режим трехмерного преобразования системы координат и бит 2 (D3R) параметра № 5400 имеет значение 1, то локальная система координат не отменяется, независимо от значения данного параметра.
№7 №6 №5 №4 №3 №2 №1 №0
EMS |
1203
EMS |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 EMS Расширенная функция сдвига внешней нулевой точки станка: 0: Выключена.
![]()
ПРЕДУПРЕЖДЕНИЕ!
Перед присвоением данному параметру значения 1 установите соответствующее значение параметра № 1280.
Если внутренняя смена адреса, заданного в параметре № 1280 используется для другой операции, это может привести к непредсказуемому поведению станка. Примите меры, чтобы не создавать конфликтов использования внутренней смены.
1: Включена.
ПРИМЕЧАНИЕ
1 Для использования расширенной функции сдвига внешней нулевой точки станка требуется функция сдвига внешней нулевой точки станка или функция внешнего ввода данных.
2 Если расширенная функция сдвига внешней нулевой точки станка активирована, обычная функция сдвига внешней нулевой точки станка отключается.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
WTC | 3TW | R2O | R1O |
1205
WTC | 3TW | R2O | R1O |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№4 R1O Вывод сигнала исходной позиции: 0: Выключен
1: Включен
№5 R2O Вывод сигнала второй исходной позиции: 0: Выключен
1: Включен
№6 3TW Если G-код задает выбор системы координат заготовки в режиме деления наклонной рабочей поверхности:
0: Выдается аварийный сигнал PS5462 «ЗАПРЕЩ. КОМАНДА (G68.2/G69)».
![]()
ВНИМАНИЕ!
Если данный параметр равен 1 можно использовать только коды в диапазоне от G54 до G59 или G54.1. При использовании G52 или G92 возникает аварийный сигнал PS5462.
Использование кодов в диапазоне от G54 до G59 или G54.1 блокирует буферизацию.
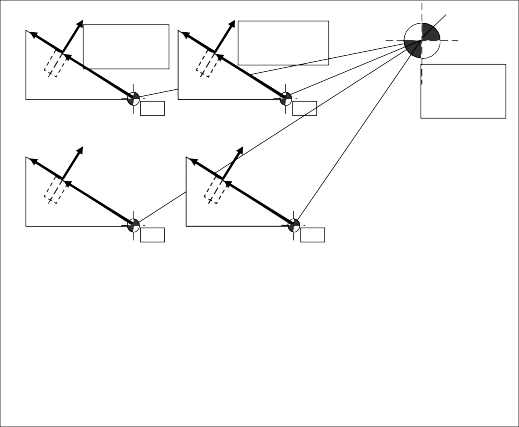
Специальная система Специальная система
Специальная система Специальная система
Специальная система Специальная система
координат (G68.2)
Величина сдвига нулевой точки системы координат
координат (G68.2)
Величина сдвига нулевой точки системы координат
координат (G68.2)
Величина сдвига нулевой точки системы координат
координат (G68.2)
координат (G68.2)
координат (G68.2)
Величина
Величина
Величина
сдвига нулевой точки системы координат
сдвига нулевой точки системы координат
сдвига нулевой точки системы координат
G54
G54
G54
G55
G55
G55
Нулевая точка станка
Нулевая точка станка
Нулевая точка станка
Специальная система координат (G68.2)
Специальная система координат (G68.2)
Специальная система координат (G68.2)
Специальная система координат (G68.2)
Специальная система координат (G68.2)
Специальная система координат (G68.2)
G56
G56
G56
G57
G57
G57
Величина сдвига нулевой точки системы координат
Величина сдвига нулевой точки системы координат
1: Выполняется выбор системы координат заготовки.
Пример программы G90 G17 G54 | ||||
G68.2 X_Y_Z_ G53.1 G43H_ G55 X_Y_Z_ | I_ | J_ | K_ | X_Y_Z_: Величина сдвига нулевой точки системы координат |
G56 X_Y_Z_ G57 X_Y_Z_ G49 G69 | ||||
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 WTC После завершения предустановки системы координат заготовки фактический сдвиг на длину инструмента и перемещение инструмента (серия M) или фактическое смещение положения инструмента и перемещение инструмента (серия T):
0: Сбрасывается.
1: Не сбрасывается.
Если этот параметр установлен на 1, то можно выполнить предустановку системы координат заготовки с помощью G-кода, операции MDI или сигналов предустановки системы координат заготовки (с WPRST1 по WPRST8 <Gn358>) без отмены режимов компенсации на длину инструмента.
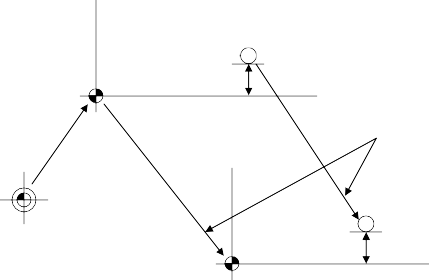
Координата заготовки G54 Система до ручного вмешательства
Координата заготовки G54 Система до ручного вмешательства
Координата заготовки G54 Система до ручного вмешательства
Po
Po
Po
WZo
WZo
WZo
Система координат
Система координат
Система координат
Величина сдвига на длину инструмента
Величина перемещения во время ручного вмешательства
Величина сдвига на длину инструмента
Величина перемещения во время ручного вмешательства
Величина сдвига на длину инструмента
Величина перемещения во время ручного вмешательства
детали G54 после ручного вмешательства
детали G54 после ручного вмешательства
детали G54 после ручного вмешательства
Нулевая точка станка
Нулевая точка станка
Нулевая точка станка
Pn
Pn
Pn
WZn
WZn
WZn
Величина сдвига на длину инструмента
Величина сдвига на длину инструмента
Величина сдвига на длину инструмента
Вектор компенсации сохраняется как показано на рисунке ниже, если предустановка системы координат заготовки выполняется для координаты, смещенной на величину перемещения во время ручного вмешательства.
№7 №6 №5 №4 №3 №2 №1 №0
HZP |
1206
HZP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№1 HZP При быстром ручном возврате в исходную позицию предустановка системы координат:
0: Выполняется.
1: Не выполняется
ПРИМЕЧАНИЕ
Этот параметр действителен, если отсутствует система координат заготовки и бит 0 (ZPR) параметра № 1201 равен 0.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
WOL |
1207
WOL |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 WOL Метод расчета прямого ввода измеренной величины смещения начала координат заготовки выглядит следующим образом:
0: Если в станке требуется установка разницы от контрольного инструмента в качестве величины компенсации на длину инструмента, смещение начала координат заготовки измеряется и устанавливается, когда на станок установлен контрольный инструмент.
(Длина контрольного инструмента принимается равной 0).
1: Если в станке требуется установка самой длины инструмента в качестве величины компенсации на длину инструмента, смещение начала координат заготовки измеряется и устанавливается с учетом длины инструмента, если активирована компенсация на длину установленного инструмента.
ПРИМЕЧАНИЕ
Этот параметр действителен только для системы серии M, если бит 6 (DAL) параметра № 3104 равен 1. Если данный параметр равен 1 при других условиях, система считает бит данного параметра равным 0.
1220
Величина внешнего смещения нулевой точки заготовки по каждой оси
[Тип ввода] Ввод настройки [Тип данных] Действительная ось
[Единица данных] мм, дюйм, градус (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999)
Это один из параметров, который определяет положение нулевой точки системы координат заготовки (с G54 по G59). Таким образом, смещение нулевой точки координат заготовки является общим для всех систем координат заготовки. В общем случае, смещение меняется в зависимости от системы координат заготовки. Значение можно установить из модуля PMC при помощи функции внешнего ввода данных.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1221
Значение смещения нулевой точки заготовки в системе координат заготовки 1 (G54)
1222
Значение смещения нулевой точки заготовки в системе координат заготовки 2 (G55)
1223
Значение смещения нулевой точки заготовки в системе координат заготовки 3 (G56)
1224
Значение смещения нулевой точки заготовки в системе координат заготовки 4 (G57)
1225
Значение смещения нулевой точки заготовки в системе координат заготовки 5 (G58)
1226
Значение смещения нулевой точки заготовки в системе координат заготовки 6 (G59)
[Тип ввода] Ввод настройки [Тип данных] Действительная ось
[Единица данных] мм, дюйм, градус (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Устанавливает значение смещения нулевой точки заготовки в системе координат заготовки с 1 по 6 (с G54 по G59).
1240
Значение координаты исходной позиции в системе координат станка
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм, дюйм, градус (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает значения координат исходной позиции в системе координат станка.
1241 | Значение координаты второй исходной позиции в системе координат станка | |
1242 | Значение координаты третьей исходной позиции в системе координат станка | |
1243 | Значение координаты четвертой исходной позиции в системе координат станка |
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм, дюйм, градус (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает значения координат со второй по четвертую исходные позиции в системе координат станка.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1244
Значение координаты плавающей исходной позиции в системе координат станка
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм, дюйм, градус (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает значения координат плавающей исходной позиции в системе координат станка.
1250
Система координат исходной позиции, используемой при автоматической настройке системы координат
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм, дюйм, градус (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает систему координат исходной позиции на каждой оси при автоматической настройке системы координат.
1260
Величина сдвига за один оборот поворотной оси
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 0 или положительные значения в формате 9 знаков минимальной
единицы данных
(см. таблицу задания стандартных параметров (В)) (в системе приращений IS-B от 0,0 до +999999,999)
Задает величину сдвига за один оборот поворотной оси.
При использовании поворотной оси для цилиндрической интерполяции задайте стандартное значение.
1280
Начальный адрес сигналов, используемых с расширенной функцией внешнего смещения нулевой точки станка
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] Четные числа в диапазоне от 0 до 59999
Задает начальный адрес сигналов, используемых с расширенной функцией внешнего смещения нулевой точки станка. Если задано несуществующее значение адреса, то эта функция отключается.
Например, если установлено 100, то данная функция использует R100 и выше. Последний используемый адрес R зависит от числа управляемых осей. Если задействованы восемь управляемых осей, то используется с R100 по R115.
![]()