< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
![]()
Скорость поворота газового резака для газорезательного станка
1495
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Задает скорость поворота газового резака на газорезательном станке.
4.17 ПАРАМЕТРЫ УПРАВЛЕНИЯ
УСКОРЕНИЕМ/ЗАМЕДЛЕНИЕМ (1 ИЗ 2)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
NCI | RTO |
1601
NCI | RTO |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№4 RTO Совмещение кадров при ускоренном перемещении
0: Кадры не совмещаются при ускоренном перемещении. 1: Кадры совмещаются при ускоренном перемещении.
№5 NCI Проверка выхода инструмента в заданную позицию:
0: Подтверждает, что заданная скорость подачи стала равной 0 (задержка ускорения/замедления получает значение 0) во время замедления и что станок достиг заданное положение (позиционное отклонение серводвигателя в пределах ширины заданного положения, установленной параметром
№ 1826).
1: Подтверждает только, что заданная скорость подачи стала равной 0 (задержка ускорения/замедления получает значение 0) во время замедления.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
LS2 | BS2 | CAF |
1602
LS2 | BS2 | CAF |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 CAF В режиме коррекции на режущий инструмент или коррекции на радиус вершины инструмента скорость обработки по окружности изменяется:
0: Только на внутренней дуге.
1: На внутренней и внешней дугах.
№3 BS2 Ускорение/замедление после интерполяцией рабочей подачи в режиме упреждающего ускорения/замедление перед интерполяцией, например, контроля контуров искусственным интеллектом:
0: Применяется экспоненциальное ускорение/замедление или линейное ускорение/замедление.
(Выполняется установка бита 6 (LS2) параметра № 1602.) 1: Применяется колоколообразное ускорение/замедление.
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№6 LS2 Ускорение/замедление после интерполяцией рабочей подачи в режиме упреждающего ускорения/замедление перед интерполяцией, например, контроля контуров искусственным интеллектом:
0: Применяется экспоненциальное ускорение/замедление. 1: Применяется линейное ускорение/замедление.
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№7 №6 №5 №4 №3 №2 №1 №0
PRT |
1603
PRT |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
#4 PRT При позиционировании с линейной интерполяцией:
0: Используется ускорение/замедление с фиксированной величиной ускорения.
1: Используется ускорение/замедление с фиксированным временем.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
SHP |
1604
SHP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 SHP Если запускается автоматический режим, эквивалент состояния G5.1Q1 для контроля контуров искусственным интеллектом:
0: Не задается
1: Задается
ПРИМЕЧАНИЕ
После изменения параметра необходимо сразу же сбросить ЧПУ.
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№7 №6 №5 №4 №3 №2 №1 №0
EST |
1605
EST |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
№2 EST Функция немедленного останова оси: 0: Выключена.
1: Включена.
№7 №6 №5 №4 №3 №2 №1 №0
MNJx |
1606
MNJx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 MNJx При ручном прерывании или автоматической ручной одновременной работе (тип прерывания):
0: Включено только ускорение/замедление рабочей подачи, а ускорение/замедление толчковой подачи отключено.
1: Используется как ускорение/замедление рабочей подачи, так и ускорение/замедление толчковой подачи.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
PRTx |
1607
PRTx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 PRTx При позиционировании с линейной интерполяцией:
0: Используется ускорение/замедление с фиксированной величиной ускорения.
1: Используется ускорение/замедление с фиксированным временем.
ПРИМЕЧАНИЕ
Для включения данного параметра необходимо присвоить биту 4 (PRT) параметра № 603 значение 0.
Если для PRT выставлено значение 1, все оси траектории получают ускорение/замедление с фиксированным временем.
№7 №6 №5 №4 №3 №2 №1 №0
THLx | JGLx | CTBx | CTLx |
1610
THLx | JGLx | CTBx | CTLx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 CTLx Ускорение/замедление при рабочей подаче или пробном прогоне во время рабочей подачи
0: Применяется экспоненциальное ускорение/замедление. 1: Применяется линейное ускорение/замедление после
интерполяции.
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№1 CTBx Ускорение/замедление при рабочей подаче или пробном прогоне во время рабочей подачи
0: Применяется экспоненциальное ускорение/замедление или линейное ускорение/замедление.
(зависит от настройки бита 0 (CTLx) параметра № 1610) 1: Применяется колоколообразное ускорение/замедление.
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№4 JGLx Ускорение/замедление при толчковой подаче
0: Применяется экспоненциальное ускорение/замедление.
1: Применяется ускорение/замедление рабочей скорости подачи.
(определяется настройками битов 1 (CTBx) и 0 (CTLx) параметра № 1610)
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№5 THLx Ускорение/замедление в циклах нарезания резьбы
0: Применяется экспоненциальное ускорение/замедление.
1: Применяется ускорение/замедление рабочей скорости подачи.
(определяется настройками битов 1 (CTBx) и 0 (CTLx) параметра № 1610)
Однако в качестве постоянной времени и величины FL используются настройки параметров № 1626 и 1627 для циклов нарезания резьбы.
№7 №6 №5 №4 №3 №2 №1 №0
TCO | AOFF | THA | CFR |
1611
TCO | AOFF | THA | CFR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 CFR Для отвода после нарезания резьбы в циклах нарезания резьбы G92 (серия T G76 (серия T) и G76.7 (серия M):
0: Тип ускорения/замедления после интерполяции для нарезания резьбы используется вместе с постоянной времени нарезания резьбы (параметр № 1626) и величиной FL (параметр № 1627).
1: Тип ускорения/замедления после интерполяции для ускоренного перемещения используется вместе с постоянной времени ускоренного перемещения.
ПРИМЕЧАНИЕ
Если этот параметр имеет значение 1, то перед отводом выполняется проверка достижения заданной скоростью подачи 0 (задержка ускорения/замедления получила значение 0). При отводе используется скорость ускоренного перемещения (параметр № 1420) независимо от настройки параметра
№ 1466. Если данный параметр равен 0, в качестве скорости отвода используется параметр № 1466. При использовании ускорения/замедления используется только ускорение/замедление после интерполяции.
Ускорение/замедление ускоренного перемещения перед интерполяцией и оптимальный крутящий момент ускорения/замедления отключены.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№1 THA При вводе команды нарезания резьбы в режиме контроля контуров искусственным интеллектом:
0: Выдается аварийный сигнал.
1: Режим контроля контуров искусственным интеллектом временно отключается и команда выполняется.
ПРИМЕЧАНИЕ
Если упреждающее ускорение/замедление перед интерполяцией активировано командой, перед или после которой следует команда нарезания резьбы и данный параметр имеет значение 1, то инструмент замедляется до остановки в месте присоединения соответствующего кадра. Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№2 AOFF Если режим контроля контуров искусственным интеллектом отключен и параметр опережающего просмотра функции упреждения действителен, то опережающий просмотр функции упреждения:
0: Включен
1: Выключен
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 0 (SHP) параметра
№ 1604 равен 0 и никакой из кодов G05.1Q1, G05P10000 и G08P1 не задан.
№3 TCO Кадры в цикле нарезания резьбы:
0: Не совмещаются при ускоренном перемещении. 1: Совмещаются при ускоренном перемещении.
В цикле нарезания резьбы, который является постоянным циклом токарной обработки, функцию совмещения ускоренного перемещения может выполняться между операцией отвода и операцией возврата, а также между операцией возврата и операцией позиционирования для следующего цикла нарезания резьбы.
Степень замедления ускоренного перемещения при совмещении кадров задается параметром № 1726.
ПРИМЕЧАНИЕ
Если используется данная функция, то отвод цикла нарезания резьбы отключается.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
MTA | TOD | AIR | PRO |
1612
MTA | TOD | AIR | PRO |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 PRO Степень уменьшения скорости подачи при совмещении ускоренного перемещения задается с помощью:
0: Параметра № 1722
1: Системных переменных #100851[#_ROVLP[1]]-#100874[#_ROVLP[24]]
Эта функция доступна при следующих условиях.
Сигнал отключения совмещения кадров ускоренного перемещения ROVLP<Gn053.5>=0 и бит 4 (RTO) параметра
№ 1601=1 (происходит совмещение кадров при ускоренном перемещении).
№1 AIR В режиме контроля контуров искусственным интеллектом дисплей состояния и сигнал режима:
0: Активированы только, если выполняются условия контроля контуров искусственным интеллектом.
1: Активированы всегда в режиме контроля контуров искусственным интеллектом.
Если данный параметр равен 1, мигающий индикатор режима и сигнал режима контроля контуров искусственным интеллектом AICC <Fn062.0> остаются включенными в режиме контроля контуров искусственным интеллектом.
ПРИМЕЧАНИЕ
Данный параметр недействителен во время останова подачи или покадрового останова.
№2 TOD Совмещение ускоренного перемещения во время цикла нарезания резьбы:
0: Недействительно
1: Действительно.
В постоянном цикле нарезания резьбы совмещение ускоренного перемещения выполняется в указанных ниже углах.
- Перед отводов оси X и возвратом в начальную точку цикла по оси Z.
- Перед возвратом к началу цикла на оси Z и позиционированием в точке начала нарезания резьбы по оси X.
Расстояния совмещения задаются параметрами № 1728 и 1729.
№4 MTA Если во время нарезания резьбы превышается максимальная скорость рабочей подачи, аварийный сигнал PS0530:
0: Выдается.
1: Не выдается.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
RNO |
1614
RNO |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 RNO Если в автоматический возврат в исходное положение добавляется ось Cs, у которой нет заданной исходной позиции:
0: Наноинтерполяция всех осей является недействительной. 1: Наноинтерполяция всех осей, кроме Cs, является
действительной.
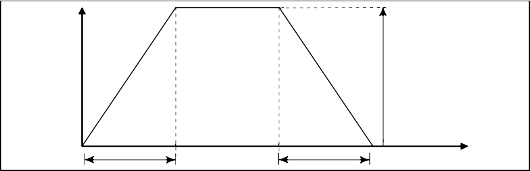
1620
Постоянная времени T или T1, используемая для линейного ускорения/замедления или колоколообразного ускорения/замедления при ускоренном перемещении на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени, используемую для ускорения/замедления при ускоренном перемещении. [Пример]
Скорость
Скорость
Скорость
Величина быстрого перемещения
(Параметр № 1420)
Величина быстрого перемещения
(Параметр № 1420)
Величина быстрого перемещения
(Параметр № 1420)
T
T
T
T
T
T
Время
Время
Время
Линейное ускорение/замедление
Скорость
Скорость
Скорость
Величина быстрого перемещения
(Параметр № 1420)
Величина быстрого перемещения
(Параметр № 1420)
Величина быстрого перемещения
(Параметр № 1420)
T2
T2
T2
T2
T2
T2
T2
T2
T2
T2
T2
T2
Время
Время
Время
T1
T1
T1
T1
T1
T1
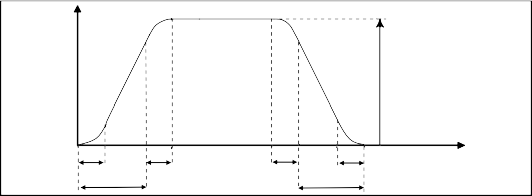
T: Настройка параметра № 1620 Колоколообразное ускорение/замедление
T1 : Настройка параметра № 1620 T2 : Настройка параметра № 1621
(при этом должно выполняться T1 T2) Общее время ускорения (замедления): T1 + T2 Время линейного участка: T1‐T2 Время криволинейного участка: T2 2
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1621
Постоянная времени T2, используемая для колоколообразного ускорения/замедления при ускоренном перемещении на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 512
Задает постоянную времени T2, используемую для колоколообразного ускорения/замедления при ускоренном перемещении на каждой оси
1622
Постоянная времени ускорения/замедления при рабочей подаче на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени, используемую при экспоненциальном ускорении/замедлении при рабочей подаче, колоколообразном ускорении/замедлении после интерполяции или линейном ускорении/замедлении после интерполяции при рабочей подаче на каждой оси. Используемый тип выбирается битами 1 (CTBx) и 0 (CTLx) параметра № 1610. За исключением особых случаев, эту же постоянную времени необходимо задать для всех осей в этом параметре. Если постоянные времени осей отличаются друг от друга, невозможно получить правильные прямые линии и дуги.
1623
Величина FL экспоненциального ускорения/замедления при рабочей подаче на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Задает нижний предел (величина FL) экспоненциального ускорения/замедления при рабочей подаче на каждой оси.
1624
Постоянная времени ускорения/замедления при толчковой подаче на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени, используемую для ускорения/замедления при толчковой подаче на каждой оси.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1625
Величина FL экспоненциального ускорения/замедления при толчковой подаче на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Задает величину FL экспоненциального ускорения/замедления при толчковой подаче на каждой оси.
Данный параметр доступен только для экспоненциального типа.
1626
Постоянная времени ускорения/замедления в циклах нарезания резьбы на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени ускорения/замедления после интерполяции в циклах нарезания резьбы G92 (серия T), G76 (серия T) и G76.7 (серия M) для каждой оси.
1627
Скорость FL для ускорения/замедления в циклах нарезания резьбы для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Задает скорость FL для ускорения/замедления после интерполяции в циклах нарезания резьбы G92 (серия T), G76 (серия T) и G76.7 (серия M) для каждой оси. За исключением особых случаев, всегда задавайте 0.
Скорость FL действительная только для экспоненциального ускорения/замедления после интерполяции.
1660
Максимально допустимая величина ускорения при ускорении/замедлении перед интерполяцией для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Задает максимальную допустимую величину ускорения/замедления перед интерполяцией для каждой оси Если заданное значение больше 100000,0, значение принимается равным 100000,0.
Если значение равно 0, предполагается, что задано значение 100000,0. Однако, если задано значение 0 для всех осей, упреждающее ускорение/замедление перед интерполяцией не выполняется.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Если максимально допустимая величина ускорения, заданная для одной оси, больше, чем максимально допустимая величина ускорения, заданная для другой оси, на коэффициент 2 или более, скорость подачи на углу с резким изменением направления может временно уменьшиться.
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
1671
Максимальная допустимая величина ускорения при ускорении/замедлении перед интерполяцией для линейного ускоренного перемещения для каждой оси или максимальная допустимая исходная величина ускорения при ускорении/замедлении с оптимальным крутящим моментом
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
(1) Задает максимальную допустимую величину ускорения при упреждающем ускорении/замедлении перед интерполяцией для линейного ускоренного перемещения.
Если заданное значение больше 100000,0, значение принимается равным 100000,0.
Если задан 0, используется следующее значение: 1000,0 мм/с2
100,0 дюймов/с2
100,0 град/с2
Однако, если задано значение 0 для всех осей, упреждающее ускорение/замедление перед интерполяцией не выполняется.
(2) Максимальная допустимая исходная величина ускорения/замедления с оптимальным крутящим моментом
1672
Время изменения ускорения при колоколообразном ускорении/замедлении перед интерполяцией для линейного ускоренного перемещения или время изменения ускорения при колоколообразном ускорении/замедлении при ускорении/замедлении с оптимальным крутящим моментом
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Единица данных] мс
[Действительный диапазон данных] от 0 до 200
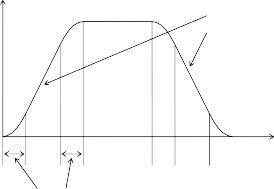
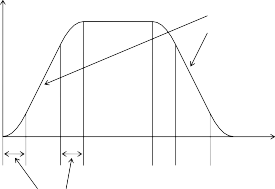
(1) Задает время изменения ускорения при колоколообразном ускорении/замедлении при ускорении/замедлении для линейного ускоренного перемещения (время изменения из состояния постоянной скорости подачи (A) в состояние постоянного ускорения/замедления (C) при величине ускорения, рассчитанной по настройке параметра № 1671: время (B) представлено на рисунке ниже).
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
Скорость подачи по касательной
Скорость подачи по касательной
Скорость подачи по касательной
Максимальное ускорение, не превышающее максимально допустимую величину, заданную параметром № 1671, рассчитывается автоматически для каждой оси.
Максимальное ускорение, не превышающее максимально допустимую величину, заданную параметром № 1671, рассчитывается автоматически для каждой оси.
Максимальное ускорение, не превышающее максимально допустимую величину, заданную параметром № 1671, рассчитывается автоматически для каждой оси.
(A) (B) (C) (B)
(A) (B) (C) (B)
(A) (B) (C) (B)
(A)
(A)
(A)
(B) (C) (B) (A)
(B) (C) (B) (A)
(B) (C) (B) (A)
Время, заданное параметром № 1672
Время, заданное параметром № 1672
Время, заданное параметром № 1672
(2) Задает время изменения ускорения при колоколообразном ускорении/замедлении при ускорении/замедлении с оптимальным крутящим моментом (время изменения из состояния постоянной скорости подачи (A) в состояние постоянного ускорения/замедления (C) при величине ускорения, рассчитанной по оптимальному крутящему моменту ускорения/замедления: время (B) представлено на рисунке ниже).
1673
Максимально допустимая величина ускорения по касательной при немедленном останове оси
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории
[Единица данных] мм/с/с, дюйм/с/с, градус/с/с (единица станка) [Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Данный параметр задает максимально допустимую величину ускорения по касательной при упреждающем ускорении/замедлении перед интерполяцией при немедленном останове оси подачи.
Если заданное значение параметра больше или равно 100000,0, значение принимается равным 100000,0.
Если заданное значение равно 0 или меньше ускорения упреждающего ускорения/замедления перед интерполяцией, для останова инструмента используется текущая настройка без выполнения указанных ниже изменений:
- Изменение величины ускорения для упреждающего ускорения/замедления перед интерполяцией.
- Изменение типа упреждающего ускорения/замедления перед интерполяцией с колоколообразного типа на линейный тип.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1674
Вторая постоянная времени T или T1 линейного или колоколообразного ускорения/замедления при ускоренном перемещении каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Диапазон данных] от -1 до 4000
Задает вторую постоянную времени ускорения/замедления после интерполяции для ускоренного перемещения на каждой оси. Если заданное значение данного параметра на оси равно -1 или другому значению, нарушающему диапазон, то вторая постоянная времени ускоренного перемещения является недействительной.
ПРИМЕЧАНИЕ
Если бит 6 (CTC) параметра № 11502 равен 1, данный параметр записывается при перемещении осей.
1675
Вторая постоянная времени T2 колоколообразного ускорения/замедления при ускоренном перемещении на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Диапазон данных] от 0 до 512
Задает вторую постоянную времени T2, используемую для колоколообразного ускорения/замедления после интерполяции для ускоренного перемещения на каждой оси. Если для данных параметров заданы значения, не соответствующие диапазону, значение принимается равным 0.
1676
Третья постоянная времени T или T1 линейного или колоколообразного ускорения/замедления при ускоренном перемещении каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Диапазон данных] от -1 до 4000
Задает третью постоянную времени ускорения/замедления после интерполяции для ускоренного перемещения на каждой оси. Если заданное значение данного параметра на оси равно -1 или другому значению, нарушающему диапазон, то третья постоянная времени ускоренного перемещения является недействительной.
ПРИМЕЧАНИЕ
Если бит 6 (CTC) параметра № 11502 равен 1, данный параметр записывается при перемещении осей.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1677
Третья постоянная времени T2 колоколообразного ускорения/замедления при ускоренном перемещении на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Диапазон данных] от 0 до 512
Задает третью постоянную времени T2, используемую для колоколообразного ускорения/замедления после интерполяции для ускоренного перемещения на каждой оси. Если для данных параметров заданы значения, не соответствующие диапазону, значение принимается равным 0.
1678
Вторая постоянная времени ускорения/замедления при рабочей подаче на каждой оси
1679
Третья постоянная времени ускорения/замедления при рабочей подаче на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Диапазон данных] от -1 до 4000
Задает вторую или третью постоянную времени ускорения/замедления после интерполяции для рабочей подачи на каждой оси. Если заданное значение данных параметров на оси равно -1 или другому значению, нарушающему диапазон, то вторая или третья постоянная времени рабочей подачи является недействительной.
№7 №6 №5 №4 №3 №2 №1 №0
HDCx |
1680
HDCx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
№0 HDCx Наложение постоянного цикла сверления: 0: Недействительно
1: Действительно
№7 №6 №5 №4 №3 №2 №1 №0
DZL | DQL | DFW | DRV | DRL | DPS |
1681
DZL | DQL | DFW | DRV | DRL | DPS |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 DPS При совмещении постоянных циклов сверления между кадром ускоренного перемещения к положению отверстия и кадром ускоренным перемещения к уровню точки R, а также между кадром возврата к уровню точки R или начальному уровню и кадром ускоренного перемещения к положению следующего отверстия совмещение является:
0: Действительным
1: Недействительным
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№1 DRL При совмещении постоянных циклов сверления между кадром ускоренного перемещения к уровню точки R и кадром обработки отверстия, а также между кадром отвода к уровню точки R и кадром возврата к начальному уровню совмещение является:
0: Действительным
1: Недействительным
№2 DRV При совмещении постоянных циклов сверления между кадром отвода и кадром обработки отверстия в цикле сверления со ступенчатой подачей совмещение является:
0: Действительным
1: Недействительным
№3 DFW При совмещении постоянных циклов сверления между кадром обработки отверстия (ускоренное перемещение) и кадром обработки отверстия (рабочая подача) в цикле сверления со ступенчатой подачей совмещение является:
0: Действительным
1: Недействительным
№4 DQL При совмещении постоянных циклов сверления между кадром обработки отверстия и кадром отвода в цикле сверления со ступенчатой подачей совмещение является:
0: Действительным
1: Недействительным
№5 DZL При совмещении постоянных циклов сверления в нижней части отверстия совмещение является.
0: Действительным
1: Недействительным
1682
Постоянная времени T2, используемая для ускорения/замедления ускоренного перемещения на каждой оси в постоянном цикле сверления
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 512
Задает постоянную времени T2, используемую для ускорения/замедления ускоренного перемещения на каждой оси при совмещении постоянных циклов сверления.
1683
Постоянная времени T1, используемая для ускорения/замедления рабочей подачи на каждой оси в постоянном цикле сверления
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени T1, используемую для ускорения/замедления рабочей подачи на каждой оси при совмещении постоянных циклов сверления.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1684
Постоянная времени, используемая для ускорения/замедления ускоренного перемещения на каждой оси в постоянном цикле сверления
(постоянная времени, используемая для ускорения/замедления после интерполяции ускоренного перемещении при ускорении/замедлении перед режимом интерполяции)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени, используемую для ускорения/замедления после интерполяции ускоренного перемещении на каждой оси при ускорении/замедлении перед режимом интерполяции (контроль контуров искусственным интеллектом I и II) и при постоянном цикле сверления.
1685
Постоянная времени, используемая для ускорения/замедления рабочей подачи на каждой оси в постоянном цикле сверления
(постоянная времени, используемая для ускорения/замедления после интерполяции рабочей подачи при ускорении/замедлении перед режимом интерполяции)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Задает постоянную времени, используемую для ускорения/замедления после интерполяции рабочей подачи на каждой оси при ускорении/замедлении перед режимом интерполяции (контроль контуров искусственным интеллектом I и II) и при постоянном цикле сверления.
1686
Постоянная времени 1 ускорения/замедления после интерполяции для каждой оси, используемая для перекрытия в постоянном цикле при сверлении
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 64
Установка постоянной времени ускорения/замедления после интерполяции для каждой оси, используемой для перекрытия в постоянном цикле при сверлении.
ПРИМЕЧАНИЕ
Если оба параметра № 1686 и № 1687 равны 0, постоянная времени ускорения/замедления после интерполяции, используемая для перекрытия в постоянном цикле при сверлении, заданная в параметрах № 11248 и № 11249, действительна.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1687
Постоянная времени 2 ускорения/замедления после интерполяции для каждой оси, используемая для перекрытия в постоянном цикле при сверлении
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 64
Установка постоянной времени 2 ускорения/замедления после интерполяции для каждой оси, используемой при совмещении постоянных циклов сверления.
ПРИМЕЧАНИЕ
Если оба параметра № 1686 и № 1687 равны 0, постоянная времени ускорения/замедления после интерполяции, используемая для перекрытия в постоянном цикле при сверлении, заданная в параметрах № 11248 и № 11249, действительна.
1700
Максимально допустимая величина ускорения при немедленном останове оси для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с/с, дюйм/с/с, градус/с/с (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Задает максимально допустимую величину ускорения каждой оси при упреждающем ускорении/замедлении перед интерполяцией при немедленном останове оси. Ось немедленно останавливается с минимально допустимой величиной ускорения для перемещения оси. После немедленного останова оси выполняются следующие изменения:
- Изменение величины ускорения для упреждающего ускорения/замедления перед интерполяцией.
- Изменение типа упреждающего ускорения/замедления перед интерполяцией с колоколообразного типа на линейный тип.
Если заданное значение больше 100000,0, значение принимается равным 100000,0.
Если заданное значение меньше ускорения упреждающего ускорения/замедления перед интерполяцией, для останова инструмента используется текущая настройка упреждающего ускорения/замедления перед интерполяцией.
ПРИМЕЧАНИЕ
Если задано значение для одной или более осей в параметре
№ 1700, максимально допустимая величина ускорения при немедленном останове оси для каждой оси вступает в действие. При этом настройка параметр № 1673 становится недействительной.
В условиях, когда настройка параметра № 1700 является действительной, считается, что ускорение упреждающего ускорения/замедления перед интерполяцией задано для оси, у которой нет заданного значения.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1710
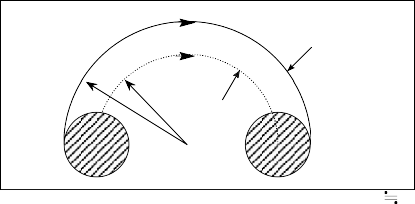
Минимальная степень замедления (MDR) для изменения внутренней круговой скорости рабочей подачи с помощью автоматической коррекции подачи при обработке кромок
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Единица измерения данных] % [Действительный диапазон данных] от 0 до 100
Задает минимальную степень замедления (MDR) для изменения внутренней круговой скорости рабочей подачи с помощью автоматической коррекции подачи при обработке кромок.
Если обработка по окружность смещается к центру, фактическая
скорость подачи определяется заданной скоростью подачи (F) следующим образом:
![]()
F Rc
Rp
Rc: Радиус пути центра инструмента Rp: Запрограммированный радиус
![]()
![]()
Таким образом, скорость подачи вдоль запрограммированной траектории соответствует заданному значению F.
Запрограммированная
траектория
Запрограммированная
траектория
Запрограммированная
траектория
Rc
Rc
Rc
Rp
Rp
Rp
Траектория центра инструмента
Траектория центра инструмента
Траектория центра инструмента
Однако, если Rc слишком мал по сравнению с Rp, Rc/Rp 0, это приведет к останову инструмента. Поэтому задается минимальная величина замедления (MDR), а скорость подачи инструмента задается равной F(MDR), если Rc/Rp MDR.
Если этот параметр равен 0, минимальная степень замедления (MDR) составляет 100%.
1711
Значение для определения внутреннего угла (p) для коррекции внутреннего угла
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] от 2 до 178
Задает значение для определения внутреннего угла для коррекции внутреннего угла при автоматической коррекции углов.
1712
Значение коррекции внутреннего угла
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Единица измерения данных] % [Действительный диапазон данных] от 1 до 100
Задает значение коррекции внутреннего угла при автоматическом коррекции углов.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1713
Расстояние запуска (Le) для коррекции внутренних углов
[Тип ввода] Ввод настройки
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает расстояние запуска для коррекции внутреннего угла при автоматической коррекции углов.
1714
Расстояние окончания (Ls) для коррекции внутреннего угла
[Тип ввода] Ввод настройки
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает конечное расстояние для коррекции внутреннего угла при автоматической коррекции углов.
Если p, предполагается внутренний угол. (параметр № 1711 используется для задания p.)
Если угол определяется как внутренний угол, применяется коррекция скорости подачи в диапазоне Le в предыдущем кадре от вершины угла и в диапазоне Ls в следующем блоке от вершины угла.
Расстояния Le и Ls представляют линейные расстояния от вершины угла к точкам на траектории центра инструмента.
Ls и Le устанавливаются в параметрах 1713 и 1714.
1722
Степень замедления скорости подачи ускоренного перемещения для совмещения кадров ускоренного перемещения
[Тип ввода] Ввод параметров [Тип данных] Байт ось
[Единица измерения данных] % [Действительный диапазон данных] от 0 до 100
Данный параметр используется, если кадры ускоренного перемещения располагаются последовательно или если за кадром ускоренного перемещения следует кадр, не вызывающий перемещения. Если скорость подачи для каждой оси в кадре уменьшается на степень, установленную в этом параметре, начинается выполнение следующего кадра.
ПРИМЕЧАНИЕ
Параметр № 1722 действует, если бит 4 (RTO) параметра
№ 2601 имеет значение 1.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1726
Степень замедления ускоренного перемещения для совмещения кадров цикла нарезания резьбы
[Тип ввода] Ввод параметров [Тип данных] Байт ось
[Единица измерения данных] % [Действительный диапазон данных] от 0 до 100
В постоянном цикле нарезания резьбы, если скорость подачи для каждой оси уменьшается на степень замедления, установленную в этом параметре, между отводом и возвратом в точку запуска цикла или между возвратом в точку запуска цикла и перемещением в точку запуска нарезания резьбы, запускается выполнение следующего кадра.
ПРИМЕЧАНИЕ
Параметр ном. 1726 действителен, если бит 3 (TCO) параметра
№ 1611 имеет значение 1.
1728
Расстояние совмещения ускоренного перемещения между отводов и возвратом в цикле нарезания резьбы
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 0 или положительные значения в формате 9 знаков минимальной
единицы данных
(см. таблицу задания стандартных параметров (В)) (в системе приращений IS-B от 0,0 до +999999,999)
В постоянном цикле нарезания резьбы возврат в начальную точку цикла на оси Z начинается, когда выдержка на оси X, производимая за счет контроля ускорения/замедления, соответствует расстоянию данного параметра или меньше него.
ПРИМЕЧАНИЕ
1 Введите значение радиуса в этом параметре.
2 Данный параметр действителен при условии, что параметр TOD (бит 2 программы № 1612) равен 1.
1729
Расстояние совмещения ускоренного перемещения между отводов и позиционированием следующего кадра в цикле нарезания резьбы
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 0 или положительные значения в формате 9 знаков минимальной
единицы данных
(см. таблицу задания стандартных параметров (В)) (в системе приращений IS-B от 0,0 до +999999,999)
В постоянном цикле нарезания резьбы позиционирование в начальную точку нарезания резьбы на оси X начинается, когда выдержка на оси Z, производимая за счет контроля ускорения/замедления, соответствует расстоянию данного параметра или меньше него.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
1 Введите значение радиуса в этом параметре.
2 Данный параметр действителен при условии, что параметр TOD (бит 2 программы № 1612) равен 1.
1732
Минимальная допустимая скорость подачи для функции замедления по ускорению при круговой интерполяции
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Для функции замедления по ускорению при круговой интерполяции оптимальная скорость подачи рассчитывается автоматически, так что ускорение, произведенное в результате изменения направления перемещения при круговой интерполяции, не превышает максимально допустимую величину ускорения, заданную параметром № 1735.
Если радиус дуги очень мал, рассчитанная скорость подачи может иметь крайне низкое значение.
В этом случае не допускается снижение скорости подачи ниже значения, заданного данным параметрам.
1735
Максимальная допустимая величина ускорения для функции замедления по ускорению при круговой интерполяции для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Задает минимальную допустимую величину ускорения для функции замедления по ускорению при круговой интерполяции. Скорость подачи управляется так, чтобы ускорение, произведенное изменением направления перемещения при круговой интерполяции, не превышало значение, заданное в этом параметре.
Если в этом параметре для оси задано значение 0, функция замедления, определяемая ускорением, отключена.
Если для каждой оси в этом параметре задано разное значение, скорость подачи определяется по наименьшей величине ускорения, заданной для двух круговых осей.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1737
Максимальная допустимая величина ускорения для функции замедления по ускорению при контроле контуров искусственным интеллектом для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Задает максимальную допустимую величину ускорения, полученную изменением направления перемещения инструмента. Если в этом параметре для оси задано значение 0, функция замедления, определяемая ускорением, отключена. Если для всех осей задано значение 0, функция замедления по ускорению не выполняется.
Однако при круговой интерполяции используется функция замедления на основании управления скоростью подачи с использованием ускорения при круговой интерполяции (параметр № 1735).
1738
Минимальная допустимая скорость подачи для функции замедления по ускорению при контроле контуров искусственным интеллектом
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
У функции замедления по ускорению при контроле контуров искусственным интеллектом оптимальная скорость подачи для заданного значения рассчитывается автоматически.
Однако в зависимости от значения рассчитанная скорость подачи может оказаться слишком низкой.
В этом случае не допускается снижение скорости подачи ниже значения, заданного данным параметрам.
При активации коррекции по функции замедления по силе резания можно использовать скорость подачи меньше минимально допустимой скорости подачи.
1763
Величина FL для ускорения/замедления после интерполяции рабочей подачи для каждой оси в режиме ускорения/замедления перед интерполяцией
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Задает минимально допустимую скорость подачи (скорость FL) для ускорения/замедления после интерполяции рабочей подачи при упреждающем ускорении/замедлении перед интерполяцией, например, при контроле контуров искусственным интеллектом.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1769
Постоянная времени, используемая для ускорения/замедления после интерполяции рабочей подачи при ускорении/замедлении перед режимом интерполяции
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
В режиме упреждающего ускорения/замедления перед интерполяцией, например, при контроле контуров искусственным интеллектом, используется не обычная постоянная времени (параметр № 1622), а значение этого параметра.
Обязательно задайте одинаковое значение постоянной времени для всех осей, за исключением особых случаев использования. Если заданы разные значения, нельзя получить правильные линейные и круговые значения.
1772
Время изменения ускорения при колоколообразном ускорении/замедлении перед интерполяцией
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Единица данных] мс
[Действительный диапазон данных] от 0 до 200
Задает время изменения ускорения при упреждающем колоколообразном ускорении/замедлении перед интерполяцией (время изменения из состояния постоянной скорости подачи (A) в состояние постоянного ускорения/замедления (C) при величине ускорения, рассчитанной по настройке параметра № 1660: время
(B) представлено на рисунке ниже).
Скорость подачи по касательной
Скорость подачи по касательной
Скорость подачи по касательной
Оптимальный наклон рассчитывается автоматически по настройке параметра № 1660.
Оптимальный наклон рассчитывается автоматически по настройке параметра № 1660.
Оптимальный наклон рассчитывается автоматически по настройке параметра № 1660.
(A) (B) (C) (B)
(A) (B) (C) (B)
(A) (B) (C) (B)
(A)
(A)
(A)
(B) (C) (B) (A)
(B) (C) (B) (A)
(B) (C) (B) (A)
Время, заданное параметром № 1772
Время, заданное параметром № 1772
Время, заданное параметром № 1772
Если данная настройка равна 0 или имеет отрицательное значение, колоколообразное ускорение/замедление перед интерполяцией является недействительной. Если данная настройка больше или равна 200, она принимается равной 200.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1783
Максимальная допустимая разница скорости подачи при расчете скорости подачи по разности угловых скоростей подачи
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Если изменение компоненты скорости подачи для каждой оси, превышающей значение, заданное в этом параметре, происходит на стыке кадров, функция расчета скорости подачи по разности угловых скоростей подачи находит скорость подачи, которая не превышает заданное значение, и выполняет замедление по ускорению/замедлению перед интерполяцией. Это позволяет снизить ударное воздействие на станок уменьшить погрешность обработки.
Если данный параметр равен нулю, то угловое замедление по разности скоростей подачи отключается на такой оси.
1788
Максимальная допустимая скорость изменения ускорения при расчете скорости подачи по изменению ускорения для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Задает максимально допустимую величину изменения ускорения для каждой оси при контроле скорости подачи по изменению ускорения, когда используется контроль величины изменения ускорения.
Если в этом параметре для оси задано значение 0, функция управления скоростью подачи по изменению ускорения отключается.
Если задано значение 0 для всех осей, управление скоростью подачи по изменению ускорения не выполняется.
1789
Максимально допустимая скорость изменения ускорения при расчете скорости подачи по изменению ускорения для каждой оси (линейная интерполяция)
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +100000,0; в дюймовой системе единиц станка от 0,0 до +10000,0)
Задает максимально допустимую величину изменения ускорения для каждой оси при контроле скорости подачи по изменению ускорения, когда используется контроль величины изменения ускорения в последовательных операциях линейной интерполяции.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
При управлении скоростью подачи по изменению ускорения в углу между операциями линейной интерполяции действительна максимально допустимая величина изменения ускорения, заданная в этом параметре, а не в параметре № 1788.
Если в этом параметре для оси задано значение 0, действительна максимально допустимая величина изменения ускорения, заданная в параметре № 1788.
Управление скоростью подачи по изменению ускорения отключено на оси, у которой параметру № 1788 присвоено значение 0, поэтому настройка этого параметра такой оси игнорируется.
1790
Отношение изменения времени величины изменения ускорения при равномерном колоколообразном ускорении/замедлении перед интерполяцией
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Единица измерения данных] % [Действительный диапазон данных] от 0 до 50
Задает отношение времени изменения величины изменения ускорения ко времени изменения ускорения (*1) в процентах (%) при равномерном колоколообразном упреждающем ускорении/замедлении перед интерполяцией.
Если данный параметр равен 0 или имеет значение вне допустимого диапазона действительных данных, равномерное колоколообразное упреждающее ускорение/замедление перед интерполяцией не выполняется.
(*1) Параметр № 1772 для упреждающего ускорения/замедления перед интерполяцией (рабочая подача).
Параметр № 1672 для упреждающего ускорения/замедления перед интерполяцией при линейном ускоренном перемещении или для ускорения/замедления с оптимальным крутящим моментом.
1791
Величина ускорения на каждой оси для замедления с остановом при сбое электропитания
[Тип ввода] Ввод параметров [Тип данных] Действительная ось
[Единица данных] мм/с2, дюйм/с2, градус/с2 (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +10000,0; в дюймах от 0,0 до +10000,0)
Задает величину ускорения для замедления на оси, на которой инструмент замедляется до останова при сбое электропитания.
На оси, у которой этот параметр равен 0, замедление по сигналу прекращения электропитания не выполняется.
При синхронном или каскадном управлении задайте одинаковое значение параметра для ведущей оси и ведомой оси.
![]()