< Назад | Содержимое | Далее >
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
Если используется прямой ввод измеренной величины коррекции B на токарном станке с 2 шпинделями, номера коррекции на инструмент, использованные для настройки измеряемых величин коррекции на инструмент делятся на две группы: одна для шпинделя 1, а другая для шпинделя 2.
[Пример] Если имеется 32 пары коррекции на инструмент:
Уставка | ||
8 | 10 | |
Шпиндель 1 | от 1 до 8 | от 1 до 10 |
Шпиндель 2 | от 9 до 32 | от 11 до 32 |
Если данный параметр равен 0 или задано значение, превышающее максимальное количество пар коррекции на инструмент, то применяется следующая таблица.
Количество пар коррекции на инструмент | 32 пары | 64 пары | 99 пары | 200 пары | 400 пары | 499 пары | 999 пары |
Шпиндель 1 | от 1 до 16 | от 1 до 32 | от 1 до 49 | от 1 до 100 | от 1 до 200 | от 1 до 249 | от 1 до 499 |
Шпиндель 2 | от 17 до 32 | от 33 до 64 | от 50 до 98 | от 101 до 200 | от 201 до 400 | от 250 до 498 | от 500 до 998 |
5054
5055
![]()
Память системы координат заготовки для шпинделя 1
![]()
Память системы координат заготовки для шпинделя 2
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 54 до 59
Задает систему координат заготовки от G54 до G59, для которой устанавливается величина смещения системы координат заготовки. Если параметр № 5054 или 5055 равен 0 или задано значение за пределами действительного диапазона данных, предполагается, что задано значение 54 для памяти системы координат заготовки для шпинделя 1 или значение 57 для системы координат заготовки для шпинделя 2.
ПРИМЕЧАНИЕ
Эти параметры действительны, если бит 1 (2AT) параметра
№ 5051 равен 1.
4.25 ПАРАМЕТРЫ ПОСТОЯННЫХ ЦИКЛОВ
![]()
4.25.1 Параметры постоянных циклов сверления (1 из 2)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
RTR | EXC | FXY | |||||
M5B | EXC | FXY |
5101
RTR | EXC | FXY | |||||
M5B | EXC | FXY |
[Тип ввода] Ввод параметров
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
[Тип данных] Бит пути
№0 FXY Осью сверления в постоянном цикле сверления или осью режущего инструмента в постоянном цикле шлифования:
0: Постоянный цикла сверления:
Всегда является ось Z. Постоянный цикла шлифования:
- Токарный обрабатывающий центр: Всегда является ось X.
- Многоцелевой станок:
Команда G75, G77: Ось Y Команда G78, G79: Ось Z
1: Ось, перпендикулярная заданной плоскости (G17/G18/G19)
ПРИМЕЧАНИЕ
В серии Т данный параметр действителен только для постоянного цикла сверления в формате программы FANUC серии 15.
№1 EXC G81
0: Задает постоянный цикл сверления 1: Задает внешнюю команду операции
№2 RTR G83 и G87
0: Задают цикл высокоскоростного сверления с периодическим выводом сверла
1: Задают цикл сверления с периодическим выводом сверла
№7 M5B При постоянных циклах сверления G76 и G87:
0: Выводят M05 перед остановом ориентированного шпинделя 1: Не выводят M05 перед остановом ориентированного
шпинделя
№7 №6 №5 №4 №3 №2 №1 №0
RDI | RAB | F16 | QSR | ||||
5102
RDI | RAB | F16 | QSR | ||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 QSR Проверка наличия в программе кадра с номером последовательности, заданным в адресе Q, перед пуском многократно повторяемого постоянного цикла (от G70 до G73):
0: Не выполняется.
1: Выполняется.
Если этот параметр равен 1 и номер последовательности, заданный в адресе Q, не найден, то выдается аварийный сигнал (PS0063) «НЕ НАЙДЕН БЛОК КОНКРЕТНОГО НОМЕРА
ПОСЛЕДОВАТЕЛЬНОСТИ» и постоянный цикл не выполняется.
№3 F16 Если используется формат программы FANUC серии 15 (бит 1 (FCV) параметра № 0001 равен 1), постоянный цикл сверления задается с помощью:
0: Формата программы FANUC серии 15.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
1: Формата программы FANUC серии 16. Однако, число повторов задается с адресом L.
№6 RAB Если задан постоянный цикл сверления с использованием формата программы FANUC серии 15 (бит 1 (FCV) параметра № 0001 равен 1 и бит 3 (F0C) параметра № 5102 равен 0), адрес R задает:
0: Команду приращением.
1: Команду в абсолютных координатах в системе, A, B или C G-кодов с последующим выполнением G90 и G91
(см. таблицу ниже).
Формат программы FANUC серии 15 или Бит 2 (RCF) параметра № 5161=1 | Формата программы FANUC серии 16 и бит 2 (RCF) параметра № 5161=0 | |||
Бит 6 (RAB) параметра № 5102=1 | RAB=0 | Приращение | ||
Система А G-кодов | Система В или С G-кодов | Приращение | ||
Абсолютные координаты | G90 | G91 | ||
Абсолютные координаты | Приращение | |||
№7 RDI Если задан постоянный цикл сверления с использованием формата программы FANUC серии 15 (бит 1 (FCV) параметра № 0001 равен 1 и бит 3 (F0C) параметра № 5102 равен 0), адрес R определяется:
0: Заданным радиусом.
1: Заданным диаметром/радиусом оси сверления (см. таблицу ниже).
Формат программы FANUC серии 15 или Бит 2 (RCF) параметра № 5161=1 | Формата программы FANUC серии 16 и бит 2 (RCF) параметра № 5161=0 | |
Бит 7 (RDI) параметра № 5102=1 | RDI=0 | Радиус |
Ввод диаметра/радиуса оси сверления | Радиус | |
№7 №6 №5 №4 №3 №2 №1 №0
TCZ | PNA | DCY | |||||
TCZ | DCY | SIJ |
5103
TCZ | PNA | DCY | |||||
TCZ | DCY | SIJ |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 SIJ Если используется формат программы FANUC серии 15
(бит 1 (FCV) параметра № 0001 равен 1), то величина смещения инструмента в постоянном цикле сверления G76 или G87 задается:
0: Адресом Q. Задайте направление отвода инструмента в параметре № 5148.
1: Адресом I, J или K.
№2 DCY Если в постоянном цикле сверления задается ось (для использования в качестве оси сверления) перпендикулярная плоскости позиционирования:
0: Заданная ось используется в качестве оси сверления.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1: В качестве оси сверления используется ось, указанная в кадре с G-кодом постоянного цикла сверления. Заданная ось используется в качестве оси позиционирования.
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 0 (FXY) параметра
№ 5101 имеет значение 1.
№3 PNA В постоянном цикле сверления при использовании формата программы FANUC серии 15 (бит 1 (FCV) параметра № 0001 равен 1 и бит 3 (F16) параметра № 5102 равен 0), если задается плоскость без оси в режиме постоянного цикла сверления:
0: Выдается аварийный сигнал.
1: Аварийный сигнал не выдается.
№6 TCZ В цикле нарезания резьбы метчиком (исключая жесткое нарезание резьбы), контроль накопленной погрешности нуля в шаге нарезания резьбы (прямым ходом, обратным ходом):
0: Не выполняется
1: Выполняется.
Выполните цикл нарезания резьбы метчиком (за исключением жесткого нарезания резьбы метчиком) с упреждающим сервоуправлением (бит 1 (FEED) параметра № 2005). При обнаружении удара, задайте этому параметр значение 1.
№7 №6 №5 №4 №3 №2 №1 №0
PCT | FCK | ||||||
PCT |
5104
PCT | FCK | ||||||
PCT |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 FCK Профиль обработки в многократно повторяемом постоянном цикле (G71/G72):
0: Не проверяется.
1: Проверяется.
Перед обработкой выполняются приведенные ниже проверки фигуры, заданной посредством G71 или G72:
Если начальная точка постоянного цикла меньше, чем максимальное значение профиля обработки, то выдается аварийный сигнал PS0322 «ОКОНЧАТ. ПРОФИЛЬ НАД СТАРТОВОЙ ТОЧКОЙ», даже несмотря на положительное значение допуска на чистовую обработку.
Если начальная точка постоянного цикла больше, чем минимальное значение профиля обработки, то выдается аварийный сигнал PS0322, даже несмотря на отрицательное значение допуска на чистовую обработку.
Если на оси в направлении резания задана команда неоднообразного перемещения типа I, то выдается аварийный сигнал PS0064 THE FINISHING SHAPE IS NOT A MONOTONOUS CHANGE(FIRST AXES) или PS0329 THE FINISHING SHAPE IS NOTA MONOTONOUS
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
CHANGE(SECOND AXES).
Если на оси в направлении черновой обработки задана команда неоднообразного перемещения типа I, то выдается аварийный сигнал PS0064 или PS0329.
Если в программе не содержится кадр с номером последовательности, заданной адресом Q, то выдается сигнал об ошибке PS0063 «НЕ НАЙДЕН БЛОК КОНКРЕТНОГО НОМЕРА ПОСЛЕДОВАТЕЛЬНОСТИ».
Эта проверка выполняется независимо от значения бита 2 (QSR) параметра № 5102.
Если команда (G41/G42) на стороне заготовки при коррекции на радиус вершины инструмента неправильная, то выдается аварийный сигнал PS0328 «ЗАПРЕЩ. ПОЗ. ЗАГОТОВКИ В КОМПЕНСАЦИИ РАДИУСА ВЕРШ.ИНСТРУМЕНТА».
№6 PCT Команда Q в цикле нарезания резьбы метчиком: 0: Откл.
1: Вкл. (предполагается использование скоростного цикла сверления с периодическим выводом сверла).
Если этот параметр настроен и глубина реза за один раз задана адресом Q в команде цикла нарезания резьбы метчиком, применяется цикл нарезания резьбы метчиком с периодическим выводом сверла.
В цикле нарезания резьбы метчиком с периодическим выводом сверла можно выбрать скоростной цикл нарезания резьбы метчиком с периодическим выводом сверл или обычный цикл нарезания резьбы метчиком с периодическим выводом сверла при помощи бита 5 (PCP) параметра № 5200.
Даже если этот параметр равен 1, выполняется обычное нарезание резьбы метчиком, если Q не задано или задано Q0.
ПРИМЕЧАНИЕ
1 Также настройте параметр № 5213.
2 При жестком нарезании резьбы метчиком команда Q действительна независимо от настройки этого параметра.
№7 №6 №5 №4 №3 №2 №1 №0
K0D | M5T | RF2 | RF1 | SBC | |||
GIJ | M5T | SBC |
5105
K0D | M5T | RF2 | RF1 | SBC | |||
GIJ | M5T | SBC |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 SBC В постоянном цикле сверления, цикле снятия фаски или цикле радиусной обработке углов:
0: Покадровый останов не выполняется. 1: Покадровый останов выполняется.
№1 RF1 Черновая обработка при многократно повторяемом постоянном цикле (G71/G72) типа I:
0: Выполняется.
1: Не выполняется
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
Если допуск на черновую обработку (i/k) задан с использованием формата программы FANUC серии 15, то черновая обработка выполняется независимо от значения этого параметра.
№2 RF2 Черновая обработка при многократно повторяемом постоянном цикле (G71/G72) типа II:
0: Выполняется.
1: Не выполняется
ПРИМЕЧАНИЕ
Если допуск на черновую обработку (i/k) задан с использованием формата программы FANUC серии 15, то черновая обработка выполняется независимо от значения этого параметра.
№3 M5T Если направление вращения шпинделя изменяется с правого на левое или с левого на правое в цикле нарезания резьбы метчиком (G84/G88 для серии T или G84/G74 для серии M):
0: M05 выводится до вывода M04 или M03.
1: M05 не выводится до вывода M04 или M03.
№4 K0D Если K0 задано в постоянном цикле сверления (с G80 по G89):
0: Операция сверления не выполняется, но данные сверления сохраняются.
1: Выполняется одна операция сверления.
№6 GIJ При выполнении постоянного цикла шлифования на многоцелевом станке, если знаки I, J и K отличаются: 0: Выдается аварийный сигнал.
1: Выполняется операция, совместимая с FS16i.
№7 №6 №5 №4 №3 №2 №1 №0
NT2 | NT1 | ||||||
5106
NT2 | NT1 | ||||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
№2 NT1 Если в многократно повторяемом цикле G71/G72/G73 (система A G-кодов) задается коррекция на радиус вершины инструмента G40/G41/G42 в программе целевой фигуры:
0: Выдается аварийный сигнал PS0325.
1: Аварийный сигнал не выдается. При этом команда коррекции на радиус вершины инструмента в программе целевой фигуры игнорируется.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№3 NT2 Если в многократно повторяемом цикле G70 (система A G-кодов) задается коррекция на радиус вершины инструмента G40/G41/G42 в программе целевой фигуры:
0: Выдается аварийный сигнал PS0325.
1: Аварийный сигнал не выдается. Команда коррекции на радиус вершины инструмента является действительной.
ПРИМЕЧАНИЕ
Чтобы включить коррекцию на радиус вершины инструмента в цикле чистовой обработки G70 с помощью команды коррекции на радиус вершины инструмента в программе целевой фигуры, составьте программу следующим образом.
- Отмена коррекции на радиус вершины инструмента G40 выбрана в качестве модальной в цикле чистовой обработки G70.
- В программе целевой фигуры необходимо задать G41 или G42, исключив конечный кадр
(кадр, задаваемый адресом Q).
- В последнем кадре программы целевой фигуры должна быть команда G40 (вызываемая адресом Q).
№7 №6 №5 №4 №3 №2 №1 №0
GMC | OCM | ASC | ASU | ||||
5107
GMC | OCM | ASC | ASU | ||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 ASU В G71, G72 перемещение к последней позиции начала обточки выполняется:
0: Рабочей подачей.
1: Ускоренным перемещением.
При выполнении подвода к текущей позиции начала обточки, состоящего из двух циклов, данный параметр задает подачу в первом цикле (перемещение к последней позиции начала обточки). Подача во втором цикле (перемещение от последней позиции начала обточки к текущей позиции начала обточки) использует подачу, заданную в первом кадре программы контурной обработки.
Данный параметр действителен для команд I и II типа.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№1 ASC Команды G71/G72 TYPE1 выполняют перемещение к текущей позиции начала обточки за:
0: Два цикла.
1: Один цикл.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
В операции перемещения к текущей позиции начала обточки можно изменить количество циклов с двух до одного. Режим подачи использует режим (G00, G01) в первом кадре программы контурной обработки. Данный параметр действителен только для программ I типа.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№2 OCM В G70-G73 (система A G-кодов) операция цикла выполняется: 0: Обычным способом.
1: Улучшенным способом.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№5 GMC Если задан многократно повторяемый цикл (с G70 по G76) в режиме поворота системы координат, программируемой зеркальной обработки или масштабирования:
0: Аварийный сигнал не выдается.
1: Выдается аварийный сигнал PS0327 «ЭТИ МНОГОКРАТН. ПОВТОР.ЦИКЛЫ НЕ МОГУТ БЫТЬ ВЫПОЛН.».
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№7 №6 №5 №4 №3 №2 №1 №0
NIC | NSP | DTP | R16 | ||||
SPH |
5108
NIC | NSP | DTP | R16 | ||||
SPH |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
#0 R16 При выполнении перемещения встречного фрезерования в многократно повторяемом цикле G71/G72 (система G-кодов А) Ⅱ типа, если имеется кадр, содержащий простое перемещение первой оси по плоскости при чистовой контурной обработке:
0: Перемещение встречного фрезерования выполняется перед резанием первой оси на плоскости.
1: Перемещение встречного фрезерования не выполняется, и резание продолжает программу чистовой контурной
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
обработки на первой оси на плоскости.
№1 DTP При многократно повторяемом цикле G71/G72 (система G-кодов А) I типа после чернового резания программы чистовой контурной обработки возврат инструмента в начальную точку цикла выполняется:
0: После перемещения инструмента (начальная точка цикла + расстояние допуска на чистовую обработку) в порядке, заданном для оси X и оси Z.
1: Непосредственно из конечной точки программы чистовой обработки.
№3 NSP При многократно повторяемом цикле G71/G72 (система А G-кодов) II типа резание выполняется:
0: По обычной траектории (может использоваться та же траектория резания).
1: По другой траектории резания.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№5 NIC При многократно повторяемом цикле G71/G72
(система А G-кодов) проверка выхода в заданную позицию между кадрами резания:
0: Выполняется.
1: Не выполняется.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№6 SPH При позиционировании осей по отверстиям в цикле сверления отверстий малого диаметра с периодическим выводом сверла шпиндель:
0: Останавливается.
1: Не останавливается.
№7 №6 №5 №4 №3 №2 №1 №0
TFH | TAE | CCI | DSA | ||||
TFH | TAE |
5109
TFH | TAE | CCI | DSA | ||||
TFH | TAE |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 DSA Если в многократно повторяемом цикле (G70-G76) задается ось, не включенная в заданную плоскость:
0: Аварийный сигнал не срабатывает.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1: Срабатывает аварийный сигнал PS0021 ILLEGAL PLANE SELECT.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№1 CCI При постоянном цикле обточки (G90, G92, G94) (серия T) адрес конусности:
0: Определяется настройкой бита 1 (FCV) параметра № 0001. 1: Задается I, J, K и R.
Адрес конусности зависит от настройки параметра, приведенного в таблице ниже.
Бит 1 (FCV) параметра № 0001 | Бит 1 (CCI) параметра № 5109 | Адрес конусности |
0 | 0 | R |
1 | 0 | I, J, K |
0 | 1 | I, J, K и R |
1 | 1 | I, J, K и R |
№2 TAE Если используется формат программы FANUC серии 15 (бит 1 (FCV) параметра № 0001 равен 1), адрес E нарезания резьбы:
0: Соответствует дюймовой резьбе (число витков резьбы на дюйм).
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 1 (FCV) параметра № 0001 равен 1.
2 Настройка данного параметра доступна для следующих G-кодов:
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 1 (FCV) параметра № 0001 равен 1.
2 Настройка данного параметра доступна для следующих G-кодов:
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 1 (FCV) параметра № 0001 равен 1.
2 Настройка данного параметра доступна для следующих G-кодов:
1: Соответствует шагу резьбы.
G-код многоцелевого станка | G-код токарного обрабатывающего центра | Функция | ||
A | B | C | ||
G33 | G32 | G33 | G33 | Нарезание резьбы |
G34 | G34 | G34 | G34 | Нарезание резьбы с переменным шагом |
G35 | G35 | G35 | G35 | Нарезание резьбы с круговой интерполяцией по часовой стрелке |
G36 | G36 | G36 | G36 | Нарезание резьбы с круговой интерполяцией против часовой стрелки |
G76.7 | G76 | G76 | G78 | Многократно повторяемый цикл нарезания резьбы |
- | G92 | G78 | G21 | Цикл нарезания резьбы |
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№3 TFH Останов подачи в циклах нарезания резьбы и многократно повторяемых циклах нарезания резьбы:
0: Соответствует обычному вводу.
![]()
M-код для ограничения подачи по оси C в постоянных циклах сверления
1: Соответствует вводу, совместимому с FS16i.
5110
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 99999998
Данный параметр задает M-код для ограничения подачи по оси C в постоянных циклах сверления.
ПРИМЕЧАНИЕ
Если бит 4 (CME) параметра № 5161 равен 1, то предполагается, что используется M-код ограничения подачи по оси C для первой пары.
5111
![]()
Время выстоя, если подача по оси C не ограничена в постоянном цикле сверления
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 32767
[Единица данных]
Система приращений | IS-A | IS-B | IS-C | Единица измерения |
10 | 1 | 0,1 | мс |
(Система приращений не зависит от ввода в метрической системе или дюймах).
Данный параметр задает время выстоя, если подача по оси C не ограничена в постоянном цикле сверления.
5112
![]()
М-код правого вращения шпинделя в постоянном цикле сверления
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 99999999
Данный параметр задает M-код правого вращения шпинделя в постоянном цикле сверления
ПРИМЕЧАНИЕ
Если задан 0, выводится M03.
5113
![]()
М-код левого вращения шпинделя в постоянном цикле сверления
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 99999999
Данный параметр задает M-код левого вращения шпинделя в постоянном цикле сверления
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
Если задан 0, выводится M04.
5114
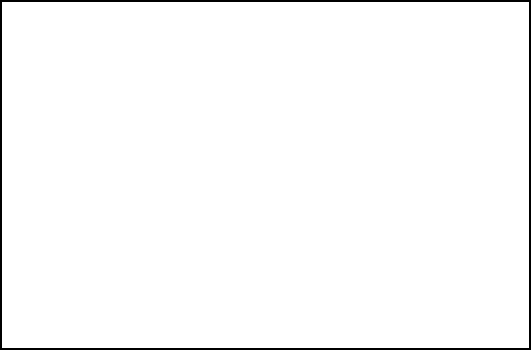
Величина возврата при высокоскоростном сверлении с периодическим выводом сверла
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
q: Глубина резания
d: Величина возврата
Точка R
q: Глубина резания
d: Величина возврата
Точка R
q: Глубина резания
d: Величина возврата
Точка R
q
q
q
d
d
d
q
q
q
d
d
d
q
q
q
Точка Z
Точка Z
Точка Z
G73 (серия M)
G83 (серия T, если бит 2 (RTR) параметра № 5101 равен 0)
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает величину возврата при высокоскоростном сверлении с периодическим выводом сверла.
5115
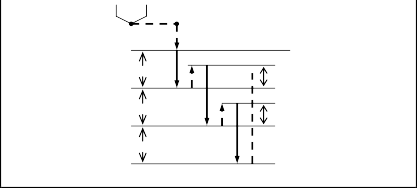
Величина зазора в цикле сверления с периодическим выводом сверла
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
q: Глубина резания d: Величина зазора
q: Глубина резания d: Величина зазора
q: Глубина резания d: Величина зазора
Точка R
Точка R
Точка R
q
q
q
d
d
d
q
q
q
d
d
d
q
q
q
Точка Z
Точка Z
Точка Z
G83 (серия M)
G83 (серия T, если бит 2 (RTR) параметра № 5101 равен 1)
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает зазора в цикле сверления с периодическим выводом сверла.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
CBR | |||||||
5124
CBR | |||||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 CBR При многократно повторяемом постоянном цикле (G71, G72) I типа отвод после чернового резания выполняется:
0: Рабочей подачей.
1: Ускоренным перемещением (траектория движения инструмента использует настройку бита 1 (LRP) параметра
№ 1401).
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№7 №6 №5 №4 №3 №2 №1 №0
RPA | FXX | PRS | |||||
5125
RPA | FXX | PRS | |||||
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 PRS При многократно повторяемом цикле G73 (система А G-кодов) положением останова в покадровом режиме является:
0: Конечная точка каждого цикла и конечная точка каждого кадра чистовой контурной обработки.
1: Конечная точка каждого цикла и конечная точка отвода из начальной точки цикла (ввод, совместимый с FS16i).
№5 FXX На токарном обрабатывающем центре при постоянном цикле сверления ось сверления:
0: Всегда принимается на оси Z для G83/G84/G85 или оси X для G87/G88/G89.
1: Определяется командой выбора плоскости (G17/G18/G19).
ПРИМЕЧАНИЕ
Данный параметр является недействительным, если используется формат программы FANUC серии 15 (бит 1 (FCV) параметра
№ 0001 равен 1 и бит 3 (F0C) параметра № 5102 равен 0).
- Если бит 5 (FXX) параметра № 5125 равен 1, ось для жесткого нарезания резьбы метчиком также определяется командой выбора плоскости (бит 0 (RTX) параметра № 5209 принимается равным 0).
![]()