< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 99999999
Задает ширину выхода в заданную позицию в постоянных циклах сверления для отдельных осей.
ПРИМЕЧАНИЕ
Значение необходимо задать для всех осей.
4.26 ПАРАМЕТРЫ ЖЕСТКОГО НАРЕЗАНИЯ РЕЗЬБЫ
![]()
№7 №6 №5 №4 №3 №2 №1 №0
SRS | FHD | PCP | DOV | SIG | CRG | G84 | |
FHD | PCP | DOV | SIG | CRG | G84 |
5200
SRS | FHD | PCP | DOV | SIG | CRG | G84 | |
FHD | PCP | DOV | SIG | CRG | G84 |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 G84 Способ ввода жесткого нарезания резьбы метчиком:
0: М-код, задающий режим жесткого нарезания резьбы метчиком, задается до ввода команды G84 (или G74) (см. параметр № 5210).
1: М-код, задающий режим жесткого нарезания резьбы метчиком, не используется (G84 нельзя использовать в качестве G-кода в цикле нарезания резьбы метчиком; G74 нельзя использовать в цикле обратного нарезания резьбы метчиком обратным ходом).
№2 CRG Режим жесткого нарезания резьбы метчиком после ввода команды отмена режима жесткого нарезания резьбы метчиком (G80, группа 01 G-кодов, сброс и т. д.):
0: Отменяется после присвоения сигналу жесткого нарезания резьбы метчиком RGTAP <Gn061.0> значения 0.
1: Отменяется перед присвоением сигналу жесткого нарезания резьбы метчиком RGTAP <Gn061.0> значения 0.
№3 SIG Если при жестком нарезании резьбы переключаются передачи, использовать SINDs <Gn033.7,Gn035.7,Gn037.7 и Gn273.7>:
0: Не разрешается.
1: Разрешается.
№4 DOV Коррекция во время отвода при жестком нарезании резьбы метчиком:
0: Недействительна
1: Действительна (значение коррекции задается в параметре
№ 5211. При этом необходимо задать значение коррекции для возврата при жестком нарезании резьбы метчиком в параметре № 5381).
№5 PCP Жесткое нарезание резьбы метчиком:
0: Используется как высокоскоростной цикл сверления с периодическим выводом сверла.
1: Не используется как высокоскоростной цикл сверления с периодическим выводом сверла.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№6 FHD Останов подачи и покадровый режим при жестком нарезании резьбы метчиком:
0: Недействительны.
1: Действительны.
№7 SRS Чтобы выбрать шпиндель, используемый для жесткого нарезания резьбы при управлении несколькими шпинделями:
0: Используются сигналы выбора шпинделей SWS1, SWS2, SWS3 и SWS4 <Gn027.0,Gn027.1,Gn027.2 и Gn026.3 > (эти
сигналы также используются при управлении несколькими шпинделями).
1: Используются сигналы выбора шпинделей для жесткого нарезания резьбы метчиком RGTSP1, RGTSP2, RGTSP3 и RGTSP4 <с Gn061.4 по Gn061.7>. (эти сигналы используются только для жесткого нарезания резьбы метчиком).
№7 №6 №5 №4 №3 №2 №1 №0
OV3 | OVU | TDR |
5201
OV3 | OVU | TDR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 TDR Постоянная времени резки при жестком нарезании резьбы:
0: Использует одинаковый параметр при резке и отводе (параметры с 5261 по 5264).
1: Не использует одинаковый параметр при резке и отводе Параметры с 5261 по 5264: Постоянная времени во время резания
Параметры с 5271 по 5274: Постоянная времени при отводе
№3 OVU Единица приращения для коррекции параметра № 5211 для отвода инструмента жесткого нарезания резьбы метчиком и
№ 5381 для возврата инструмента жесткого нарезания резьбы метчиком:
0: 1%
1: 10%
№4 OV3 Если задана частота шпинделя при отводе, коррекция отвода: 0: Откл.
1: Вкл.
№7 №6 №5 №4 №3 №2 №1 №0
IRR | RG3 | ORI |
5202
IRR | RG3 | ORI |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
ПРИМЕЧАНИЕ
При настройке любого из данных параметров отключите питание, прежде чем продолжить работу.
№0 ORI При запуске жесткого нарезания резьбы метчиком: 0: Ориентация шпинделя не осуществляется.
1: Ориентация шпинделя осуществляется.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Этот параметр может использоваться только для шпинделя с последовательной связью.
С помощью данной ориентации шпинделя выполняется возврат в исходную позицию в режиме шпинделя с последовательной связью или сервопривода. Позицию останова можно изменять с помощью параметра шпинделя с последовательной связью
№ 4073.
№1 RG3 Отвод при жестком нарезании резьбы метчиком выполняется:
0: Сигналом начала отвода инструмента при жестком нарезании резьбы метчиком RTNT <Gn062.6>.
1: Однократной командой G30 G-кода.
ПРИМЕЧАНИЕ
1 Если данный параметр равен 1, отвод при жестком нарезании резьбы метчиком с помощью соответствующего сигнала RTNT
<Gn062.6> выполнить нельзя.
2 Если данный параметр равен 1, используйте M-код режима жесткого нарезания резьбы метчиком (параметр G84
(бит 0 параметра № 5200)=0).
№4 IRR В режиме жесткого нарезания резьбы метчиком в качестве ширины выхода в заданную позицию в точке R после перемещения из точки I в точку R используется:
0: Отдельные значения ширины выхода в заданную позицию для жесткого нарезания резьбы метчиком (параметры
№ 5300, 5302, 5304 и 5306).
1: Обычная ширина выхода в заданную позицию (параметр № 1826).
№7 №6 №5 №4 №3 №2 №1 №0
RBL | OVS | RFF | HRM | HRG |
5203
RBL | OVS | RFF | HRM | HRG |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 HRG Жесткое нарезание резьбы метчиком с помощью штурвала: 0: Откл.
1: Вкл.
№1 HRM Если ось нарезания резьбы метчиком перемещается в отрицательном направлении во время жесткого нарезания резьбы метчиком с помощью штурвала, направление вращения шпинделя определяется следующим образом:
0: В режиме G84 шпиндель вращается в обычном направлении. В режиме G74 шпиндель вращается в противоположном направлении.
1: В режиме G84 шпиндель вращается в противоположном направлении. В режиме G74 шпиндель вращается в обычном направлении.
№2 RFF При жестком нарезании резьбы метчиком упреждение: 0: Откл.
1: Вкл. (рекомендуется).
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
По умолчанию задайте 1.
Одновременно с этим задайте одинаковые значения для параметра коэффициента опережающего просмотра упреждения на оси нарезания резьбы и параметра коэффициента опережающего просмотра упреждения для шпинделя.
Коэффициент опережающего просмотра упреждения на оси нарезания резьбы: Параметр № 2092
(или параметр № 2144, если включена функция упреждения для резания или ускоренного перемещения (бит 4 параметра
№ 2214 равен 1))
Коэффициент опережающего просмотра упреждения для шпинделя: Параметр № 4344
ПРИМЕЧАНИЕ
1 Данный параметр действителен, если используется шпиндель с последовательной связью.
2 Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
#4 OVS При жестком нарезании резьбы метчиком коррекция скорости подачи с помощью сигналов с *FV0 по *FV7<Gn012> и сигналов второй коррекции скорости подачи с *AFV0 по *AFV7 <Gn013> (или сигналов второй коррекции скорости подачи с шагом 0,01% с *APF00 по *APF15 <Gn094, Gn095>), а также отмена коррекции сигналом OVC<Gn006.4>:
0: Откл.
1: Вкл.
Если активирована коррекция скорости подачи, ручная коррекция извлечения отключена.
Коррекция шпинделя ограничена 100% во время жесткого нарезания резьбы метчиком вне зависимости от значения этого параметра.
№5 RBL В качестве ускорения/замедления рабочей подачи при жестком нарезании резьбы метчиком:
0: Применяется линейное ускорение/замедление.
1: Применяется колоколообразное ускорение/замедление.
ПРИМЕЧАНИЕ
Данный параметр используется при начальной настройке параметров. Подробная информация приводится в приложении
«Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№7 №6 №5 №4 №3 №2 №1 №0
RSP | NSD | SRT |
5206
RSP | NSD | SRT |
[Тип ввода] Ввод параметров [Тип данных] Бит
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№1 SRT Функция интеллектуального жесткого нарезания резьбы метчиком:
0: Откл.
1: Вкл.
№2 NSD Во время пробного прогона жесткое нарезание резьбы метчиком выполняется посредством:
0: Интеллектуального жесткого нарезания резьбы метчиком (изменение сигнала ручной коррекции с *JV0 на
*JV15<Gn010, Gn011> или сигнал выбора ручного ускоренного перемещения RT<Gn019.7> не используется).
1: Высокоскоростного жесткого нарезания резьбы метчиком FSSB (изменение сигнала ручной коррекции с *JV0 на
*JV15<Gn010, Gn011> или сигнал выбора ручного ускоренного перемещения RT<Gn019.7> используется).
№7 RSP Диапазон погрешностей синхронизации при жестком нарезании резьбы метчиком:
0: После достижения точки R, а также завершения изменения усиления цепи и настройки параметра позиционирования расчет погрешностей синхронизации при жестком нарезании резьбы метчиком начинается с перемещения оси нарезания резьбы.
1: После достижения точки R, а также завершения изменения усиления цепи и настройки параметра позиционирования расчет погрешностей синхронизации при жестком нарезании резьбы метчиком начинается немедленно.
№7 №6 №5 №4 №3 №2 №1 №0
HRC | RHZ | RCT |
5208
HRC | RHZ | RCT |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 RCT Высокоскоростное жесткое нарезание резьбы метчиком: 0: Недействительно.
1: Действительно.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№1 RHZ Увеличение скорости перемещения к основанию отверстия при жестком нарезании резьбы метчиком:
0: Откл.
1: Вкл.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№5 HRC Увеличение скорости выполнения цикла при жестком нарезании резьбы метчиком
0: Откл.
1: Вкл.
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№7 №6 №5 №4 №3 №2 №1 №0
PRA | CSA | DWP | RIP | RTX | |||
PRA | CSA | RIP |
5209
PRA | CSA | DWP | RIP | RTX | |||
PRA | CSA | RIP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 RTX При жестком нарезании резьбы на токарном обрабатывающем центре, ось нарезания резьбы:
0: Выбирается с помощью плоскости.
1: Всегда принимается ось Z для G84 или ось X для G88.
ПРИМЕЧАНИЕ
Этот параметр становится недействительным, если бит 1 (FCV) параметра№ 0001 имеет значение 1 и жесткое нарезание резьбы метчиком задается в формате серии 15.
№1 RIP Если выполняется перемещение из начальной точки в точку R, то проверка выхода в заданную позицию:
0: Определяется настройкой бита 5 (NCI) параметра № 1601.
1: Выполняется.
ПРИМЕЧАНИЕ
Данный параметр действителен, если бит 5 (NCI) параметра
№ 1601 равен 1, а бит 4 (IRR) параметра№ 5202 равен 0. Если бит 5 (NCI) параметра № 1601 равен 0, то проверка выхода в заданную позицию выполняется независимо от настройки данного параметра.
#2 DWP Если при жестком нарезании резьбы метчиком на токарном обрабатывающем центре команда выстоя (адрес P) не включена в кадр:
0: Выстой у основания отверстия не выполняется.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
1: Команда выстоя (адрес P), заданная в кадре сверления, является действительной.
ПРИМЕЧАНИЕ
Данный параметр становится недействительным, если жесткое нарезание резьбы метчиком задано в формате серии 15 и бит 1 (FCV) параметра № 0001 равен 1.
#6 CSA Если в режиме жесткого нарезания резьбы метчиком выполняется контроль скорости на поверхности:
0: Аварийный сигнал не выдается.
1: Срабатывает аварийный сигнал PS0200
«ЗАПРЕЩ.КОМАНДА S-КОДА».
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№7 PRA Если в режиме жесткого нарезания резьбы метчиком с периодическим выводом инструмента глубина резания (Q) меньше начального расстояния резания (d):
0: Аварийный сигнал не выдается.
1: Срабатывает аварийный сигнал PS5560 ILLEGAL DEPTH OF CUT.
ПРИМЕЧАНИЕ
1 Если цикл высокоскоростного жесткого нарезания резьбы метчиком с периодическим выводом инструмента не используется (параметр PCP (бит 5 параметра № 5200) равен 1), данный параметр действует.
2 Если используется высокоскоростное жесткое нарезание резьбы метчиком FSSB, задайте данному параметру значение 1.
3 Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
5210
М код, задающий режим жесткого нарезания резьбы метчиком
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 65535
Данный параметр определяет М-код, который задает режим жесткого нарезания резьбы метчиком.
Если задан 0, считается, что М-код равен 29 (M29).
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5211
Величина коррекции во время вывода при жестком нарезании резьбы
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Единица данных] 1% или 10% [Действительный диапазон данных] от 0 до 200
Данный параметр задает величину коррекции во время вывода при жестком нарезании резьбы метчиком.
ПРИМЕЧАНИЕ
1 Величина коррекции действительна, если бит 4 (DOV) параметра № 5200 равен 1. Если бит 3 (OVU) параметра
№ 5201 имеет значение 1, то используется величина, равная 10%. При выводе может применяться коррекция до 2000%.
2 Если уставка меньше или равна 0, то используется значение 100%. Если уставка больше 200, то используется значение 2000% или 200%.
5213
Возврат в цикле жесткого нарезания резьбы метчиком с периодическим выводом инструмента
[Тип ввода] Ввод настройки
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений оси сверления
[Действительный диапазон данных] 0 или положительные значения в формате 9 знаков минимальной
единицы данных
(см. таблицу задания стандартных параметров (В)) (в системе приращений IS-B от 0,0 до +999999,999)
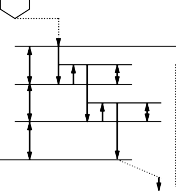
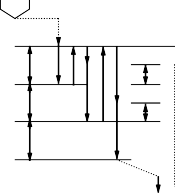
Данный параметр задает величину возврата при зазор в цикле нарезания резьбы с периодическим выводом инструмента.
Если уставка имеет отрицательное значение, то считается, что она имеет абсолютное значение.
Если параметр PCP (бит 5 № 5200) установлен на 0. | Если параметр PCP (бит 5 № 5200) установлен на 1. |
q: Глубина резания d: Величина возврата Точка R
q d q d q Точка Z | q: Глубина резания d: Величина зазора Точка R
q d q d q Точка Z |
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
ЧПУ считывает уставку параметра № 5213 при считывании (буферизации) кадра цикла жесткого нарезания резьбы метчиком с периодическим выводом инструмента. При изменении уставки параметра № 5213 в автоматическом режиме необходимо изменить уставку, если M-код блокирует буферизацию и т. д.
5214
Настройка диапазона допустимых погрешностей синхронизации при жестком нарезании резьбы метчиком
[Тип ввода] Ввод параметров
[Тип данных] Двойное слово шпинделя [Единица данных] Единица обнаружения
[Действительный диапазон данных] от 0 до 99999999
Данный параметр задает диапазон допустимых погрешностей синхронизации при жестком нарезании резьбы метчиком.
Если обнаружено превышение диапазона погрешностей синхронизации, заданной в этом параметре, то выдается аварийный сигнал SP0741 «АВАР.СООБ. О МЕТЧИКЕ: ОШИБКА ИЗБЫТ.». Если в данном параметре задан 0, то проверка погрешностей синхронизации не выполняется:
Интеллектуальное жесткое нарезание резьбы метчиком
При интеллектуальном жестком нарезании резьбы метчиком проверка погрешностей синхронизации выполняется всегда. Если на шпинделе используется интеллектуальное жесткое нарезание резьбы метчиком, то уставка 0 принимается равной 400. По умолчанию задается значение 0, которое можно изменить по желанию.
5221
Число зубьев шестерни на стороне шпинделя при жестком нарезании резьбы метчиком (первая передача)
5222
Число зубьев шестерни на стороне шпинделя при жестком нарезании резьбы метчиком (вторая передача)
5223
Число зубьев шестерни на стороне шпинделя при жестком нарезании резьбы метчиком (третья передача)
5224
![]()
Число зубьев шестерни на стороне шпинделя при жестком нарезании резьбы метчиком (четвертая передача)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Действительный диапазон данных] от 1 до 32767
Все эти параметры задают число зубьев шестерни на стороне шпинделя для каждой передачи при жестком нарезании резьбы.
ПРИМЕЧАНИЕ
Если к шпинделю присоединен энкодер, задайте одинаковое значение для всех параметров с 5231 по 5234.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5231
Число зубьев шестерни на стороне энкодера при жестком нарезании резьбы метчиком (первая передача)
5232
Число зубьев шестерни на стороне энкодера при жестком нарезании резьбы метчиком (вторая передача)
5233
Число зубьев шестерни на стороне энкодера при жестком нарезании резьбы метчиком (третья передача)
5234
![]()
Число зубьев на стороне энкодера при жестком нарезании резьбы метчиком (четвертая передача)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Действительный диапазон данных] от 1 до 32767
Все эти параметры задают число зубьев шестерни на стороне энкодера для каждой передачи при жестком нарезании резьбы.
ПРИМЕЧАНИЕ
Если к шпинделю присоединен энкодер, задайте одинаковое значение для всех параметров с 5231 по 5234.
5241
Максимальная частота вращения шпинделя при жестком нарезании резьбы метчиком (первая передача)
5242
Максимальная частота вращения шпинделя при жестком нарезании резьбы метчиком (вторая передача)
5243
Максимальная частота вращения шпинделя при жестком нарезании резьбы метчиком (третья передача)
5244
![]()
Максимальная частота вращения шпинделя при жестком нарезании резьбы метчиком (четвертая передача)
[Тип ввода] Ввод параметров
[Тип данных] Двойное слово шпинделя [Единица данных] мин-1
[Действительный диапазон данных] от 0 до 9999
Передаточное число энкодера шпинделя 1: 1 от 0 до 7400
1: 2 от 0 до 9999
1: 4 от 0 до 9999
1: 8 от 0 до 9999
Все эти параметры задают максимальную частоту вращения шпинделя на стороне шпинделя для каждой передачи при жестком нарезании резьбы.
Задайте одинаковое значение для параметров № 5241 и 5243 на системе с одноступенчатым редуктором. На системе с двухступенчатым редуктором задайте то же значение, что указано в параметре № 5242 и № 5243. В противном случае будет выдан аварийный сигнал PS0200 «ЗАПРЕЩ.КОМАНДА S-КОДА». Это относится к серии M.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5260
Минимальная коррекция крутящего момента при ускорении/замедлении в режиме жесткого нарезания резьбы метчиком
[Тип ввода] Ввод параметров [Тип данных] Байт шпинделя
[Единица данных] % [Действительный диапазон данных] от 0 до 100
Задает минимальную коррекцию крутящего момента при ускорении/замедлении в режиме жесткого нарезания резьбы метчиком.
Данное значение соответствует 3-му уровню Eco (когда бит 0 (ELV) параметра № 24303 равен 0) или 7-му уровню Eco
(когда бит 0 (ELV) параметра № 24303 равен 1).
Например, если коррекция крутящего момента равна 50%, постоянная времени ускорения/замедления увеличивается вдвое. Следует учитывать, что 0% считается 100%.
Если функция обработки Eco не требуется, присвойте данному параметру 0 или 100.
Если бит 0 (PWE) параметра № 8900 равен 1, данное значение можно изменить на экране настройки Eco.
ПРИМЕЧАНИЕ
Для данного параметра необходимо выбрать уровень экономии электроэнергии.
5261
Постоянная времени для ускорения/замедления при жестком нарезании резьбы метчиком для каждой передачи (первая передача)
5262
Постоянная времени для ускорения/замедления при жестком нарезании резьбы метчиком для каждой передачи (вторая передача)
5263
Постоянная времени для ускорения/замедления при жестком нарезании резьбы метчиком для каждой передачи (третья передача)
5264
![]()
Постоянная времени для ускорения/замедления при жестком нарезании резьбы метчиком для каждой передачи (четвертая передача)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Каждый из этих параметров используется для установки постоянной времени для линейного ускорения/замедления шпинделя на каждой передачи и оси нарезания резьбы при жестком нарезании резьбы метчиком.
Задайте период, требуемый для достижения максимальной частоты вращения шпинделя на каждой передачи (параметр с 5241 по 5244).
В качестве фактической постоянной времени используется заданная постоянная времени, умноженная на коэффициент указанного значения S максимальной частоты вращения шпинделя.
При колоколообразном ускорении/замедлении задает постоянную времени для линейного отрезка.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5271
Постоянная времени для ускорения/замедления вывода инструмента при жестком нарезании резьбы метчиком (первая передача)
5272
Постоянная времени для ускорения/замедления вывода инструмента при жестком нарезании резьбы метчиком (вторая передача)
5273
Постоянная времени для ускорения/замедления вывода инструмента при жестком нарезании резьбы метчиком (третья передача)
5274
![]()
Постоянная времени для ускорения/замедления вывода инструмента при жестком нарезании резьбы метчиком (четвертая передача)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Каждый из этих параметров используется для установки постоянной времени для линейного ускорения/замедления шпинделя на каждой передачи и оси нарезания резьбы во время отвода инструмента при жестком нарезании резьбы метчиком.
При колоколообразном ускорении/замедлении задает постоянную времени для линейного отрезка.
ПРИМЕЧАНИЕ
Данные параметры действительны, если параметр TDR (бит 2 параметра № 5201) равен 1.
5280
Усиление в цепи позиционирования шпинделя и оси нарезания резьбы при жестком нарезании резьбы метчиком (общее для всех передач)
5281
Усиление в цепи позиционирования шпинделя и оси нарезания резьбы при жестком нарезании резьбы метчиком (первая передача)
5282
Усиление в цепи позиционирования шпинделя и оси нарезания резьбы при жестком нарезании резьбы метчиком (вторая передача)
5283
Усиление в цепи позиционирования шпинделя и оси нарезания резьбы при жестком нарезании резьбы метчиком (третья передача)
5284
![]()
Усиление в цепи позиционирования шпинделя и оси нарезания резьбы при жестком нарезании резьбы метчиком (четвертая передача)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Единица данных] 0,01/с [Действительный диапазон данных] от 1 до 9999
Каждый из этих параметров используется для установки усиления в цепи позиционирования шпинделя и оси нарезания резьбы при жестком нарезании резьбы метчиком. Данные параметры сильно влияют на точность нарезания резьбы. Оптимизируйте данные параметры, а также коэффициенты усиления в цепи проведением испытания резанием.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
Для использования изменяемого усиления в цепи для каждой передачи задайте параметру № 5280 значение 0 и задайте усиление в цепи для каждой передачи в параметрах с 5281 по 5284. Задать усиление в цепи для каждой цепи можно, если параметр № 5280 имеет значение, отличное от 0. В этом случае уставка параметра № 5280 используется в качестве коэффициента усиления в цепи, общего для всех передач.
5291
Коэффициент усиления в цепи шпинделя при жестком нарезании резьбы метчиком (первая передача)
5292
Коэффициент усиления в цепи шпинделя при жестком нарезании резьбы метчиком (вторая передача)
5293
Коэффициент усиления в цепи шпинделя при жестком нарезании резьбы метчиком (третья передача)
5294
![]()
Коэффициент усиления в цепи шпинделя при жестком нарезании резьбы метчиком (четвертая передача)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Действительный диапазон данных] от 1 до 32767
Каждый из этих параметров используется для ввода коэффициента усиления в цепи шпинделя при жестком нарезании резьбы метчиком для каждой передачи.
Данные параметры сильно влияют на точность нарезания резьбы. Оптимизируйте данные параметры, а также усиление в цепи проведением испытания резанием.
Коэффициент усиления в цепи GC рассчитывается по следующей формуле:
![]()
GC 2048000 360 PC E
PLS SP L
PLS Количество импульсов, выводимых из энкодера (имп/об)
SP Количество зубьев на шестерне на стороне шпинделя
PC Количество зубьев на шестерне на стороне энкодера
E Заданное напряжение (В) для вращения привода шпинделя с частотой 1000 мин-1
L Угловое смещение шпинделя (градусы) за один оборот привода шпинделя
[Пример] Для приведенного ниже привода шпинделя и передаточного числа GC рассчитывается следующим образом:
![]()
GC 2048000 360 1 2.2 1100 4096 1 360
PLS = 4096 имп/об
SP = 1
PC = 1
E = 2,2 В
L = 360 град
Примечание. При условии, что используемый привод шпинделя вращается с частотой 4500 мин-1 при 10 В, требуется 2,2 В для вращения привода шпинделя с частотой 1000 мин-1.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Данные параметры используются на аналоговых шпинделях.
5300
Ширина области выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком (первый шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает ширину выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком, выполняемом на первом шпинделе.
Если уставка имеет отрицательное значение, контроль выхода в заданную позицию не выполняется.
ПРИМЕЧАНИЕ
Настройте следующий параметр для каждого шпинделя: Первый шпиндель № 5300
Второй шпиндель № 5302 Третий шпиндель № 5304 Четвертый шпиндель № 5306
5301
Ширина области выхода в заданную позицию при жестком нарезании резьбы метчиком
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данные параметры задают ширину области выхода в заданную позицию при жестком нарезании резьбы метчиком.
Если уставка имеет отрицательное значение, контроль выхода в заданную позицию не выполняется.
ПРИМЕЧАНИЕ
Если задано слишком большое значение, точность нарезания резьбы ухудшается.
5302
Ширина области выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком (второй шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает ширину выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком, выполняемом на втором шпинделе.
Если уставка имеет отрицательное значение, контроль выхода в заданную позицию не выполняется.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5304
Ширина области выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком (третий шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает ширину выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком, выполняемом на третьем шпинделе.
Если уставка имеет отрицательное значение, контроль выхода в заданную позицию не выполняется.
5306
Ширина области выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком (четвертый шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает ширину выхода в заданную позицию оси нарезания резьбы при жестком нарезании резьбы метчиком, выполняемом на четвертом шпинделе.
Если уставка имеет отрицательное значение, контроль выхода в заданную позицию не выполняется.
5310
Предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком (первый шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 99999999
Данный параметр задает предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком первым шпинделем.
ПРИМЕЧАНИЕ
Настройте следующий параметр для каждого шпинделя: Первый шпиндель № 5310
Второй шпиндель № 5350 Третий шпиндель № 5354 Четвертый шпиндель № 5358
5311
Предельное значение погрешности позиционирования шпинделя при перемещении при жестком нарезании резьбы метчиком
[Тип ввода] Ввод параметров
[Тип данных] Двойное слово шпинделя [Единица данных] Единица обнаружения
[Действительный диапазон данных] от 0 до 99999999
Данный параметр задает предельное значение погрешности позиционирования шпинделя при перемещении при жестком нарезании резьбы метчиком.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
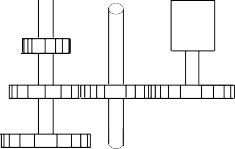
Для определения задаваемого значения используйте следующее выражение:
Setting value
Setting value
Setting value
![]()
Значение S PLS 100 SP C
настройки
![]()
60 G PC
S Максимальная частота вращения шпинделя при жестком нарезании резьбы метчиком (мин-1)
(уставка параметра № 5241 и больше)
PLS Количество импульсов, выводимых из энкодера (имп/об)
SP Количество зубьев на шестерне на стороне шпинделя
PC PC Количество зубьев на шестерне на стороне энкодера
G Усиление в цепи при жестком нарезании резьбы метчиком (0,01сек-1)
(уставка параметра № 5281 и больше)
C Коэффициент 1,5
10: 10: 20
10: 10: 20
10: 10: 20
ШПИНДЕЛЬ ДВИГАТЕЛЬ
S | = 3600 |
PLS | = 4096 |
SP | = 10 |
PC | = 20 |
G | = 3000 |
C | = 1,5 |
S | = 3600 |
PLS | = 4096 |
SP | = 10 |
PC | = 20 |
G | = 3000 |
C | = 1,5 |
S | = 3600 |
PLS | = 4096 |
SP | = 10 |
PC | = 20 |
G | = 3000 |
C | = 1,5 |
[Пример расчета]
Шпиндель
Энкодер
Setting value
Setting value
Setting value
![]()
Значение 3600 4096 100 10 1.5 6144
настройки
![]()
60 3000 20
5312
Предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком (первый шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком первым шпинделем.
ПРИМЕЧАНИЕ
Настройте следующий параметр для каждого шпинделя: Первый шпиндель № 5312
Второй шпиндель № 5352 Третий шпиндель № 5356 Четвертый шпиндель № 5360
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5313
Предел погрешности позиционирования, используемый при останове шпинделя при жестком нарезании резьбы метчиком
[Тип ввода] Ввод параметров
[Тип данных] Двойное слово шпинделя [Единица данных] Единица обнаружения
[Действительный диапазон данных] от 0 до 99999999
Данный параметр задает предел погрешности позиционирования, используемый при останове шпинделя при жестком нарезании резьбы метчиком.
5321 | Мертвый ход шпинделя при жестком нарезании резьбы метчиком (передача первой ступени) | |
5322 | Мертвый ход шпинделя при жестком нарезании резьбы метчиком (передача второй ступени) | |
5323 | Мертвый ход шпинделя при жестком нарезании резьбы метчиком (передача третьей ступени) |
5324
![]()
Мертвый ход шпинделя при жестком нарезании резьбы метчиком (передача четвертой ступени)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
Единица данных] Единица обнаружения ([единица обнаружения]=[угол поворота шпинделя за один оборот энкодера]/4096 энкодера i)
[Действительный диапазон данных] от -9999 до 9999
Каждый из данных параметров используется для ввода мертвого хода шпинделя.
5350
Предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком (второй шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 99999999
Данный параметр задает предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком вторым шпинделем.
5352
Предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком (второй шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком вторым шпинделем.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5354
Предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком (третий шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 99999999
Данный параметр задает предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком третьим шпинделем.
5356
Предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком (третий шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком третьим шпинделем.
5358
Предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком (четвертый шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 99999999
Данный параметр задает предел погрешности позиционирования, действующий при перемещении оси нарезания резьбы при жестком нарезании резьбы метчиком четвертым шпинделем.
5360
Предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком (четвертый шпиндель)
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 32767
Данный параметр задает предел погрешности позиционирования, используемый при останове оси нарезания резьбы при жестком нарезании резьбы метчиком четвертым шпинделем.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5365
Постоянная времени колоколообразного ускорения/замедления при жестком нарезании резьбы метчиком (передача первой ступени)
5366
Постоянная времени колоколообразного ускорения/замедления при жестком нарезании резьбы метчиком (передача второй ступени)
5367
Постоянная времени колоколообразного ускорения/замедления при жестком нарезании резьбы метчиком (передача третьей ступени)
5368
![]()
Постоянная времени колоколообразного ускорения/замедления при жестком нарезании резьбы метчиком (передача четвертой ступени)
[Тип ввода] Ввод параметров [Тип данных] Слово шпинделя
[Единица данных] мс [Действительный диапазон данных] от 0 до 512
Каждый из данных параметров задает постоянную времени для отрезка кривой, если выбрано колоколообразное ускорение/замедление при жестком нарезании резьбы метчиком. Если в данном параметре задан 0, то выполняется линейное ускорение/замедление.
ПРИМЕЧАНИЕ
Данный параметр действителен, если параметр RBL (бит 5 параметра № 5203) равен 1.
5381
Величина коррекции во время возврата при жестком нарезании резьбы метчиком
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Единица данных] % или 10% (Единица данного параметра определяется параметром OVU (бит 3 параметра № 5201))
[Действительный диапазон данных] от 0 до 200
Данный параметр задает величину коррекции во время возврата при жестком нарезании резьбы метчиком.
Если задан 0, коррекция не выполняется.
ПРИМЕЧАНИЕ
1 Данный параметр действителен, если бит 4 (DOV) параметра
№ 5200, активирующий коррекцию при обычном времени вывода, равен 1.
2 Если параметр OVU (бит 3 параметра № 5201) равен 1, то единица данных данного параметра составляет 10%.
3 Если уставка меньше или равна 0, то используется значение 100%. Если уставка больше 200, то используется значение 2000% или 200%.
![]()