< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
4.54 ПАРАМЕТРЫУПРАВЛЕНИЯ ОСЯМИ PMC (1 ИЗ 4)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
SKE | AUX | NCC | RDE | OVE | MLE |
8001
SKE | AUX | NCC | RDE | OVE | MLE |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 MLE Все сигналы блокировки оси станка MLK <G044#1> на осях, управляемых PMC:
0: Действительны.
1: Недействительны.
Сигнал блокировки станка MLKx <Gn108> на каждой оси определяется настройкой бита 1 параметра № 8006.
№2 OVE Сигналы, связанные с пробным проходом и коррекцией, используемые при управлении осями PMC:
0: Те же сигналы, что и используемые для ЧПУ 1: Специальные сигналы PMC
Используемые сигналы зависят от заданных значений битов этих параметров, как указано ниже.
Сигналы | Бит 2 (OVE) параметра № 8001 = 0 (те же сигналы, что используются для ЧПУ) | Бит 2 (OVE) параметра № 8001 = 1 (сигналы, относящиеся к PMC) | ||
Сигналы коррекции скорости подачи | от *FV0 до *FV7 | <G012> | от *EFOV0 до *EFOV7 | <G151> |
Сигнал отмены коррекции | OVC | <G006.4> | EOVC | <G150.5> |
ROV1,2 | <G014.0,1> | EROV1,2 | <G150.0,1> | |
Сигналы коррекции | или | |||
ускоренного перемещения | от *EROV0 до | <G151> | ||
*EROV7 | ||||
Сигнал пробного прогона | DRN | <G046.7> | EDRN | <G150.7> |
Сигнал выбора ручного ускоренного перемещения | RT | <G019.7> | ERT | <G150.6> |
(Перечисленные сигналы адресов, использующиеся при выбор сигналов PMC, предназначены для 1-й группы. Фактические адреса зависят от используемой группы).
№3 RDE Пробный прогон для ускоренного перемещения при управлении осями PMC:
0: Недействителен
1: Действителен
№5 NCC Если программа задает команду перемещения для оси управляемой PMC (сигнал выбора управляемой оси *EAX
<Gn136> равен 1), когда управление осями PMC неактивно: 0: Команда ЧПУ действительна.
1: Выдается аварийный сигнал PS0130.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№6 AUX Размер вывода команды вспомогательной функции (12H) при управлении осями PMC:
0: 1 байт (от 0 до 255)
1: 2 байта (от 0 до 65535)
№7 SKE Сигнал пропуска при управлении осями PMC:
0: Использует такой же сигнал SKIP <X004.7, X013.7 или X011.7>, что и ЧПУ.
1: Использует специальный сигнал управления осью ESKIP
![]()
ПРЕДУПРЕЖДЕНИЕ!
Если сигнал ESKIP<X004.6, X013.6 или X011.6> используется для другой операции, то в случае присвоения 1 данному параметру возможно непредсказуемое поведение станка.
Примите меры, чтобы не создавать конфликтов использования адресов X.
<X004.6, X013.6 или X011.6>, используемый PMC.
№7 №6 №5 №4 №3 №2 №1 №0
FR2 | FR1 | PF2 | PF1 | F10 | DWE | RPD |
8002
FR2 | FR1 | PF2 | PF1 | F10 | DWE | RPD |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 RPD Скорость ускоренного перемещения осей, управляемых PMC: 0: Скорость подачи, заданная в параметре № 1420.
1: Скорость подачи, заданная в команде управления осями PMC.
№1 DWE Минимальное время, которое можно задать в команде выстоя при управлении осями PMC для системы приращений IS-C:
0: 1 мс
1: 0,1 мс
№3 F10 Наименьшее приращение скорости рабочей подачи (в минуту) при управлении осями PMC.
Применяются приведенные ниже настройки, если бит 4 (PF1) параметра № 8002 равен 0, а бит 5 (PF2) параметра № 8002 равен
0.
F10 | IS-A | IS-B | IS-C | |
Ввод в миллиметрах (мм/мин) | 0 | 10 | 1 | 0,1 |
1 | 100 | 10 | 1 | |
Ввод в дюймах (дюйм/мин) | 0 | 0,1 | 0,01 | 0,001 |
1 | 1 | 0,1 | 0,01 |
№4 PF1
№5 PF2 Задает единицу скорости рабочей подачи (в минуту) для оси, управляемой PMC.
Бит 5 (PF2) параметра № 8002 | Бит 4 (PF1) параметра № 8002 | Единица скорости подачи |
0 | 0 | 1 / 1 |
0 | 1 | 1 / 10 |
1 | 0 | 1 / 100 |
1 | 1 | 1 / 1000 |
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№6 FR1
№5 FR2 Задает единицу скорости рабочей подачи (за один оборот) для оси, управляемой PMC.
(1) Серия T [Единица данных]
Определяется настройками битов 6 (FR1) и 7 (FR2) параметра
№ 8002
Параметр | Ввод в метрических единицах (мм/об) | Ввод в дюймах (дюйм/об) | Ось вращения (град/об) | |
FR2 | FR1 | |||
1 | 1 | 0,0001 | 0,000001 | 0,0001 |
0 | 0 | |||
0 | 1 | 0,001 | 0,00001 | 0,001 |
1 | 0 | 0,01 | 0,0001 | 0,01 |
[Действительный диапазон данных] от 1 до 65535 (при этом необходимо задать данные, соответствующие диапазонам из таблицы ниже)
Действительный диапазон данных | Единица | ||
С IS-A по IS-C | |||
Линейная ось | Ввод в метрических единицах | от 0,0001 до 500,0000 | мм/об |
Ввод в дюймах | от 0,000001 до 9,999999 | дюйм/об | |
Ось вращения | от 0,0001 до 500,0000 | град/об | |
(2) Серия M [Единица данных]
Определяется настройками битов 6 (FR1) и 7 (FR2) параметра
№ 8002
Параметр | Ввод в метрических единицах (мм/об) | Ввод в дюймах (дюйм/об) | Ось вращения (град/об) | |
FR2 | FR1 | |||
1 | 1 | 0,01 | 0,0001 | 0,01 |
0 | 0 | |||
0 | 1 | 0,1 | 0,001 | 0,1 |
1 | 0 | 1 | 0,01 | 1 |
[Действительный диапазон данных] от 1 до 65535 (при этом необходимо задать данные, соответствующие диапазонам из таблицы ниже)
Действительный диапазон данных | Единица | ||
С IS-A по IS-C | |||
Линейная ось | Ввод в метрических единицах | от 0,01 до 500,00 | мм/об |
Ввод в дюймах | от 0,0001 до 9,9999 | дюйм/об | |
Ось вращения | от 0,01 до 500,00 | град/об | |
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
FEX |
8003
FEX |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
ПРИМЕЧАНИЕ
При настройке бита данного параметра отключите питание, прежде чем продолжить работу.
№3 FEX Максимальная скорость подачи, достижимая станком, во время рабочей или непрерывной подачи при управлении осями PMC или управлении шпинделя сервоприводом:
0: Не увеличивается.
1: Увеличивается. Ограничения
- Параметр для настройки постоянных времени линейного ускорения/замедления после интерполяции и колоколообразного ускорения/замедления после интерполяции
Если в качестве типа ускорения/замедления используется линейное ускорение/замедление после интерполяции или колоколообразное ускорение/замедление после интерполяции для каждого ускоренного перемещения, рабочей подачи и ручной подачи, то максимально допустимая постоянная времени соответствует половине от максимального значения, которое можно задать условно.
Ниже приведены используемые параметры постоянных времени:
Номер параметра | Значение |
1620 | Постоянная времени (T), используемая для линейного ускорения/замедления при ускоренном перемещении для каждой оси, или постоянная времени (T1), используемая для колоколообразного ускорения/замедления при ускоренном перемещении для каждой оси |
1621 | Постоянная времени (T2), используемая для колоколообразного ускорения/замедления при ускоренном перемещении для каждой оси |
1622 | Постоянная времени ускорения/замедления при рабочей подаче для каждой оси |
1624 | Постоянная времени ускорения/замедления при толчковой подаче для каждой оси |
1626 | Постоянная времени ускорения/замедления в циклах нарезания резьбы для каждой оси |
1769 | Постоянная времени, используемая для ускорения/замедления после интерполяции рабочей подачи при упреждающем ускорении/замедлении перед интерполяцией |
от 5271 до 5274 | Постоянная времени ускорения/замедления во время вывода при жестком нарезание резьбы метчиком (с первой по четвертую передачу) |
от 5365 до 5368 | Постоянная времени колоколообразного ускорения/замедления во время вывода при жестком нарезании резьбы метчиком (с первой по четвертую передачу) |
Функция отображения колебаний сигналов VCMD
При увеличении скорости подачи требуется больше данных для отображения колебаний сигналов VCMD, что может привести к неверному отображению колебаний сигналов.
![]()
![]()
ВНИМАНИЕ!
1 Если данная функция включена, скорость подачи увеличивается до максимального значения рабочей подачи или непрерывной подачи при управлении осями PMC, если CMR равен 1. Если CMR больше 1, скорость подачи ограничена допустимым максимальным значением настройки.
2 Следует учитывать, что заданная скорость подачи может привести к превышению максимальной частоты вращения привода.
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
NCI | DSL | G8R | G8C | JFM |
8004
NCI | DSL | G8R | G8C | JFM |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 JFM Данный параметр задает единицы измерения, используемые для настройки скорости подачи, если задана непрерывная подача при управлении осями PMC.
Система приращений | Бит 2 (JFM) параметра № 8004 | Ввод в миллиметрах (мм/мин) | Ввод в дюймах (дюйм/мин) | Ось вращения (град/мин) |
IS-B | 0 | 1 | 0,01 | 1 |
1 | 200 | 2,00 | 200 | |
IS-C | 0 | 0,1 | 0,001 | 0,1 |
1 | 20 | 0,200 | 20 |
№3 G8C При управлении осями PMC опережающий просмотр: 0: Откл.
1: Вкл.
№4 G8R При управлении осями PMC опережающий просмотр:
0: Активен при рабочей подаче (отключен при ускоренном перемещении).
1: Активен при рабочей подаче и ускоренном перемещении.
№5 DSL Если выбранная ось изменяется при отключении выбора осей PMC:
0: Выдается аварийный сигнал PS0139 «НЕЛЬЗЯ ИЗМЕН.ОСЬ УПРАВЛ. ПЛК».
1: Изменение производится, и сигнал тревоги не выдается для незаданной группы.
№6 NCI При управлении осями PMC проверка позиции во время замедления:
0: Выполняется.
1: Не выполняется
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
IFV | EVP | DRR | R10 | CDI | EDC |
8005
IFV | EVP | DRR | R10 | CDI | EDC |
[Тип ввода] Ввод настройки [Тип данных] Бит пути
№0 EDC При управлении осями PMC функция внешнего замедления: 0: Откл.
1: Вкл.
№1 CDI При управлении осями PMC, если ось, управляемая PMC, определяется через диаметр:
0: Величина перемещения и скорости подачи задаются радиусом.
1: Величина перемещения задается диаметром, а скорость подачи — радиусом.
Данный параметр действителен, если бит 3 (DIA) параметра
№ 1006 равен 1 (команда перемещения для каждой оси определяется диаметром).
№2 R10 Если бит 0 (RPD) параметра № 8002 равен 1, скорость ускоренного перемещения для оси PMC задается в:
0: 1 мм/мин.
1: 10мм/мин.
№3 DRR При управлении осями PMC функция пробного прогона для рабочей подачи за один оборот:
0: Откл.
1: Вкл.
№4 EVP Команда скорости при управлении осями PMC выполняется с помощью:
0: Управления скоростью.
1: Управления позицией.
Данный бит доступен, если команда скорости управления осями PMC использует формат ввода FS16 (бит 2 (VCP) параметра
№ 8007 равен 1).
№5 IFV Если бит 2 (OVE) параметра № 8001 равен 1 при управлении осями PMC, то сигнал коррекция скорости подачи *EFOVx и сигнал отмены коррекции OVC:
0: Используются последовательно на каждой траектории. (Используются начальные группы (1-я группа, 5-я группа, ... 33-я группа, 37-я группа) каждой траектории.)
1: Используются последовательно на каждой группе.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
EZR | EFD | MLS |
8006
EZR | EFD | MLS |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№1 MLS Если бит 0 (MLE) параметра №8001 равен 1 (для отключения сигналов блокировки по всем осям станка) при управлении осями PMC, последовательная блокировка осей станка:
0: Откл.
1: Вкл.
№4 EFD Если рабочая подача (подача в минуту) используется при управлении осями PMC, то единица ввода скорости подачи:
0: Не изменяется (кратна 1).
1: Увеличивается в 100 раз.
ПРИМЕЧАНИЕ
Если этот параметр равен 1, бит 3 (F10) параметра № 8002 недействителен.
№6 EZR При управлении осями PMC бит 0 (ZRNx) параметра № 1005: 0: Недействителен.
При управлении осями PMC аварийный сигнал PS0224
«ВОЗВРАТ В "0" НЕ ЗАКОНЧ.» не выдается.
1: Действителен.
Проверка состояния возврата в исходную позицию выполняется на управляемой оси PMC и на оси ЧУ в соответствии с настройкой бита 0 (ZRNx) параметра № 1005.
№7 №6 №5 №4 №3 №2 №1 №0
PSA | ESY | VCP |
8007
PSA | ESY | VCP |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№2 VCP Команда скорости при управлении осями PMC: 0: тип FS15.
1: тип FS16.
№3 ESY При управлении осями PMC синхронизация внешних импульсов (синхронизация шпинделей с последовательной связью):
0: Откл.
1: Вкл.
№5 PSA При управлении осями PMC ускорение/замедление после интерполяции у команды пропуска:
0: Недействительно
1: Действительно
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Позиция пропуска системных переменных (с 5061 по 5080, с 100151 по 100182) ведет себя следующим образом:
- Если параметр PSA = 0, сохраняется эквивалентное значение координаты бита 1 (SEB) 6201= 0.
- Если параметр PSA = 1, сохраняется значение координаты, заданное в параметре SEB.
№7 №6 №5 №4 №3 №2 №1 №0
PFE | EMRx |
8008
PFE | EMRx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 EMRx Если при управлении осями PMC вводится команда в состоянии зеркальной обработки, то зеркальная обработка:
0: Не учитывается.
1: Учитывается.
Данный параметр действителен в режиме зеркальной обработки, если сигнал зеркальной обработки с MI1 по MI8 <с G106.0 по G106.7> равен 1 или бит 0 (MIRx) параметра № 0012 равен 1.
Если перемещение производится вдоль той же оси посредством двойного ввода команды при управлении осями ЧПУ и PMC, когда данный параметр равен 0 и задан режим зеркальной обработки, то впоследствии может произойти смещение координат. Поэтому не пытайтесь произвести подобное перемещение.
№1 PFE Если сигнал контурного управления искусственным интеллектом (например, сигнал опережающего совмещения или сигнал выбора режима гибкой синхронизации по нескольким траекториям) OVLN <Gn531.4> равен 1, то при управлении осями PMC опережающий просмотр ускоренного перемещения (00h), рабочей подачи в минуту (01h), рабочей подачи за один оборот (02h) и рабочей подачи в секундах за кадр (21h):
0: Откл.
1: Вкл.
ПРИМЕЧАНИЕ
1 Данный параметр действителен для ускоренным перемещения (00h), если бит 3 (FFR) параметра № 1800 равен 1 (включен опережающий просмотр ускоренного перемещения).
2 Данный параметр использует устаревший способ ввода. Вместо данного параметра рекомендуется использовать бит 3 (G8C) и бит 4 (G8R) параметра № 8004. Если оба указанных параметра и G8C равны 1, то G8C имеет приоритет.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
8010
Выбор группы ввода/вывода данных (DI/DO) для каждой оси, управляемой PMC
[Тип ввода] Ввод параметров [Тип данных] Байт оси
[Действительный диапазон данных] от 1 до 40
Задает группу DI/DO, которая будет использоваться при вводе команды для каждой оси, управляемой PMC.
К адресам пятой группы и далее, прибавляется 1000 в шагах 4 групп.
Например:
Начальный адрес 10-й группы <G2154>. Начальный адрес 25-й оси <G6142>.
Параметр № 8010 | Описание |
1 | Используется 1-я группа DI/DO <с G142 по G153> |
2 | Используется 2-я группа DI/DO <с G154 по G165> |
3 | Используется 3-я группа DI/DO <с G166 по G177> |
4 | Используется 4-я группа DI/DO <с G178 по G189> |
5 | Используется 5-я группа DI/DO <с G1142 по G1153> |
6 | Используется 6-я группа DI/DO <с G1154 по G1165> |
: | : |
13 | Используется 13-я группа DI/DO <с G3142 по G3153> |
: | : |
20 | Используется 20-я группа DI/DO <с G4178 по G4189> |
21 | Используется 21-я группа DI/DO <с G5142 по G5153> |
: | : |
29 | Используется 29-я группа DI/DO <с G7142 по G7153> |
: | : |
35 | Используется 35-я группа DI/DO <с G8166 по G8177> |
36 | Используется 36-я группа DI/DO <с G8178 по G8189> |
37 | Используется 37-я группа DI/DO <с G9142 по G9153> |
38 | Используется 38-я группа DI/DO <с G9154 по G9165> |
39 | Используется 39-я группа DI/DO <с G9166 по G9177> |
40 | Используется 40-я группа DI/DO <с G9178 по G9189> |
ПРИМЕЧАНИЕ
Если задано значение, отличное от приведенного выше, ось не управляется PMC.
№7 №6 №5 №4 №3 №2 №1 №0
XRT |
8011
XRT |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 XRT Ось, использующая группу, заданную параметром № 8010: 0: Не управляется пользовательским макросом в реальном
времени.
1: Управляется пользовательским макросом в реальном времени.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
1 Данный параметр недействителен на оси, у которой параметр
№ 8010 равен 0 или значение нарушает диапазон
2 Если одной и той же группе, заданной параметром № 8010, присвоено несколько осей, то управление этими осями пользовательским макросом в реальном времени невозможно. Если одной группе присвоено насколько осей, обязательно присвойте данному биту значение 0.
3 Если данный параметр (№ 8011) во всех битах равен 0, то ось управляется PMC.
№7 №6 №5 №4 №3 №2 №1 №0
RMMx | R20x | ROP | OVR |
8013
RMMx | R20x | ROP | OVR |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№1 OVR Если бит 2 (OVE) параметра № 8001 равен 1, для коррекции ускоренного перемещения при управлении осями PMC:
0: Используются сигналы коррекции ускоренного перемещения EROV2 и EROV1 <G150.1 и G150.0> для управления осями PMC.
1: Используются сигналы коррекция ускоренного перемещения с шагом 1% с *EROV7 по *EROV0 <G151> для управления осями PMC.
(Перечисленные сигналы адресов, использующиеся при выбор сигналов PMC, предназначены для 1-й группы. Фактические адреса зависят от используемой группы).
№3 ROP Если активен полный поворот оси управляемой PMC, то направление, в котором выполняется перемещение (вращение) для достижения конечной точки с помощью команды возврата в исходную позицию с 07H по 0AH (эквивалентно G28, G30P2/P3/P4):
0: Определяется знаком задаваемого значения.
1: Соответствует направлению самой короткой траектории.
ПРИМЕЧАНИЕ
ROPx действителен, если бит 0 (ROAx) параметра № 1008 равен 1, а бит 1 (RABx) параметра № 1008 равен 0.
№4 R20x Если выбор системы координат станка (20h) производится управлением PMC поворотной оси, на которой действует функция полного поворота (бит 0 (ROAx) параметра № 1008 равен 1), настройка бита 1 (RABx) параметра № 1008, задающая направление вращения для команды в абсолютных координатах: 0: Недействительна.
1: Недействителен.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Указанное выше направление вращения определяется настройкой бита 1 (RABx) параметра № 1008 и бита 4 (R20x) параметра № 8013.
| Бит 4 (R20x) параметра № 8013 | ||
0 | 1 | ||
Бит 1 (RABx) параметра № 1008 | 0 | Направление самой короткой траектории | Направление самой короткой траектории |
1 | Направление знака величины выполняемого перемещения | Направление знака значения команды | |
№5 RMMx При выполнении пользовательского макроса во время контроля кинематической погрешности считываются координаты станка
(с 5021 по 5040, с 100051 по 100100):
0: Локальной траектории:
1: Другой траектории контроля кинематической погрешности.
№7 №6 №5 №4 №3 №2 №1 №0
DTP | EZC | PIA | EOS |
8019
DTP | EZC | PIA | EOS |
[Тип ввода] Ввод параметров [Тип данных] Бит
№0 EOS При синхронизации внешних импульсов (синхронизации шпинделей с последовательной связью) на осях, управляемых PMC, шпиндель с последовательной связью синхронизируется с: 0: Первым шпинделем траектории 1.
1: Любым шпинделем.
ПРИМЕЧАНИЕ
Если EOS равен 0, то можно задать только ось сервопривода на траектории 1.
№1 PIA Если команда перемещения при управлении осей PMC прерывается сигналом сброса ECLRg, то при вводе команды ускорения/замедления другого типа без выдержки замедления для останова:
0: Аварийный сигнал не срабатывает.
1: Срабатывает аварийный сигнал DS1451 «НАПРАВ.КОМ.НА ОСЬ ПЛК».
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть)
(B-64693EN-1).
№2 EZC Если сигналы выбора управляемой оси с EAX1 по EAX8<Gn136> равны 0 или переменная выбора оси, управляемой PMC (№ 8700), равна 0, команда управления осями PMC:
0: Не выдает аварийный сигнал.
1: Выдает аварийный сигнал DS1451 «НАПРАВ.КОМ.НА ОСЬ ПЛК».
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Данный параметр настраивается автоматически. Подробная информация приводится в приложении «Автоматическая настройка и начальная настройка параметров» в Руководстве по выполнению соединений (функциональная часть) (B-64693EN-1).
№4 DTP При одновременном выполнении команды управления осями PMC и выстоя на FOCAS2, в окне PMC, системной переменной, экране расстояния до позиции:
0: Приоритет имеют сведения оставшегося расстояния функции управления осями PMC.
1: Приоритет имеют сведения оставшегося времени или оборотов выстоя.
8020
Скорость подачи FL для возврата в исходную позицию вдоль каждой оси при управлении осями PMC
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Данный параметр задает скорость подачи (FL) на каждой оси после замедления для возврата в исходную позицию при управлении осями PMC.
ПРИМЕЧАНИЕ
Если задан 0, используется значение параметра № 1425.
8022
Верхний предел скорости подачи за один оборот при управлении осями PMC
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Данный параметр задает верхний предел скорости подачи за один оборот при управлении осями PMC.
8028
Время для расчета ускорения/замедления, если скорость подачи задается при управлении осями PMC
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 32767
Если скорость подачи задается при управлении осями PMC, ускорение/замедление можно задать для параметра № 8032 или данного параметра. Если в параметре № 8032 задан 0, значение принимается равным 1000 мин-1. Если в данном параметре задан 0, то функция ускорения/замедления для ввода скорости подачи отключается.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
8029
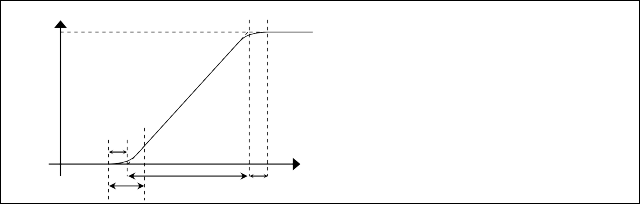
Время изменения колоколообразного ускорения/замедления заданной команды скорости при управлении осями PMC
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 512
Задает время изменения колоколообразного ускорения/замедления заданной команды скорости при управлении осями PMC
Чтобы включить колоколообразное ускорение/замедление, должны быть действительная функция ускорения/замедления команды скорости (параметр № 8028 не равен 0). Если ускорение/замедление включено, задайте время изменения ускорения в соответствии с ускорением из данного параметра.
Если данный параметр равен или меньше 0, колоколообразное ускорение/замедление отключается.
Скорость подачи
Скорость подачи
Скорость подачи
Команда скорости
подачи
Команда скорости
подачи
Команда скорости
подачи
T2/2
T2/2
T2/2
T1 : Время ускорения, заданного линейным ускорением/замедлением
(Данное время зависит от настройки и значения команды скорости)
T2: Время изменения ускорения (параметр № 8029) Общее время =T1 + T2
Время линейной составляющей = T1 - T2
Время колоколообразной составляющей = T2 - T2
Время
T1 : Время ускорения, заданного линейным ускорением/замедлением
(Данное время зависит от настройки и значения команды скорости)
T2: Время изменения ускорения (параметр № 8029) Общее время =T1 + T2
Время линейной составляющей = T1 - T2
Время колоколообразной составляющей = T2 - T2
Время
T1 : Время ускорения, заданного линейным ускорением/замедлением
(Данное время зависит от настройки и значения команды скорости)
T2: Время изменения ускорения (параметр № 8029) Общее время =T1 + T2
Время линейной составляющей = T1 - T2
Время колоколообразной составляющей = T2 - T2
Время
T2
T2
T2
T1
T1
T1
T2/2
T2/2
T2/2
Если данному параметру присвоено значение больше 512, то значение принимается равным 512.
8030
Постоянная времени для экспоненциального ускорения/замедления при рабочей или непрерывной подаче при управлении осями PMC
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] мс [Действительный диапазон данных] от 0 до 4000
Данный параметр задает постоянную времени для экспоненциального ускорения/замедления при рабочей постоянной подаче на каждой оси при управлении осями PMC.
ПРИМЕЧАНИЕ
Если выполняется любое из приведенных ниже условий, используется уставка параметра № 1622.
- В данном параметре задан 0.
- Во время обработки после интерполяции используется линейное ускорение/замедление.
- Активен опережающий просмотр упреждения.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
8031
Величина FL для экспоненциального ускорения/замедления при рабочей или непрерывной подаче при управлении осями PMC
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0,0 до +999000,0)
Данный параметр задает нижний предел рабочей подачи (величина FL) для экспоненциального ускорения/замедления при рабочей постоянной подаче на каждой оси при управлении осями PMC.
ПРИМЕЧАНИЕ
1 Если выполняется любое из приведенных ниже условий, используется уставка параметра № 1623.
- В данном параметре задан 0.
- Активен опережающий просмотр упреждения.
2 Всегда задавайте 0 в этом параметре и параметре № 1623 на всех осях, за исключением особых случаев. Если задано значение, отличное от 0, нельзя получить правильные линейные или круглые фигуры.
8032
Скорость подачи для расчета ускорения/замедления, если скорость подачи задается при управлении осями PMC
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Единица данных] мин-1 [Действительный диапазон данных] от 0 до 32767
Если скорость подачи задается при управлении осями PMC, ускорение/замедление можно задать для данного параметра или параметра № 8028. Если данный параметр равен 0, значение принимается равным 1000 [мин-1]. Если параметру № 8028 задан 0, то функция ускорения/замедления для ввода скорости подачи отключается.
8040
Величина смещения за один оборот сервопривода дискретности задания перемещений, если при управлении осями PMC выполняется управление скоростью
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] мм, дюйм, градус (единица станка) [Действительный диапазон данных] от 1 до 99999999
Задает величину смещения за один оборот сервопривода дискретности задания перемещений, если при управлении осями PMC выполняется управление скоростью.
Данный параметр доступен, если команда скорости управления осями PMC использует формат ввода FS16 (бит 2 (VCP) параметра № 8007 равен 1) и выполняется контроль позиционирования (бит 4 (EVP) параметра № 8005 равен 1).
![]()