< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
4.24 ПАРАМЕТРЫ КОРРЕКЦИИ НА ИНСТРУМЕНТ (1 ИЗ 3)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
MOF | SBK |
5000
MOF | SBK |
[Тип ввода] Ввод настройки [Тип данных] Бит пути
№0 SBK В кадре, созданным в программе для коррекции на радиус инструмента или на радиус вершины инструмента:
0: Покадровый останов не выполняется. 1: Покадровый останов выполняется.
Данный параметр используется для проверки программы, включая коррекцию на радиус инструмента или на радиус вершины инструмента.
№1 MOF Если используется коррекция на длину инструмента смещением (бит 6 (TOS) параметра № 5006 равен 1), то при изменении величины коррекции на длину инструмента (ПРИМЕЧАНИЕ 3) в режиме коррекции на длину инструмента (ПРИМЕЧАНИЕ 1) при наличии опережающего просмотра кадра (ПРИМЕЧАНИЕ 2):
0: Коррекция производится на величину, обусловленную типом перемещения.
1: Коррекция не производится, пока не заданы команда коррекции на длину инструмента (номер смещения) и программирование в абсолютных координатах на оси коррекции.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
1 Режим коррекции на длину инструмента относится к следующему состоянию:
- Коррекция на длину инструмента (G43/G44)
2 «Наличие опережающего просмотра кадра» означает следующее:
- Модальный G-код, относящийся к G-кодам группы 07 (например, коррекция на радиус инструмента и на радиус вершины инструмента), кроме G40.
Опережающий просмотр одного кадра в автоматическом режиме и опережающий просмотр нескольких кадров в режиме контурного управления искусственным интеллектом не относятся к состоянию «наличие опережающего просмотра кадра».
3 Изменения величины коррекции на длину инструмента следующие:
- Если номер коррекции на длину инструмента изменен H-кодом (или D-кодом функции расширенного выбора инструмента на токарных обрабатывающих центрах).
- Если G43 или G44 заданы для изменения направления коррекции на длину инструмента
- Если величина коррекции на длину инструмента изменена при помощи окна коррекции, команды G10, системной переменной, окна PMC и так далее в автоматическом режиме, если бит 6 (EVO) параметра № 5001 имеет значение 1.
- При восстановлении вектора коррекции на длину инструмента, временно отмененного кодом G53, G28 или G30 во время коррекции на длину инструмента.
№7 №6 №5 №4 №3 №2 №1 №0
EVO | |||||||
EVO | EVR | TAL | TLB | TLC |
5001
EVO | |||||||
EVO | EVR | TAL | TLB | TLC |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 TLC
№1 TLB Эти биты используются для выбора типа коррекции на длину инструмента.
Тип | TLB | TLC |
Коррекция на длину инструмента А | 0 | 0 |
Коррекция на длину инструмента B | 1 | 0 |
Коррекция на длину инструмента C | - | 1 |
Ось, к которой применяется коррекция на режущий инструмент, варьируется в зависимости от типа, как описано ниже.
Коррекция на длину инструмента А: Всегда ось Z
Коррекция на длину инструмента B: Ось, перпендикулярная заданной плоскости (G17/G18/G19)
Коррекция на длину инструмента C: Ось, заданная в кадре, который задает G43/G44
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№ 3 TAL Коррекция на длину инструмента C:
0: Выдает аварийный сигнал, если смещаются две или более оси.
1: Не выдает аварийный сигнал, если смещаются две или более оси.
№4 EVR Если значение коррекции инструмента меняется в режиме коррекции на радиус и радиус вершины инструмента:
0: Активируется изменение, начиная с кадра, в котором задается следующий D- или H-код.
1: Активирует изменение, начиная с кадра, в котором выполняется следующая буферизация.
№6 EVO Если изменяется значения коррекции на длину инструмента A или коррекции на длину инструмента B в режиме коррекции
(G43 или G44):
0: Новое значение становится действительным в кадре, где следующими заданы G43, G44 или Н-код.
1: Новое значение становится действительным в кадре, где далее выполняется буферизация.
№7 №6 №5 №4 №3 №2 №1 №0
WNP | LWM | LGC | LGT | ETC | LWT | LGN | |
5002
WNP | LWM | LGC | LGT | ETC | LWT | LGN | |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№1 LGN Номер коррекции на геометрию при коррекции инструмента 0: Совпадает с номером коррекции на износ.
1: Задается по номеру выбора инструмента.
ПРИМЕЧАНИЕ
Этот параметр действителен, если включена коррекция на геометрию/износ инструмента (бит 6 (NGW) параметра № 8136 равен 0).
№2 LWT Коррекция на износ инструмента выполняется: 0: Перемещением инструмента.
1: Смещением системы координат.
ПРИМЕЧАНИЕ
Этот параметр действителен, если включена коррекция на геометрию/износ инструмента (бит 6 (NGW) параметра № 8136 равен 0).
№3 ETC Если T-код состоит из двух или менее цифр, то T-код: 0: Не расширяется.
1: Расширяется.
Если данный параметр равен 1, команды, состоящие из T-кода с двумя или менее цифрами, расширяются (команды, состоящие из T-кода с тремя или более цифрами не расширяются). Значение после расширения определяется настройкой количества цифр в номере смещения команд T-кода (параметр № 5028).
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
Параметр № 5028 | Количество цифр после расширения | Пример расширения |
1 | Расширение до двух цифр | До расширения T1 После расширения: T11 |
2 | Расширение до четырех цифр | До расширения T1 После расширения: T0101 |
3 или больше | Не расширяется | |
[Пример]
- Параметр № 5028: 2
- Параметр № 3032: 4 (допустимое количество цифр для T-кода)
До расширения После расширения
T1 T0101 (команда из 1 цифры расширяется до 4 цифр) T12 T1212 (команда из 2 цифр расширяется до 4 цифр) T112 T112 (не расширяется)
T1122 T1122 (не расширяется)
ПРИМЕЧАНИЕ
1 Настройка допустимого количества цифр в T-коде (параметр
№ 3032) определяет количество цифр в задаваемой команде (до расширения). Если допустимое количество цифр в команде превышается, то выдается аварийный сигнал PS0003
«СЛ.МНОГО ЦИФР».
2 Этот параметр доступен только на токарных обрабатывающих центрах. Инструмент можно изменить с помощью настройки типа револьверной головки (бит 3 (TCT) параметра № 5040 = 0).
3 Если количество цифр в номере смещения в команде с T-кодом (параметр № 5028) выставлено на 0, то значение после расширения определяется количеством цифр в номере значений коррекции на инструмент (параметр № 5024).
4 Общая переменная № 149 для вызова макроса T-кодов задается к значению до расширения.
№4 LGT Коррекция на геометрию инструмента:
0: Компенсируется посредством смещения системы координат. 1: Компенсируется посредством перемещения инструмента.
ПРИМЕЧАНИЕ
Этот параметр действителен, если включена коррекция на геометрию/износ инструмента (бит 6 (NGW) параметра № 8136 равен 0).
№5 LGC Если коррекция на геометрию инструмента выполняется посредством смещения системы координат, то коррекция на геометрию инструмента:
0: Не отменяется командой с номером коррекции 0. 1: Отменяется командой с номером коррекции 0.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
Этот параметр действителен, если включена коррекция на геометрию/износ инструмента (бит 6 (NGW) параметра № 8136 равен 0).
№6 LWM Коррекция на инструмент выполняется посредством перемещения инструмента:
0: В кадре с заданным T-кодом.
1: Вместе с командой перемещения по оси.
№7 WNP Номером вершины мнимого инструмента, используемым для коррекции на радиус вершины инструмента, если выбрана функция коррекции инструмента на геометрию/износ, является номер, заданный:
0: Номером коррекции на геометрию 1: Номером коррекции на износ
№7 №6 №5 №4 №3 №2 №1 №0
TGC | SUV | SUP | |||||
LVK | SUV | SUP |
5003
TGC | SUV | SUP | |||||
LVK | SUV | SUP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 SUP
№1 SUV Эти биты используются для ввода типа запуска/отмены коррекции на радиус инструмента и радиус вершины инструмента.
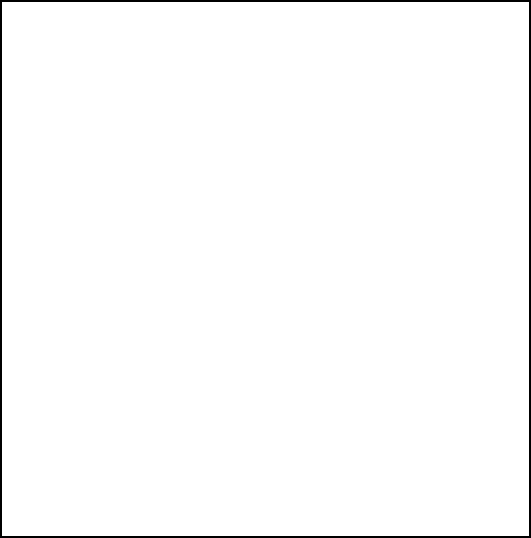
SUV | SUP | Тип | Операция |
0 | 0 | Тип A | Выводится вектор коррекции, перпендикулярный кадру, расположенному рядом с кадром запуска, или кадром, предшествующим кадру отмены. Траектория по центру радиуса вершины
G41 инструмента Траектория по центру инструмента N2 Запрограммированная траектория N1 |
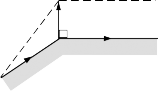
0 | 1 | Тип B | Выводятся вектор коррекции, перпендикулярный кадру запуска или кадру отмены, а также вектор пересечения. Точка пересечения Траектория по центру радиуса вершины инструмента Траектория по центру инструмента
G41 N2 Запрограммированная траектория N1 |
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
SUV | SUP | Тип | Операция |
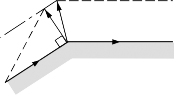
1 | 0 1 | Тип C | Если кадр запуска или отмены не задают перемещение, инструмент смещается на величину коррекции на режущий инструмент в направлении, перпендикулярном кадру, следующему за кадром запуска, или кадру перед кадром отмены. Траектория по центру радиуса вершины Точка пересечения инструмента
Траектория по центру инструмента Смещение N3 Запрограммированная траектория G41 N2 N1 Если кадр задает перемещение, то тип определяется настройкой SUP; если SUP равен 0, то задается тип A, а если SUP равен 1, то задается тип B. |
ПРИМЕЧАНИЕ
Если SUV, SUP = 0, 1 (тип B), то выполняется операция, эквивалентная операции для FS16i-T.
№ 6 LVK Вектор коррекции на длину инструмента: 0: Очищается при сбросе
1: Не очищается при сбросе
№7 TGC Коррекция на геометрию инструмента посредством смещения координат:
0: Не отменяется при сбросе. 1: Отменяется при сбросе.
ПРИМЕЧАНИЕ
Этот параметр действителен, если включена коррекция на геометрию/износ инструмента (бит 6 (NGW) параметра № 8136 равен 0).
№7 №6 №5 №4 №3 №2 №1 №0
TS1 | ORC | ||||||
ODI |
5004
TS1 | ORC | ||||||
ODI |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№1 ORC Настройка величины коррекции на инструмент корректируется как:
0: Значение диаметра
1: Значение радиуса
ПРИМЕЧАНИЕ
Этот параметр действителен только для оси, использующей заданные значения диаметра. Для оси, использующей заданные значения радиуса, задайте значение радиуса, независимо от настройки этого параметра.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№1 ODI Настройка величины коррекции на радиус инструмента и радиус вершины инструмент корректируется как:
0: Значение радиуса
1: Значение диаметра
№3 TS1 Для определения контакта датчика касания с функцией непосредственного ввода измеренной величины коррекции B:
0: Используется четырехконтактный ввод. 1: Используется одноконтактный ввод.
№7 №6 №5 №4 №3 №2 №1 №0
TLE | QNI | PRC | CNI | ||||
5005
TLE | QNI | PRC | CNI | ||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
#0 CNI В окне коррекции, в окне смещения оси Y и в окне макросов дисплейная клавиша [ВНУТ.C.]:
0: Используется.
1: Не используется (дисплейная клавиша [ВНУТ.C] не отображается).
№2 PRC При непосредственном вводе значения коррекции на инструмент или величины смещения системы координат заготовки:
0: Сигнал записи позиции PRC <Gn040.6> не используется. 1: Сигнал записи позиции PRC <Gn040.6> используется.
№5 QNI При использовании функции прямого ввода измеренной величины коррекции B, номер коррекции на инструмент выбирается с помощью:
0: Оператором на устройстве MDI (выбор курсором). 1: Ввода сигнала из PMC.
№6 TLE Функция прямого ввода измеренной величины коррекции инструмента B обновляет величину коррекции в режиме записи коррекции:
0: Всегда.
1: Во время перемещения оси.
Перемещение оси предполагает, что погрешность позиционирования не равна 0.
№7 №6 №5 №4 №3 №2 №1 №0
TOS | LVC | TGC | |||||
TOS |
5006
TOS | LVC | TGC | |||||
TOS |
[Тип ввода] Ввод параметров [Тип данных] Бит
№1 TGC Если T-код задан в кадре, содержащем G50, G04, или G10: 0: Аварийный сигнал не выдается.
1: Выдается аварийный сигнал PS0245 «T-КОД В ЭТОМ БЛОКЕ НЕ РАЗРЕШ.».
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№3 LVC Коррекция на инструмент (геометрия/износ) посредством перемещения инструмента и коррекция на износ посредством смещения координат:
0: Не отменяется при сбросе. 1: Отменяется при сбросе.
№6 TOS Данный бит задает коррекцию на длину инструмента или операцию коррекции на инструмент.
0: Коррекция на длину инструмента или операция коррекции инструмента выполняется за счет перемещения оси.
1: Коррекция на длину инструмента или операция коррекции инструмента выполняется за счет смещения системы координат.
№7 №6 №5 №4 №3 №2 №1 №0
3OF | 3OC | ||||||
3OF | 3OC |
5007
3OF | 3OC | ||||||
3OF | 3OC |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№6 3OC Если коррекция на длину инструмента не отменяется перед настройкой преобразования трехмерных координат, то аварийный сигнал:
0: Не срабатывает.
1: Срабатывает (аварийный сигнал PS0049 «ЗАПРЕЩ. КОМАНДА (G68,G69)»).
#7 3OF Если преобразование трехмерных координат не вкладывается с помощью команды коррекции на длину инструмента или если преобразование трехмерных координат задается во время коррекции на длину инструмента и вводится другая команда для коррекции на длину инструмента:
0: Аварийный сигнал не выдается.
1: Выдается аварийный сигнал PS0049 «ЗАПРЕЩ. КОМАНДА (G68,G69)».
Пример 1) Аварийный сигнал не выдается в следующих случа
1) G68 X_ Y_ Z_ I_ J_ K_ R_;
:
G43 H1;
:
G69;
:
G49;
2) G43 H1;
:
G68 X_ Y_ Z_ I_ J_ K_ R_;
:
G49(G43H2,H2 и т. д.);
: G69;
PS0049 выдается
PS0049 выдается
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Пример 2) Аварийный сигнал не выдается в следующих с
3) G68 X_ Y_ Z_ I_ J_ K_ R_;
:
G43 H1;
:
G49;
:
G69 ;
4) G43 H1;
:
G68 X_ Y_ Z_ I_ J_ K_ R_;
: G69;
: G49;
ПРИМЕЧАНИЕ
Команда отмены коррекции на длину инструмента (G28 и т. д.) не приводит к срабатыванию аварийного сигнала. Если подобная команда задается в режиме G68, выполните программирование, как это указано в пункте 3) выше.
G43 H1 ;
:
G68 X_ Y_ Z_ I_ J_ K_ R_ ;
:
G28 X_ Y_ Z_ ; Сдвиг отменен.
: Аварийный сигнал не срабатывает. G69 ;
№7 №6 №5 №4 №3 №2 №1 №0
MCR | CNV | CNC |
5008
MCR | CNV | CNC |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№1 CNC
№1 CNV Эти биты используются для выбора способа контроля столкновений в режиме коррекции на радиус инструмента и радиус вершины инструмента.
CNV | CNC | Операция |
0 | 0 | Контроль столкновений активирован. Проверяются направление и угол дуги. |
0 | 1 | Контроль столкновений активирован. Проверяется только угол дуги. |
1 | - | Контроль столкновений отключен. |
Действия, выполняемые при обнаружении столкновения (зареза) во время контроля столкновений, описаны в бите 5 (CAV) параметра № 19607.
ПРИМЕЧАНИЕ
Контроль нельзя задать только для направления.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№4 MCR Если код G41/G42 (коррекция на радиус инструмента и на радиус вершины инструмента) задан в режиме MDI, то аварийный сигнал:
0: Не срабатывает.
1: Срабатывает (аварийный сигнал PS5257 «G41/G42 НЕ РАЗР.В РУЧ.РЕЖИМЕ»).
№7 №6 №5 №4 №3 №2 №1 №0
TSD | GSC | ||||||
TIP |
5009
TSD | GSC | ||||||
TIP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
ПРИМЕЧАНИЕ
При настройке любого из данных параметров отключите питание, прежде чем продолжить работу.
№0 GSC При использовании функции прямого ввода измеренной величины коррекции B, входной сигнал записи коррекции вводится:
0: На стороне станка. 1: На стороне PMC.
ПРИМЕЧАНИЕ
Если активирована функция блокировки для каждого направления оси (если бит 3 (DIT) параметра №3003 равен 0), то можно также переключаться между вводом со стороны станка и стороны PMC для блокировки для каждого направления оси.
№4 TSD При использовании функции прямого ввода измеренной величины коррекции B, введенные направления перемещений:
0: Не применяются.
1: Применяются.
Этот параметр действителен, если используется четырехконтактный ввод (бит 3 (TS1) параметра № 5004 равен 0).
#5 TIP При коррекция на радиус инструмента и на радиус вершины инструмента направление режущей кромки виртуального инструмента:
0: Не используется.
1: Используется.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5010
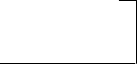
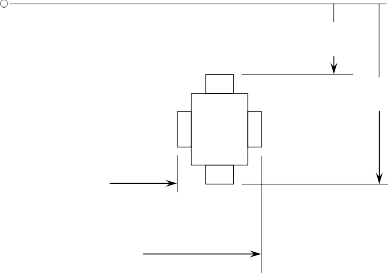
Предел для игнорирования небольшого перемещения в результате коррекции на радиус инструмента / на радиус вершины инструмента
[Тип ввода] Ввод настройки
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999)
Если Vx Vlimit и VY Vlimit, этот вектор игнорируется.
Если Vx Vlimit и VY Vlimit, этот вектор игнорируется.
Если Vx Vlimit и VY Vlimit, этот вектор игнорируется.
Vx
Vx
Vx
VY
VY
VY
r
r
r
S
S
S
Траектория центра инструмента
Траектория центра инструмента
Траектория центра инструмента
r
r
r
Даже если Vx Vlimit и
VY Vlimit, вектор к точке остановки единственного
блока сохраняется.
Даже если Vx Vlimit и
VY Vlimit, вектор к точке остановки единственного
блока сохраняется.
Даже если Vx Vlimit и
VY Vlimit, вектор к точке остановки единственного
блока сохраняется.
N1
Запрограммированная траектория
N1
Запрограммированная траектория
N1
Запрограммированная траектория
N2
N2
N2
Vlimit определяется в зависимости от значения, заданного в параметре № 5010.
Vlimit определяется в зависимости от значения, заданного в параметре № 5010.
Vlimit определяется в зависимости от значения, заданного в параметре № 5010.
Если инструмент обходит угол в режиме коррекции на режущий инструмент или на радиус вершины инструмента, задает предел игнорирования небольшого перемещения в результате коррекции. Этот предел предотвращает прерывание буферизации вследствие небольшого перемещения, создаваемого в углу, а также изменение скорости подачи, вызванное таким прерыванием.
5013
Максимальное значение коррекции на износ инструмента
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица коррекции)
[Минимальная единица данных] Используется система приращений для величины коррекции на
инструмент.
[Действительный диапазон данных] Используются настройки битов с 3 по 0
(OFE, OFD, OFC и OFA) параметра № 5042. При вводе в метрической системе
OFE | OFD | OFC | OFA | Действительный диапазон данных |
0 | 0 | 0 | 1 | от 0 до 9999,99 мм |
0 | 0 | 0 | 0 | от 0 до 9999,999 мм |
0 | 0 | 1 | 0 | от 0 до 9999,9999 мм |
0 | 1 | 0 | 0 | от 0 до 9999,99999 мм |
1 | 0 | 0 | 0 | от 0 до 999,999999 мм |
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
При вводе в дюймах
OFE | OFD | OFC | OFA | Действительный диапазон данных |
0 | 0 | 0 | 1 | от 0 до 999,999 дюйма |
0 | 0 | 0 | 0 | от 0 до 999,9999 дюйма |
0 | 0 | 1 | 0 | от 0 до 999,99999 дюйма |
0 | 1 | 0 | 0 | от 0 до 999,999999 дюйма |
1 | 0 | 0 | 0 | от 0 до 99,9999999 дюйма |
Данный параметр задает максимальное значение коррекции на износ инструмента. При попытке задать значение коррекции на износ инструмента, абсолютное значение которого превышает значение, заданное в этом параметре, выдается приведенный ниже аварийный сигнал или предупреждение:
При вводе MDI | Предупреждение: ДАННЫЕ ВНЕ ДИАПАЗОНА |
Ввод кодом G10 | Аварийный сигнал PS0032 «ЗАПРЕЩ. ВЕЛ.СДВИГА В G10» |
Если установлен 0 или отрицательное значение, то максимально допустимое значение не используется.
[Пример] Если задано 30,000
В качестве величины коррекции на инструмент можно ввести значение от -30,000 до +30,000.
5014
Максимальное значение ввода приращением для коррекции на износ инструмента
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица коррекции)
[Минимальная единица данных] Используется система приращений для величины коррекции на
инструмент.
[Действительный диапазон данных] Используются настройки битов с 3 по 0 (OFE, OFD, OFC и OFA)
параметра № 5042.
При вводе в метрической системе
OFE | OFD | OFC | OFA | Действительный диапазон данных |
0 | 0 | 0 | 1 | от 0 до 9999,99 мм |
0 | 0 | 0 | 0 | от 0 до 9999,999 мм |
0 | 0 | 1 | 0 | от 0 до 9999,9999 мм |
0 | 1 | 0 | 0 | от 0 до 9999,99999 мм |
1 | 0 | 0 | 0 | от 0 до 999,999999 мм |
При вводе в дюймах
OFE | OFD | OFC | OFA | Действительный диапазон данных |
0 | 0 | 0 | 1 | от 0 до 999,999 дюйма |
0 | 0 | 0 | 0 | от 0 до 999,9999 дюйма |
0 | 0 | 1 | 0 | от 0 до 999,99999 дюйма |
0 | 1 | 0 | 0 | от 0 до 999,999999 дюйма |
1 | 0 | 0 | 0 | от 0 до 99,9999999 дюйма |
Задает максимально допустимое значение коррекции на износ инструмента, вводимое в виде приращения. Если значение ввода в приращениях (абсолютное значение) превышает заданное значение, выдается следующий аварийный сигнал или предупреждение:
При вводе MDI | Предупреждение: ДАННЫЕ ВНЕ ДИАПАЗОНА |
Ввод кодом G10 | Аварийный сигнал PS0032 «ЗАПРЕЩ. ВЕЛ.СДВИГА В G10» |
Если установлен 0 или отрицательное значение, то максимально допустимое значение не используется.
![]()
![]()
Расстояние до оси X + поверхность контакта датчика касания 1 (X1P)
![]()
Расстояние до оси X - поверхность контакта датчика касания 1 (X1M)
![]()
Расстояние до оси Z + поверхность контакта датчика касания 1 (Z1P)
![]()
Расстояние до оси Z - поверхность контакта датчика касания 1 (Z1M)
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5015
5016
5017
5018
5056
5057
5058
5059
![]()
Расстояние до оси X + поверхность контакта датчика касания 2 (X2P)
![]()
Расстояние до оси X - поверхность контакта датчика касания 2 (X2M)
![]()
Расстояние до оси Z + поверхность контакта датчика касания 2 (Z2P)
![]()
Расстояние до оси Z - поверхность контакта датчика касания 2 (Z2M)
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных (см. таблицу настройки
стандартных параметров (A))
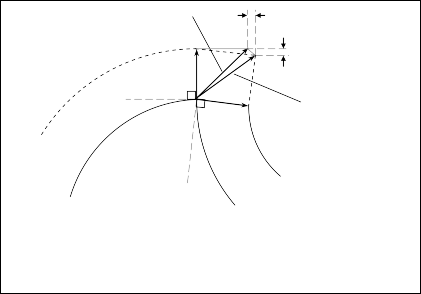
Данный параметр связан с функцией прямого ввода измеренной величины коррекции B.
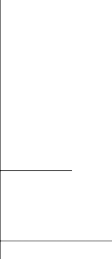
Данный параметр задает расстояние (со знаком) от исходной позиции измерения до каждой поверхности контакта датчика. Для оси, определяемой диаметром, введите значение диаметра. Если осуществляется управление произвольной наклонной осью, задайте расстояние в прямоугольной системе координат.
ПРИМЕЧАНИЕ
Параметры от 5056 до 5059 действительны, если бит 0 (2NR) параметра ном. 5051 имеет значение 1.
![]()

○ Измеренное контрольное положение
○ Измеренное контрольное положение
○ Измеренное контрольное положение
X1m
X1m
X1m
Ось X - поверхность контакта
↓
Ось X - поверхность контакта
↓
Ось X - поверхность контакта
↓
X1p
X1p
X1p
← Ось Z - поверхность контакта
← Ось Z - поверхность контакта
← Ось Z - поверхность контакта
Ось Z + поверхность
контакта
Ось Z + поверхность
контакта
Ось Z + поверхность
контакта
+X
+X
+X
Z1m
↑
Ось X + поверхность контакта
Z1m
↑
Ось X + поверхность контакта
Z1m
↑
Ось X + поверхность контакта
Z1p
Z1p
Z1p
+Z
+Z
+Z
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5019

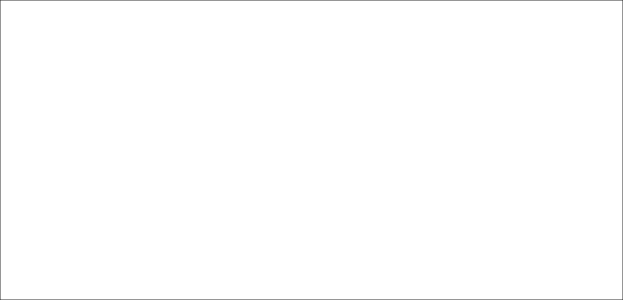
Измеренное контрольное положение
Измеренное контрольное положение
Измеренное контрольное положение
Ось X поверхность контакта
Ось X поверхность контакта
Ось X поверхность контакта
X2m
X2m
X2m
X2p
X2p
X2p
Ось Z + поверхность контакта
Ось Z + поверхность контакта
Ось Z + поверхность контакта
Ось Z - поверхность контакта
Ось Z - поверхность контакта
Ось Z - поверхность контакта
+X
+X
+X
Z2p
Ось X + поверхность контакта
Z2m
Z2p
Ось X + поверхность контакта
Z2m
Z2p
Ось X + поверхность контакта
Z2m
+Z
+Z
+Z
![]()
Расстояние предотвращения вибрации при прямом вводе измеренной величины коррекции B
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Единица данных] Единица обнаружения
[Действительный диапазон данных] от 0 до 999999999
После ввода сигнала из датчика касания последующий ввод любых сигналов из датчика сигнала будет игнорироваться, пока не будет выдана команда на перемещение, равная или больше чем расстояние, заданное этим параметром. Если данный параметр равен 0, то данная функция отключена. В этом случае сигналы, отправленные из датчика касания принимаются всегда. При повторной настройке данного параметра входные сигналы перестают игнорироваться.
![]()
![]()
Номер коррекции на инструмент, используемый с функцией прямого ввода измеренного значения коррекции B
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5020
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Действительный диапазон данных] от 0 до величины коррекции на инструмент
Данный параметр задает номер коррекции на инструмент, используемый с функцией непосредственного ввода измеренной величины коррекции B (если задана величина смещения системы координат заготовки) (задайте заранее номер коррекции на инструмент, соответствующий измеряемому инструменту). Этот параметр действителен при отсутствии автоматического выбора номера коррекции на инструмент (если бит 5 (QNI) параметра
№ 5005 имеет значение 0).
5021
![]()
Число циклов интерполяции импульсов, хранящихся непосредственно перед прикосновением инструмента к датчику касания
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 8
При использовании датчика касания с одноконтактным вводом сигнала для функции «прямого ввода измеренной величины коррекции на инструмент B» или при активации определения направления перемещения данный параметр задает число циклов интерполяции импульсов, хранящихся непосредственно перед прикосновением инструмента к датчику касания в ручном режиме. Если задан 0, то предполагается, что задано максимальное значение 8.
ПРИМЕЧАНИЕ
Данный параметр действителен, если бит 3 (TS1) параметра
№ 5004 или бит 4 (TSD) параметра№ 5009 равны 1.
![]()
Расстояние (L) от исходной позиции режущей кромки инструмента до исходной поверхности измерения
5022
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает расстояние от исходной позиции режущей кромки инструмента до исходной поверхности измерения на каждой оси, если станок находится в нулевой точке станка.
![]()
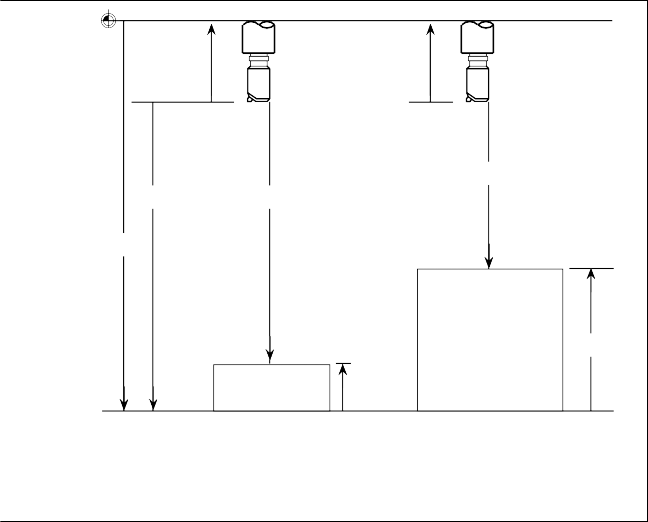
Нулевая точка станка (Положение вершины контрольного инструмента)
Нулевая точка станка (Положение вершины контрольного инструмента)
Нулевая точка станка (Положение вершины контрольного инструмента)
OFSL
OFSL
OFSL
OFSL
OFSL
OFSL
Zm
Zm
Zm
Zt
Zt
Zt
Zm
Zm
Zm
L
L
L
Поверхность измерения
Поверхность измерения
Поверхность измерения
Поверхность измерения
Поверхность измерения
Поверхность измерения
Заготовка
Заготовка
Заготовка
Hm
Hm
Hm
Контрольная поверхность измерения
Контрольная поверхность измерения
Контрольная поверхность измерения
Контрольный блок
Контрольный блок
Контрольный блок
Hm
Hm
Hm
Стол станка Стол станка
L: Расстояние от вершины контрольного инструмента до контрольной поверхности измерения (координаты станка исходной поверхности измерения)
Hm: Расстояние от контрольной поверхности измерения до фактической поверхности измерения
Zm: Расстояние от вершины измеряемого инструмента в нулевой точке станка до поверхности измерения
Zt: Расстояние от вершины измеряемого инструмента в нулевой точке станка до контрольной поверхности измерения OFSL: Компенсация длины инструмента (OFSL = Zm - Hm - L)
Стол станка Стол станка
L: Расстояние от вершины контрольного инструмента до контрольной поверхности измерения (координаты станка исходной поверхности измерения)
Hm: Расстояние от контрольной поверхности измерения до фактической поверхности измерения
Zm: Расстояние от вершины измеряемого инструмента в нулевой точке станка до поверхности измерения
Zt: Расстояние от вершины измеряемого инструмента в нулевой точке станка до контрольной поверхности измерения OFSL: Компенсация длины инструмента (OFSL = Zm - Hm - L)
Стол станка Стол станка
L: Расстояние от вершины контрольного инструмента до контрольной поверхности измерения (координаты станка исходной поверхности измерения)
Hm: Расстояние от контрольной поверхности измерения до фактической поверхности измерения
Zm: Расстояние от вершины измеряемого инструмента в нулевой точке станка до поверхности измерения
Zt: Расстояние от вершины измеряемого инструмента в нулевой точке станка до контрольной поверхности измерения OFSL: Компенсация длины инструмента (OFSL = Zm - Hm - L)
Инстру- мент
T01
Инстру- мент
T01
Инстру- мент
T01
Инстру- мент
T01
Инстру- мент
T01
Инстру- мент
T01
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5024
Количество величин коррекции на инструмент
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Действительный диапазон данных] от 0 до 999
Данный параметр задает максимально допустимое количество величин коррекции на инструмент, используемых для каждой траектории. Убедитесь, чтобы общее количество величин, заданное в параметре № 5024 для отдельных траекторий, не превышало число величин коррекции, допустимое для системы в целом. Количество величин коррекции, допустимое для системы в целом, зависит от конфигурации опций. Если общее количество величин, заданное в параметре № 5024 для отдельных траекторий, превышает количество величин коррекции, допустимое для системы в целом, или если в параметре № 5024 задан 0 для всех траекторий, то количество величин коррекции, используемое для каждой траектории, соответствует величине, полученной путем деления количества величин коррекции, допустимого для системы в целом, на число траекторий.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Для каждой траектории на экране отображается количество величин коррекции на инструмент, равное количество используемых величин коррекции. Если количество заданных величин коррекции на инструмент превышает количество величин коррекции, допустимое для каждой траектории, выдается аварийный PS0115 «НОМЕР ПЕРЕМЕНН. ВНЕ ДИАП.».
Например, используется 64 набора коррекций на инструмент, 20 наборов можно задать для траектории 1, 30 наборов — для траектории 2, и 14 наборов — для траектории 3. Использовать все 64 набора нет необходимости.
5028
![]()
Количество цифр номера коррекции, используемого с командой T-кода
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 4
Задает количество цифр в T-коде, используемое в качестве номера коррекции на инструмент (номера коррекции на износ, если используется функция коррекции на геометрию/износ инструмента).
Если задан 0, то количество цифр определяется числом величин коррекции на инструмент.
Если число величин коррекции на инструмент составляет от 1 до 9: Цифра низшего разряда
Если число величин коррекции на инструмент составляет от 10 до 99: 2 цифры низшего разряда
Если число величин коррекции на инструмент составляет от 100 до 999: 3 числа низшего разряда
[Пример] Если номер коррекции задается с помощью 2-х цифр низшего разряда T-кода, задайте 2 в параметре № 5028.
Txxxxxx yy
xxxxxx: Выбор инструмента
yy: Номер коррекции на инструмент
При использовании функции управления инструментом присвойте данному параметру значение 4, чтобы задать параметру № 13265 4-значный номер.
ПРИМЕЧАНИЕ
Запрещается задавать значение, превышающее настройку параметра № 3032 (допустимое количество цифр T-кода).
5029
Количество значений памяти коррекции на инструмент, общих для траекторий
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
[Тип ввода] Ввод параметров [Тип данных] Слово
[Действительный диапазон данных] от 0 до 999
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
При использовании значений памяти, общих для траекторий данный параметр задает количество общих величин коррекции на инструмент.
Убедитесь, что настройка этого параметра не превышает количество величин коррекции на инструмент, заданное для каждой траектории (параметр № 5024).
[Пример 1] Если параметр № 5029 = 10, параметр № 5024 (траектория 1) = 15 и параметр № 5024 (траектория 2) = 30 в системе с двумя траекториями, то общими являются номера коррекции на инструмент от 1 до 10.
[Пример 2] Если параметр № 5029 = 20, а остальные условия остаются такими же, как в примере 1,то общими являются номера коррекции на инструмент от 1 до 15.
ПРИМЕЧАНИЕ
1 Если используется система из нескольких траекторий, включающая многоцелевой станок и токарный обрабатывающий центр, значения памяти являются общими в каждой системе.
2 На каждом многоцелевом станке и токарном обрабатывающем центре необходимо использовать одну и ту же величину коррекции на инструмент.
3 Убедитесь, что настройка параметра № 5029 не превышает количество величин коррекции на инструмент, заданное для каждой траектории (параметр № 5024). Если настройка параметра № 5029 превышает количество величин коррекции какой-либо траектории, то общей для всех траекторий применяется наименьшее количество величин коррекции.
4 Если задан 0 или отрицательное значение, общие значения памяти траекторий не используются.
№7 №6 №5 №4 №3 №2 №1 №0
NO4 | TLG | TCT | OWD | ||||
5040
NO4 | TLG | TCT | OWD | ||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 OWD При программировании радиуса
(бит 1 (ORC) параметра № 5004 равен 1):
0: Обе величины коррекции на геометрию и износ инструмента задаются радиусом.
1: Величина коррекции на геометрию инструмента задается радиусом, а величина коррекции на износ инструмента задается диаметром на оси, определяемой диаметром.
ПРИМЕЧАНИЕ
Этот параметр действителен, если включена коррекция на геометрию/износ инструмента (бит 6 (NGW) параметра № 8136 равен 0).
№3 TCT Способ смены инструмента основан на:
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
0: Вращении револьверной головки (операция смены инструмента выполняется только с помощью T-команды).
С помощью T-команды выполняется вспомогательная функция и операция коррекции на инструмент.
1: Устройством автоматической смены инструментов (АСИ) (операция смены инструментов выполняется с помощью М-команды (например, M06)).
С помощью T-команды выполняется только вспомогательная функция.
Этот параметр действителен только на токарном обрабатывающем центре.
![]()
ПРЕДУПРЕЖДЕНИЕ!
Перед изменением настройки данного параметра отмените коррекцию. Если изменение настройки выполняется при используемой коррекции, то при выполнении последующей операции коррекции могут возникнуть ошибки или сработать аварийный сигнал PS0368 «СОХР.СДВИГ ПРИ КОМАНДЕ СДВИГА».
№4 TLG Если операция смены инструмента выполняется при помощи устройства автоматической смены инструмента (если бит 3 (TCT) параметра № 5040 равен 1), то операция коррекции на инструмент задается посредством:
0: G43.7.
При этом G43 и G44 используются в качестве G-кодов для коррекции на длину инструмента.
1: G43.
При этом G43.7 и G44.7 используются в качестве G-кодов для коррекции на длину инструмента.
№7 NO4 Функция коррекции по 4-й оси: 0: Используется.
1: Не используется.
№7 №6 №5 №4 №3 №2 №1 №0
NM2 | |||||||
NM2 |
5041
NM2 | |||||||
NM2 |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№7 NM2 При использовании в режиме коррекции на радиус инструмента
«кадра, не задающего перемещение», который может привести к зарезу из-за отсутствия правильно заданного вектора коррекции: 0: Аварийный сигнал не выдается.
1: Выдается аварийный сигнал PS0041 INTERFERENCE IN CUTTER COMPENSATION.
№7 №6 №5 №4 №3 №2 №1 №0
OFC | OFA |
5042
OFC | OFA |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
При настройке любого из данных параметров отключите питание, прежде чем продолжить работу.
№0 OFA
№1 OFC Данные биты используются для задания системы приращений и диапазона действительных данных для величины коррекции на инструмент.
При вводе в метрической системе
OFC | OFA | Единица измерения | Действительный диапазон данных |
0 | 1 | 0,01 мм | 9999,99 мм |
0 | 0 | 0,001 мм | 9999,999 мм |
1 | 0 | 0,0001 мм | 9999,9999 мм |
При вводе в дюймах
OFC | OFA | Единица измерения | Действительный диапазон данных |
0 | 1 | 0,001 дюйма | 999.999 дюйма |
0 | 0 | 0,0001 дюйма | 999,9999 дюйма |
1 | 0 | 0,00001 дюйма | 999,99999 дюйма |
5043
![]()
Номер оси, на которой используется коррекция по оси Y
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 24
Данный параметр задает номер оси, на которой используется коррекция по оси Y.
![]()
Номер оси, на которой используется коррекция по 4-й оси
Если задан 0 или значение за пределами действительного диапазона данных, то коррекция по Y применяется на оси Y трех основных осей. Если задана ось X или Z трех основных осей, то стандартная коррекция на инструмент для оси X или Z не используется, а используется только коррекция по оси Y.
5044
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] 0, от 1 до числа управляемых осей
Задает номер оси, на которой используется коррекция по 4-й оси. Если в этом параметре задано значение в диапазоне от 1 до числа управляемых осей, то коррекция по 4-й оси применяется к оси с заданным номером. Если задан 0 или значение больше действительного диапазона данных, то коррекция по 4-й оси не применяется. На двух основных осях X и Z используются стандартные коррекции на инструмент, поэтому коррекцию по 4-й оси нельзя использовать. Если в этом параметре задана ось, указанная для функции коррекции по оси Y, то для этой оси
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
![]()
Номер оси, на которой используется коррекция 5-й оси
используется коррекция по оси Y, а коррекция по 4-й оси не используется.
5045
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] 0, от 1 до числа управляемых осей
Задает номер оси, на которой используется коррекция по 5-й оси. Если в этом параметре задано значение в диапазоне от 1 до числа управляемых осей, то коррекция по 5-й оси применяется к оси с заданным номером. Если задан 0 или значение больше действительного диапазона данных, то коррекция по 5-й оси не применяется. На двух основных осях X и Z используются стандартные коррекции на инструмент, поэтому коррекцию по 5-й оси нельзя использовать. Если в этом параметре задана ось, указанная для функции коррекции по оси Y, то для этой оси используется коррекция по оси Y, а коррекция по 4-й оси не используется.
Если на одной оси задана коррекция по 5-й оси и по 4-й оси, то используется только коррекция по 4-й оси, а коррекция по 5-й оси не используется.
№7 №6 №5 №4 №3 №2 №1 №0
2AT | 2NR | ||||||
5051
2AT | 2NR | ||||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 2NR Если используется прямой ввод измеренной величины коррекции B на токарном станке с 2 шпинделями:
0: Используется один датчик касания. 1: Используются два датчика касания.
№1 2AT Если величина коррекции системы координат заготовки задается в памяти системы координат заготовки с прямым вводом измеренной величины коррекции B на токарном станке с 2 шпинделями:
0: Настройка выполняется в текущем положении курсора. 1: Выполняется автоматический выбор.
5053
![]()
Номер величины коррекции на инструмент при прямом вводе измеренной величины коррекции B на токарном станке с 2 шпинделями
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Действительный диапазон данных] от 0 до величины коррекции на инструмент
![]()