< Назад | Содержимое | Далее >
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
1 Обработка многогранных изделий на двух шпинделях доступна только на шпинделях с последовательной связью.
2 Данный параметр недействителен, если параметр № 7642 или 7643 равен 0. В этом случае действительны настройки параметров № 7640 и 7641.
3 Если в качестве главного шпинделя используется не первый шпиндель с последовательной связью, требуется включить управление несколькими шпинделями (бит 3 (MSP) параметра
№ 8133 равен 1), чтобы задать S-команду для ведущей оси.
4 Если для изменения данного параметра используется функция в окне PMC или команда G10, то данный параметр необходимо изменять перед кадром, задающим команду обработки многогранных изделий на двух шпинделях G51.2. Если для изменения данного параметра используется функция в окне PMC в кадре, идущем непосредственно перед G51.2, задайте значение данного параметра с помощью M-кода (параметр
№ 3411 и далее) без буферизации.
5 Данный параметр задает номер общего шпинделя системы. При использовании данного параметра задайте 0 в параметрах
№ 7640 и 7641.
4.53 ПАРАМЕТРЫ ПРИВОДА СИНХРОННОГО ВАЛА (EGB)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
HDR | HBR |
7700
HDR | HBR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 HBR Если используется функция привода синхронного вала (EGB), то при выполнении сброса:
0: Режим синхронизации отключается (G81 или G81.5).
1: Режим синхронизации не отключается. Режим отключается только командой G80 или G80.5.
ПРИМЕЧАНИЕ
Задайте данному параметру значение 1, чтобы выполнить управление осью U. Так, режим синхронизации не будет отключен.
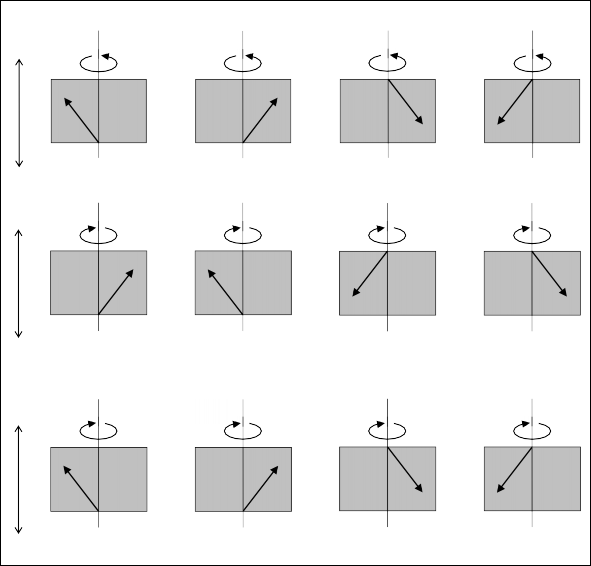
№2 HDR Направление коррекции на косозубое зубчатое колесо (обычно задается 1).
[Пример]
При обработке косозубого зубчатого колеса с левыми витками, если направление вращения вокруг оси C является отрицательным (-):
0: Адресу P присваивается отрицательное значение (-). 1: Адресу P присваивается положительное значение (+).
![]()
Если HDR = 1
(a)
Если HDR = 1
(a)
Если HDR = 1
(a)
+Z
+Z
+Z
(b)
(b)
(b)
(c)
(c)
(c)
(d)
(d)
(d)
+C +C +C +C
+C +C +C +C
+C +C +C +C
-Z
+Z
-Z
+Z
-Z
+Z
C: +, Z: +, P: +
Направление компенсации: +
(e)
-C
C: +, Z: +, P: +
Направление компенсации: +
(e)
-C
C: +, Z: +, P: +
Направление компенсации: +
(e)
-C
C: +, Z: +, P: -
Направление компенсации: -
(f)
-C
C: +, Z: +, P: -
Направление компенсации: -
(f)
-C
C: +, Z: +, P: -
Направление компенсации: -
(f)
-C
C: +, Z: -, P: +
Направление компенсации: -
(g)
-C
C: +, Z: -, P: +
Направление компенсации: -
(g)
-C
C: +, Z: -, P: +
Направление компенсации: -
(g)
-C
C: +, Z: -, P: -
Направление компенсации: +
(h)
-C
C: +, Z: -, P: -
Направление компенсации: +
(h)
-C
C: +, Z: -, P: -
Направление компенсации: +
(h)
-C
-Z
-Z
-Z
C: -, Z: +, P: +
C: Направление компенсации: -
C: -, Z: +, P: +
C: Направление компенсации: -
C: -, Z: +, P: +
C: Направление компенсации: -
C: -, Z: +, P: -
Направление компенсации: +
C: -, Z: +, P: -
Направление компенсации: +
C: -, Z: +, P: -
Направление компенсации: +
C: -, Z: -, P: +
Направление компенсации: +
C: -, Z: -, P: +
Направление компенсации: +
C: -, Z: -, P: +
Направление компенсации: +
C: -, Z: -, P: -
Направление компенсации: -
C: -, Z: -, P: -
Направление компенсации: -
C: -, Z: -, P: -
Направление компенсации: -
Если HDR = 0 ((a), (b), (c) и (d) такие же, как при HDR = 1)
Если HDR = 0 ((a), (b), (c) и (d) такие же, как при HDR = 1)
Если HDR = 0 ((a), (b), (c) и (d) такие же, как при HDR = 1)
+Z
+Z
+Z
(e)
(e)
(e)
(f)
(f)
(f)
(g)
(g)
(g)
(h)
(h)
(h)
-C -C -C -C
-C -C -C -C
-C -C -C -C
-Z
-Z
-Z
C: -, Z: +, P: +
Направление компенсации: +
C: -, Z: +, P: +
Направление компенсации: +
C: -, Z: +, P: +
Направление компенсации: +
C: -, Z: +, P: -
Направление компенсации: -
C: -, Z: +, P: -
Направление компенсации: -
C: -, Z: +, P: -
Направление компенсации: -
C: -, Z: -, P: +
Направление компенсации: -
C: -, Z: -, P: +
Направление компенсации: -
C: -, Z: -, P: +
Направление компенсации: -
C: -, Z: -, P: -
Направление компенсации: +
C: -, Z: -, P: -
Направление компенсации: +
C: -, Z: -, P: -
Направление компенсации: +
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
LZR |
7701
LZR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№3 LZR Если L (количество витков червячной фрезы) = 0 задается в начале синхронизации EGB (G81) или гибкого синхронного управления (G81):
0: Синхронизация запускается при условии, что задано L = 1.
1: Синхронизация не запускается при условии, что задано L = 0.
Однако коррекция на косозубое зубчатое колесо выполняется.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
PHD | PHS | ART | UAX | TDP |
7702
PHD | PHS | ART | UAX | TDP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 TDP Количество зубьев T привода синхронного вала (G81) или гибкого управления синхронизацией (G81) равно:
0: от 1 до 5000
1: от 0,1 до 500,0 (1/10 от заданного значения)
ПРИМЕЧАНИЕ
Значение от 1 до 5000 можно задать в любом случае.
№1 UAX Управление осью U:
0: Не выполняется.
1: Выполняется.
№3 ART Функция отвода, выполняемая при выдаче аварийного сигнала: 0: Откл.
1: Вкл.
Если выдается аварийный сигнал, то отвод выполняется с заданной скоростью подачи и расстоянием перемещения (параметры № 7740 и 7741).
ПРИМЕЧАНИЕ
Если аварийный сигнал сервопривода выдается не для оси, по которой выполняется отвод, ток включения сервопривода подается до завершения отвода.
№6 PHS Если в кадре G81/G80 отсутствует R-команда:
0: Ускорение/замедление не выполняется в начале или при отключении синхронизации EGB.
1: Ускорение/замедление выполняется в начале или при отключении синхронизации EGB. После ускорения в начале синхронизации выполняется автоматически синхронизация фаз.
№7 PHD Направление перемещения при автоматической синхронизации фаз:
0: Положительное (+).
1: Отрицательное (-).
№7 №6 №5 №4 №3 №2 №1 №0
ARO | ARE | ERV |
7703
ARO | ARE | ERV |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
#0 ERV Во время синхронизации EGB (G81) подача за один оборот выполняется по:
0: Импульсам обратной связи.
1: Импульсам, преобразованных в скорость оси заготовки.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№1 ARE При выполнении функции отвода по аварийному сигналу инструмент отводится:
0: При выполнении функции (см. примечание 2) или в автоматическом режиме
(сигнал автоматической операции OP <Fn000.7> = 1).
1: При выполнении функции (см. примечание 2).
№2 ARO При выполнении функции отвода по аварийному сигналу инструмент отводится:
0: При выполнении функции (см. примечание 2).
1: При выполнении функции (см. примечание 2) и в автоматическом режиме
(сигнал автоматической операции OP = 1).
ПРИМЕЧАНИЕ
Данный параметр действителен, если бит 1 (ARE) параметра
№ 7703 равен 1.
В таблице ниже перечислены настройки параметров и соответствующие операции.
ARE | ARO | Операция |
1 | 0 | При выполнении функции |
1 | 1 | При выполнении функции и в автоматическом режиме |
0 | 0 | При выполнении функции или в автоматическом режиме |
0 | 1 |
ПРИМЕЧАНИЕ
1 Параметры ARE и ARO действительны, если бит 3 (ART) параметра № 7702 равен 1 (если функция отвода выполняется при выдаче аварийного сигнала).
2 Функция, описанная в параметрах ARE и ARO, указывает на активацию следующих функций.
Привод синхронного вала (EGB) Гибкое синхронное управление
№7 №6 №5 №4 №3 №2 №1 №0
UOC | ACR |
7704
UOC | ACR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 ACR В контурном режиме, выполняемом искусственным интеллектом, общая операция отвода:
0: Не используется.
1: Используется.
№3 UOC При отключении режима управления осью U инструмент: 0: Не перемещается по оси U в позицию, где исходный
счетчик = 0.
1: Перемещается по оси U в позицию, где исходный счетчик = 0.
Данный параметр используется для изменения режима оси U.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Перед изменением режима выполните возврат в исходную позицию по оси U, а также ориентацию шпинделя, чтобы изменить режим в той же позиции (начало координат оси U).
№7 №6 №5 №4 №3 №2 №1 №0
SEGs |
7705
SEGs |
[Тип ввода] Ввод параметров [Тип данных] Бит шпинделя
№0 SEGs Функция простой синхронизации EGB на шпинделе: 0: Не используется
1: Используется.
Если в функции простой синхронизации EGB на шпинделе в качестве ведомой оси используется шпиндель с последовательной связью, задайте 1.
7709
Номер оси подачи при коррекции на косозубое зубчатое колесо
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] От 0 до числа управляемых осей
Задает ось подачи при коррекции на косозубое зубчатое колесо.
ПРИМЕЧАНИЕ
Если данный параметр равен 0 или значению не из действительного диапазона данных, в качестве оси подачи назначается ось Z.
При параллельном использовании двух и более осей Z задайте в этом параметре, какая ось будет использовать для подачи.
7710
Номер синхронизируемой оси при вводе команды для зубофрезерного станка
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] От 0 до числа управляемых осей
Если имеется несколько групп синхронизируемых осей (оси, у которых бит 0 (SYNMOD) параметра № 2011 равен 1), то задает ось, на которой производится запуск синхронизации при помощи следующей команды (на зубофрезерном станке):
![]()
G81 T t L ± l ;
t: Частота вращения шпинделя (1 t 5000)
l: Количество оборотов синхронизированной оси (-250 l 250) Синхронизация шпинделя и заданной оси устанавливается по отношению оборотов l вокруг синхронизируемой оси к оборотам шпинделя t.
t и l — количество зубьев и витков на зубофрезерном станке, соответственно.
Если указанная выше команда выполняется без настройки данного параметра при наличии нескольких групп синхронизируемых осей, выдается аварийный сигнал PS159
«ОШИБКА НАСТР ПАРАМЕТР. ЭКП».
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
1 Настройте данный параметр при наличии двух и более групп сервоприводов и шпинделей EGB на одной траектории. Задайте 0, если на одной траектории имеется только одна группа EGB.
2 При наличии двух и более групп сервоприводов и шпинделей EGB на одной траектории, если задается значение, не соответствующее действительному диапазону данных этого параметра, выдается аварийный сигнал PS1593.
3 На серии 16i, если задается значение, не соответствующее действительному диапазону данных этого параметра, используется четвертая заданная ось.
4 Для вступления этого параметра в силу отключите и повторно включите питание.
№7 №6 №5 №4 №3 №2 №1 №0
HAD | EPA | HBR | ECN | EFX |
7731
HAD | EPA | HBR | ECN | EFX |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 EFX В качестве команды EGB или червячной фрезы при гибком синхронном управлении:
0: Используются G80 и G81.
1: Используются G80.4 и G81.4.
ПРИМЕЧАНИЕ
Если параметр равен 0, постоянный цикл сверления не доступен.
№3 ECN Если функция автоматической синхронизации фаз привод синхронного вала отключена во время синхронизации EGB, то команду G81 или G81.5:
0: Нельзя задать повторно. (Появляется аварийный сигнал PS1595 «ЗАПРЕЩ.КОМАНДА В ЭКП»)
1: Можно задать повторно.
№5 HBR При выполнении команды запуска синхронизации EGB G81.4 или команды запуска гибкого синхронного управления G81.4 число зубьев:
0: Задается в T. 1: Задается в R.
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 0 (EFX) параметра
№ 7731 имеет значение 1.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№6 EPA При автоматической синхронизации фаз привода синхронного вала или гибкого синхронного управления, задаваемой командой червячной передачи:
0: Нулевая координата станка на ведомой оси совмещается с позицией сигнала одного оборота на ведущей оси.
1: Позиция на ведомой оси при начале синхронизации совмещается с позицией сигнала одного оборота на ведущей оси. (ввод в формате серии 16i)
№7 HAD На приводе синхронного вала соответствие коррекции на косозубое зубчатое колесо и расстояния перемещение автоматической синхронизации фаз абсолютным координатам производится:
0: При отмене синхронизации.
1: Во время коррекции на косозубое зубчатое колесо и автоматической синхронизации фаз.
7740
Скорость подачи при отводе
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Данный параметр задает скорость подачи при отводе для каждой оси.
7741
Величину отвода
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] мм, дюйм, градус (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает величину отвода для каждой оси.
ПРИМЕЧАНИЕ
Инструмент перемещается (отводится) на заданную величину, независимо от ввода диаметра или радиуса.
7745
Постоянная времени ускорения/замедления при отводе на каждой оси
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 1000
Данный параметр задает величину ускорения для линейного ускорения/замедления при универсальном отводе. Задайте время (постоянную времени), используемое для достижения скорости подачи, заданной в параметре № 7740 для каждой оси.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
Данный параметр действителен, если бит 0 (ACR) параметра
№ 7704 равен 1, что требуется для отвода в контурном режиме контурного управления искусственным интеллектом.
7772
Количество импульсов датчика положения за один оборот вокруг оси инструмента (EGB) Количество импульсов датчика положения за один оборот вокруг оси шпинделя (управление осью U)
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Единица данных] Единица обнаружения
[Действительный диапазон данных] от 1 до 999999999
EGB:
Данный параметр задает количество импульсов датчика положения за один оборот вокруг оси инструмента
(на стороне шпинделя).
На датчике фаз A/B задайте данному параметру четыре импульса, равные одному циклу фаз A/B.
Управление осью U:
Данный параметр задает количество импульсов датчика положения за один оборот вокруг оси шпинделя (главная ось).
На датчике фаз A/B задайте данному параметру четыре импульса, равные одному циклу фаз A/B.
7773
Количество импульсов датчика положения за один оборот вокруг оси заготовки (EGB) Величина перемещения приводом оси U за один оборот вокруг шпинделя (управление осью U)
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Единица данных] Единица обнаружения
[Действительный диапазон данных] от 1 до 999999999
EGB:
Данный параметр задает количество импульсов датчика положения за один оборот вокруг оси заготовки
(на стороне ведомой оси).
Задает число импульсов, выводимых за единицу обнаружения. Задайте параметры № 7772 и 7773 при использовании команды синхронизации EGB G81.
ЧПУ
ЧПУ
ЧПУ
имп./об
имп./об
имп./об
n/m
n/m
n/m
Вспом. ось
Вспом. ось
Вспом. ось
Командные импульсы
Командные импульсы
Командные импульсы
Двигатель Передаточное
отношение A
Двигатель Передаточное
отношение A
Двигатель Передаточное
отношение A
Наименьшее приращение команды 0,001 град
Наименьшее приращение команды 0,001 град
Наименьшее приращение команды 0,001 град
Единица регистрации
Единица регистрации
Единица регистрации
Передаточное отношение B
Передаточное отношение B
Передаточное отношение B
Реле синхронизации
Реле синхронизации
Реле синхронизации
Коэффициент синхронизации
Коэффициент синхронизации
Коэффициент синхронизации
FFG
N/M
FFG
N/M
FFG
N/M
Датчик
имп./об
Датчик
имп./об
Датчик
имп./об
Следящее управление Фиктивная
ось
Следящее управление Фиктивная
ось
Следящее управление Фиктивная
ось
Ось C
Шпиндель
Управление скоростью/током
Счетчик ошибок
Датчик
Датчик
Датчик
FFG
Счетчик ошибок
CMR
CMR
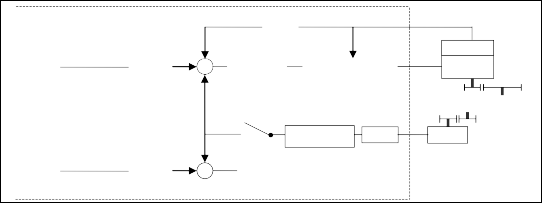
[Пример 1] Если главная ось EGB соответствует шпинделю, а ведомая ось EGB — оси C:
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
Передаточное число шпинделя и датчика B:
1/1 (шпиндель и датчик подключены непосредственно друг к другу.)
Число импульсов датчика за оборот шпинделя : 80 000 имп./об (Подсчитано для четырех импульсов одного цикла фаз A/B) FFG N/M на мнимой оси EGB: 1/1
Передаточное число оси C A: 1/36 (Один оборот вокруг оси
C к 36 оборотам привода) Число импульсов датчика за один оборот вокруг оси С : 1 000 000 имп./об
CMR оси C: 1
FFG n/m оси C: 1/100
В этом случае число импульсов за один оборот шпинделя: 80 000 1/1 = 80000
Следовательно, задайте 80 000 параметру № 7772.
Количество импульсов за один оборот вокруг оси C в единице обнаружения:
1 000 000 1/36 1/100 = 360 000
Следовательно, задайте 360 000 параметру № 7773.
[Пример 2] Если передаточное число шпинделя и датчика B составляет 2/3 для приведенного выше примера (датчик делает два оборота за три оборота шпинделя).
В этом случае число импульсов за один оборот шпинделя:
80000 2 = 160000
![]()
![]()
3 3
160000 нельзя разделить на 3 без остатка. В этом случае измените настройку параметра № 7773 так, чтобы отношение настроек параметров № 7772 и 7773 соответствовало желаемой уставке.
![]()
No.7772 = No.7773
360000
= 160000
![]()
160000
160000
160000
3
3
3
![]()
360000 3
= 160000
![]()
1080000
Следовательно, задайте 160 000 параметру № 7772 и 1 080 000
параметру № 7773.
Как было описано выше, для правильного отображения отношения необходимо настроить параметры № 7772 и 7773. Таким образом, можно уменьшить отношение, указанную в настройках. Например, в этом случае можно задать 16 параметру
№ 7772 и 108 параметру № 7773.
Управление осью U:
Данный параметр задает величину перемещения приводом оси U за один оборот вокруг шпинделя в единицах обнаружения.
Когда сигнал выбора режима синхронизации EGB становится равным 1, запускается синхронизация шпинделя и оси U с применением коэффициентов, заданных параметрами № 7772 и 7773.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
7776
Скорость подачи при автоматической синхронизации фаз на оси заготовки
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] град/мин
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Данный параметр задает скорость подачи при автоматической синхронизации фаз на оси заготовки.
Если данный параметр равен 0, в качестве скорости подачи при автоматической синхронизации фаз используется величина быстрого перемещения (параметр № 1420).
7777
Угол смещения с позиции шпинделя (позиция сигнала одного оборота), используемый осью заготовки для контроля синхронизации фазы
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] градус
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] от 0,000 до 360,000 (для системы приращений IS-B)
Данный параметр задает угол смещения с позиции шпинделя (позиция сигнала одного оборота), используемый осью заготовки для контроля синхронизации фазы.
7778
Ускорение для ускорения/замедления оси заготовки при EGB или ускорение ведомой оси при запуске/отмене синхронизации
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] град/с2
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] См. таблицу настройки стандартных параметров (D)
(в метрической системе станка от 0,0 до +10000,0; в дюймовой системе стана от 0,0 до +10000,0)
Данный параметр задает ускорение для ускорения/замедления оси заготовки при EGB.
Если действительна функция регулировки ускорения при автоматической синхронизации фаз в режиме гибкого синхронного управления (бит 2 (PAV) параметра № 5692 = 1), данный параметр задает ускорение ведомой оси при запуске/отмене синхронизации. Если данному параметру задан 0 или меньшее значение, функция регулировки ускорения при автоматической синхронизации фаз в режиме гибкого синхронного управления отключается.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
1 При вводе в формате серии 16i, ускорение/замедление для автоматического совмещения фаз при EGB задается отдельно вводом скорости подачи постоянной времени в параметрах
№ 2135 и 2136 (№ 4384 и 4385 для шпинделя EGB); в формате серии 30i, ускорение/замедление задается напрямую в параметре № 7778.
2 Если данный параметр равен 0, при вводе G81 выдается аварийный сигнал PS1598 «ОШИБКА НАСТР. ПАРАМЕТР.АВТО ФАЗЫ ЭКП».
7782
Число импульсов датчика положения за оборот вокруг ведущей оси при EGB или гибком синхронном управлении
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 1 до 999999999
Задает число импульсов для ведомой оси, генерируемых датчиком положения за оборот вокруг ведущей оси при EGB или гибком синхронном управлении.
На датчике фаз A/B задайте данному параметру четыре импульса, равные одному циклу фаз A/B.
ПРИМЕЧАНИЕ
При гибком синхронном управлении данный параметр активируется при вводе программы червячной фрезы.
7783
Число импульсов датчика положения за оборот вокруг ведомой оси при EGB или гибком синхронном управлении
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 1 до 999999999
Задает число импульсов для ведомой оси, генерируемых датчиком положения за оборот вокруг ведомой оси при EGB или гибком синхронном управлении.
Задает число импульсов, выводимых за единицу обнаружения. Настройте данный параметр при использовании команды синхронизации EGB G81.5.
Способ настройки параметров № 7782 и 7783 соответствует способу настройки параметров № 7772 и 7773. Способ приведен в описании параметров № 7772 и 7773.
Отношение числа импульсов ведущей оси к ведомого оси может быть действительно, но настройки параметров могут не отображать фактическое число импульсов. Например, число импульсов может не делиться без остатка из-за передаточных чисел ведущей и ведомой осей, как описано в примере 2. В этом случае приведенные ниже способы нельзя использовать для команды G81.5:
G81.5 T_ C_; Если задана скорость для ведущей оси, а расстояние перемещения задано для ведомой оси.
G81.5 P_ C0 L_; Если число импульсов задано для ведущей оси, а скорость задана для ведомой оси
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
При гибком синхронном управлении данный параметр активируется при вводе программы червячной фрезы.
7784
Числитель отношения синхронизации сервоприводов EGB по сигналам
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Действительный диапазон данных] от -999999999 до 999999999
Задает числитель отношения синхронизации сервоприводов EGB по сигналам.
Знак данного параметра задает направление вращения ведомой оси.
Если знак положительный, ведомая ось вращается в положительном направлении (направление «+»).
Если знак отрицательный, ведомая ось вращается в отрицательном направлении (направление «-»).
7785
Знаменатель отношения синхронизации сервоприводов EGB по сигналам
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Действительный диапазон данных] от -999999999 до 999999999
Задает знаменатель отношения синхронизации сервоприводов EGB по сигналам.
№7 №6 №5 №4 №3 №2 №1 №0
UFF | SVE |
7786
UFF | SVE |
[Тип ввода] Ввод параметров [Тип данных] Бит
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
№0 SVE Синхронизация сервоприводов EGB по сигналам:
0: Откл. (синхронизация сервоприводов и шпинделей включена). 1: Вкл. (синхронизация сервоприводов и шпинделей отключена).
№1 UFF При синхронизации оси U команда интерполяции между осью U и прочими осями:
0: Недоступна.
1: Доступна.
ПРИМЕЧАНИЕ
Если задается подобная команда, присвойте данному параметру значение 1.
Пример. Конфигурация осей: U(ось U) Z (не ось U) G01 U_ Z_ F_;
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
7787
M-код для ожидания завершения автоматической синхронизации фаз EGB
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 99999999
Задает M-код для ожидания завершения автоматической синхронизации фаз EGB.
Если в этом параметре задан 0, то параметр недействителен.
7788
M-код для запуска замедления при автоматической синхронизации фаз EGB
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Действительный диапазон данных] от 0 до 99999999
Задает M-код для запуска замедления при автоматической синхронизации фаз EGB.
Если в этом параметре задан 0, то параметр недействителен.
![]()