< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
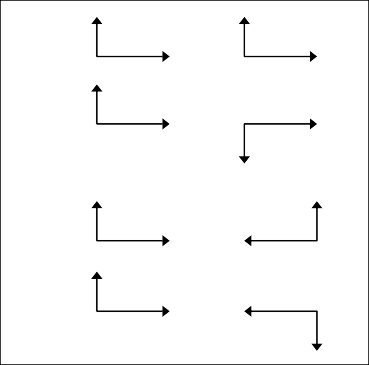
<1> Если параметр № 8158 установлен на 0
+X Резцедержатель +Z | <2> Если параметр № 8158
установлен на 1 +X Резцедержатель +Z |
<3> Если параметр № 8158 установлен на 2
+Z Резцедержатель +X | <4> Если параметр № 8158
установлен на 3 +Z Резцедержатель +X |
4.58 ПАРАМЕТРЫ СИНХРОННОГО, КОМПЛЕКСНОГО И СОВМЕЩЕННОГО УПРАВЛЕНИЯ (2 ИЗ 2)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
NRS | SPE | NCS | AXS |
8160
NRS | SPE | NCS | AXS |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№4 AXS Если выводятся сигналы перемещения оси с MV1 по MV8<Fn102> или сигналы направления перемещения оси с MVD1 по MVD8<Fn106> ведомой оси в совмещенном управлении:
0: Вывод состояния выполняется в соответствии с добавлением импульсов перемещения совмещенного управления.
1: Вывод состояния выполняется в соответствии с перемещением по каждой оси вместо импульсов совмещенного управления.
№5 NCS Если выдается аварийный сигнал перебега на оси при синхронном, комплексном или совмещенном управлении, то синхронное, комплексное или совмещенное управление:
0: Отключается.
1: Не отключается.
ПРИМЕЧАНИЕ
Если данный параметр равен 1 на любой траектории группы станков, значение принимается равным 1 на всех траекториях.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№6 SPE Отклонение синхронизации соответствует:
0: Разнице между погрешностью позиционирования ведущей оси и ведомой оси.
1: Разнице между погрешностью позиционирования ведущей оси и ведомой оси и задержке ускорения/замедления.
ПРИМЕЧАНИЕ
1 Если для ведущей и ведомой оси используются разные постоянные времени ускорения/замедления, задайте 1.
2 SPE является действительным, если бит 1 (SERx) параметра
№ 8162 установлен на 1. Бит SPE используется для нахождения отклонения синхронизации для сравнения с параметром № 8181.
№7 NRS При выполнении сброса системы синхронное, комплексное или совмещенное управление:
0: Отключается.
1: Не отключается.
№7 №6 №5 №4 №3 №2 №1 №0
NSR | CRZ | NMR |
8161
NSR | CRZ | NMR |
[Тип ввода] Ввод параметров [Тип данных] Бит
№0 NMR Если ось при комплексном управлении переходит в состояние отключения сервопривода:
0: Комплексное управление останавливается
1: Комплексное управление не останавливается при условии, что бит 0 (FUPx) параметра № 1819 равен 1, что отключает слежение на оси.
№5 CRZ Если состояние сигнала комплексного управления переключается в комплексное управление на двух осях в контурном управлении Cs, то состояние настройки исходной позиции двух осей при комплексном управлении:
0: Сохраняется. (Настроенное состояние не принимается.) 1: Принимается ненастроенным.
№7 NSR Если отключение сервопривода выполняется на оси с синхронным управлением:
0: Синхронное управление отменяется.
1: Синхронное управление не отменяется, если операция слежения отключена на оси (бит 0 (FUPx) параметра № 1819 равен 1).
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
MUMx | MCDx | MPSx | MPMx | OMRx | PKUx | SERx | SMRx |
8162
MUMx | MCDx | MPSx | MPMx | OMRx | PKUx | SERx | SMRx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 SMRx Синхронное управление зеркальной обработкой:
0: Не применяется. (Ведущая и ведомая ось перемещаются в одном направлении.)
1: Применяется. (Ведущая и ведомая ось перемещаются в противоположных направлениях.)
№1 SERx Отклонение синхронизации:
0: Не регистрируется.
1: Регистрируется.
ПРИМЕЧАНИЕ
Если ведущая и ведомая оси перемещаются в синхронизации, то выполняется сравнение погрешностей позиционирования соответствующих осей. Если разница больше или равна значению, заданному в параметре № 8181, выдается аварийный сигнал. Если какая-либо из осей находится в состоянии временной остановки или блокировки станка, отклонение синхронизации не регистрируется.
№2 PKUx В состоянии временной остановки:
0: Абсолютные координаты, относительные координаты и координаты станка не обновляются.
1: Абсолютные и относительные координаты обновляются.
Координаты станка не обновляются.
ПРИМЕЧАНИЕ
1 На оси, для которой задана интерполяция в полярных координатах, задайте данному параметру 1. Если данный параметр равен 0, может произойти смещение координат, если выполняется покадровый останов или останов подачи в режиме интерполяции в полярных координатах.
2 На оси, заданной одновременно как синхронная ведущая ось и синхронная ведомая ось (бит 1 (SYWx) параметра № 8167), задайте данному параметру значение 1.
3 На оси, указанной в режиме преобразования трехмерных координат, задайте данному параметру значение 1. Если данный параметр равен 0, выдается аварийный сигнал PS0367 3-D CONV. WAS COMMANDED IN SYNC MODE AS THE PARAMETER PKUx(NO.8162#2) IS 0.
4 При вводе команды G53 при временной остановке на ведущей оси задайте данному параметру 1.
№3 OMRx Совмещенное управление зеркальной обработкой:
0: Не применяется. (Добавляется совмещенный импульс.)
1: Применяется. (Добавляется инвертированный совмещенный импульс.)
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№4 MPMx При запуске комплексного управления система координат заготовки:
0: Не задается автоматически. 1: Задается автоматически.
ПРИМЕЧАНИЕ
Если система координат заготовки задается автоматически при запуске комплексного управления, она рассчитывается исходя из следующего: Текущие координаты станка и координаты заготовки в исходной точке на каждой оси (параметр № 8184). Если используется система координат заготовки (с G54 по G59, включая дополнительные системы координат заготовки), то вместо значения координат, полученного с помощью вышеуказанного расчета, задается значение координат заготовки, полученное с помощью предварительной настройки системы координат заготовки (соответствует G92.1 IP 0) в системе координат станка на другой оси при комплексном управлении.
№5 MPSx При завершении комплексного управления система координат заготовки:
0: Не задается автоматически. 1: Задается автоматически.
ПРИМЕЧАНИЕ
Если система координат заготовки задается автоматически при завершении комплексного управления, она рассчитывается исходя из следующего: Текущие координаты станка и координаты заготовки в исходной точке на каждой оси при комплексном управлении (параметр № 1250).
Если используется система координат заготовки (с G54 по G59, включая дополнительные системы координат заготовки), то вместо значения координат, полученного с помощью вышеуказанного расчета, задается значение координат заготовки, полученное с помощью предварительной настройки системы координат заготовки (соответствует G92.1 IP 0) в системе координат станка на местной оси.
№6 MCDx У осей, взаимозаменяемых при комплексном управлении, системы координат расположены:
0: В одном направлении. Применяется простое комплексное управление. (Перемещение выполняется в одном направлении по соответствующей оси.)
1: В противоположных направлениях. Применяется зеркальное комплексное управление. (Перемещение выполняется в обратном направлении по соответствующей оси.)
![]()
X1
X1
X1
X2
X2
X2
MCDz MCDx
0 0
MCDz MCDx
0 0
MCDz MCDx
0 0
Z1
Z1
Z1
Z2
Z2
Z2
X1
X1
X1
MCDz MCDx
0 1
MCDz MCDx
0 1
MCDz MCDx
0 1
Z1
Z1
Z1
Z2
Z2
Z2
X2
X2
X2
X1
X1
X1
X2
X2
X2
MCDz MCDx
1 0
MCDz MCDx
1 0
MCDz MCDx
1 0
Z1
Z1
Z1
Z2
Z2
Z2
X1
X1
X1
MCDz MCDx
1 1
MCDz MCDx
1 1
MCDz MCDx
1 1
Z1
Z1
Z1
Z2
Z2
Z2
X2
X2
X2
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 MUMx При комплексном управлении команду перемещения оси: 0: Можно задать.
1: Нельзя задать.
ПРИМЕЧАНИЕ
При выполнении команды перемещения по оси, у которой бит MUMx равен 1 при смешанном управлении, выдается аварийный сигнал PS0353 «ДАНЫ УКАЗАНИЯ ДЛЯ ОСИ, НЕ ИМЕЮЩЕЙ ВОЗМОЖНОСТИ ПЕРЕМЕЩЕНИЯ». Например,
при комплексном управлении осью X1 и осью X2 необходимо отключить команду оси X2 (привод оси X1); присвойте биту MUMx на траектории 2 значение 1.
№7 №6 №5 №4 №3 №2 №1 №0
NUMx | MMIx | SMIx | SCDx | SCMx | SPSx | SPMx |
8163
NUMx | MMIx | SMIx | SCDx | SCMx | SPSx | SPMx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№1 SPMx При запуске синхронного управления автоматическая настройка системы координат заготовки на ведущей оси:
0: Не выполняется.
1: Выполняется.
ПРИМЕЧАНИЕ
Если система координат заготовки настраивается автоматически при запуске синхронного управления, то система координат заготовки рассчитывается на основании текущих координат станка и заготовки на каждой оси в исходной позиции, заданной в параметре № 8185.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№2 SPSx При завершении синхронного управления автоматическая настройка системы координат заготовки на ведущей оси:
0: Не выполняется
1: Выполняется.
ПРИМЕЧАНИЕ
Если система координат заготовки настраивается автоматически при завершении синхронного управления, то система координат заготовки рассчитывается на основании текущих координат станка и заготовки на каждой оси в исходной позиции, заданной в параметре № 1250.
№3 SCMx Если координаты заготовки рассчитываются при синхронном управлении:
0: Координаты заготовки рассчитываются на основании координат станка ведомой оси.
1: Координаты заготовки рассчитываются на основании координат станка ведущей и ведомой оси.
№4 SCDx Положительные (+) направления ведущей и ведомой оси в системе координат при синхронном управлении:
0: Идентичны.
1: Противоположны.
Задайте параметры SPMx, SPSx, SCMx и SCDx для ведущей оси. Данные установки являются исходными при автоматической настройке координат заготовки для ведущей оси при запуске синхронного управления.
№5 SMIx При синхронном управлении величина ручного прерывания штурвалом на ведущей оси или в режиме зеркальной обработки: 0: Отражается на ведомой оси.
1: Не отражается на ведомой оси.
Если этот бит (SMIx) равен 0. Ручное прерывание штурвалом:
К расстоянию перемещения вдоль ведомой оси также добавляется величина прерывания ведущей оси.
Зеркальная обработка:
Если применяется зеркальная обработка на ведущей оси, то зеркальная обработка также применяется и на ведомой оси.
Если этот бит (SMIx) равен 1. Ручное прерывание штурвалом:
К расстоянию перемещения вдоль ведомой оси величина прерывания ведущей оси не добавляется.
Зеркальная обработка:
Даже если применяется зеркальная обработка на ведущей оси, то зеркальная обработка не применяется на ведомой оси.
№6 MMIx На оси с комплексным управлением ручное прерывание штурвалом:
0: Вкл.
1: Откл.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 NUMx Если ни синхронное управление, ни комплексное управление не используются, команда перемещения оси:
0: Не откл.
1: Откл.
ПРИМЕЧАНИЕ
Если команда перемещения задана для оси, у которой бит NUMx равен 1, если не используется ни синхронное управление, ни комплексное управление, выдается аварийный сигнал PS0353 «ДАНЫ УКАЗАНИЯ ДЛЯ ОСИ, НЕ ИМЕЮЩЕЙ ВОЗМОЖНОСТИ ПЕРЕМЕЩЕНИЯ».
№7 №6 №5 №4 №3 №2 №1 №0
SOKx | OPSx | MCEx | MCSx | MWEx | MWSx | ||
SOKx | OPSx | MCEx | MCSx |
8164
SOKx | OPSx | MCEx | MCSx | MWEx | MWSx | ||
SOKx | OPSx | MCEx | MCSx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 MWSx При автоматической настройке системы координат заготовки, выполняемой при запуске контроля кинематической погрешности, смещение заготовки и коррекция положения:
0: Не учитывается.
1: Учитывается.
ПРИМЕЧАНИЕ
Если бит 4 (MPMx) параметра № 8162 равен 1 и система координат заготовки (с G54 по G59, включая дополнительную систему координат заготовки) не используется, то MWSx включается.
№1 MWEx При автоматической настройке системы координат заготовки, выполняемой при отмене комплексного управления, смещение заготовки и коррекция положения:
0: Не учитывается.
1: Учитывается.
ПРИМЕЧАНИЕ
Если бит 5 (MPSx) параметра № 8162 равен 1 и система координат заготовки (с G54 по G59, включая дополнительную систему координат заготовки) не используется, то MPSx включается.
№2 MCSx Система координат заготовки, выбранная автоматически при запуске комплексного управления, соответствует:
0: Системе координат станка на другой траектории комплексного управления, заданной в параметре № 8184.
1: Абсолютной системе координат на другой траектории комплексного управления.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Если бит 4 (MPMx) параметра № 8162 равен 1 и система координат заготовки (с G54 по G59, включая дополнительную систему координат заготовки) не используется, то MCSx включается.
№3 MCEx Система координат заготовки, выбранная автоматически при останове комплексного управления, соответствует:
0: Системе координат станка на другой траектории комплексного управления, заданной в параметре № 1250.
1: Абсолютной системе координат на другой траектории комплексного управления.
ПРИМЕЧАНИЕ
Если бит 5 (MPSx) параметра № 8162 равен 1 и система координат заготовки (с G54 по G59, включая дополнительную систему координат заготовки) не используется, то MCEx включается.
№5 OPSx При отмене совмещенного управления, управление, при котором величина перемещения вдоль ведущей оси с совмещенным управлением, добавляется к системе координат заготовки ведомой оси:
0: Не применяется.
1: Применяется.
ПРИМЕЧАНИЕ
Если бит 0 (NWZ) параметра № 8136 равен 0, то выполняется предварительная настройка системы координат заготовки (аналогично G92.1IP0) для настройки системы координат.
№6 SOKx Если ведущая ось с совмещенным управлением также используется для синхронного управления:
0: Выдается аварийный сигнал, если совмещенное управление запускается во время синхронного управления.
1: Аварийный сигнал не выдается, если совмещенное управление запускается во время синхронного управления.
№7 №6 №5 №4 №3 №2 №1 №0
SMT |
8165
SMT |
[Тип ввода] Ввод параметров [Тип данных] Бит
№4 SMT При комплексном управлении осей контурного управления Cs пропуск ограничения крутящего момента:
0: Откл.
1: Вкл.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№7 №6 №5 №4 №3 №2 №1 №0
MIX |
8166
MIX |
[Тип ввода] Ввод параметров [Тип данных] Бит
ПРИМЕЧАНИЕ
При настройке данного параметра отключите питание, прежде чем продолжить работу.
№1 MIX При комплексном управлении:
0: Используется интерфейс для трех или более траекторий. В этом случае задайте сигналы выбора оси комплексного управления от MIX1 до MIX8 <от Gn128.0 до Gn128.7> на оси, для которой задается комплексное управление, изменив значение параметра № 8183 с 0 на1 или с 1 на 0.
1: Используется обычный интерфейс на 2 траектории. (Комплексное управление для трех или более траекторий отключается.) В этом случае настройте параметр № 8183 для траектории 2 и используйте сигнал выбора оси с комплексным управлением от MIX1 до MIX8 для траектории 1.
№7 №6 №5 №4 №3 №2 №1 №0
SPVx | SWSx | SWMx | SGSx | SGMx | SYWx | ||
SPVx | SYWx |
8167
SPVx | SWSx | SWMx | SGSx | SGMx | SYWx | ||
SPVx | SYWx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№1 SYWx Данная ось:
0: Не используется в качестве ведущей и ведомой оси одновременно.
1: Используется в качестве ведущей и ведомой оси одновременно.
№2 SGMx При автоматической настройке системы координат заготовки при запуске синхронного управления коррекция на инструмент:
0: Учитывается.
1: Не учитывается.
ПРИМЕЧАНИЕ
SGMx активируется, если бит 1 (SPMx) параметра № 8163 равен 1.
№3 SGSx При автоматической настройке системы координат заготовки при завершении синхронного управления коррекция на инструмент: 0: Учитывается.
1: Не учитывается.
ПРИМЕЧАНИЕ
SGSx активируется, если бит 2 (SPSx) параметра № 8163 или бит 6 (SPVx) параметра№ 8167 равны 1.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№4 SWMx При автоматической настройке системы координат заготовки при запуске синхронного управления смещение заготовки:
0: Не учитывается.
1: Учитывается.
ПРИМЕЧАНИЕ
SWMx активируется, если бит 1 (SPMx) параметра № 8163 равен 1.
№5 SWSx При автоматической настройке системы координат заготовки при завершении синхронного управления смещение заготовки:
0: Не учитывается.
1: Учитывается.
ПРИМЕЧАНИЕ
SWSx активируется, если бит 2 (SPSx) параметра № 8163 или бит 6 (SPVx) параметра№ 8167 равны 1.
№6 SPVx При завершении синхронного управления автоматическая настройки системы координат заготовки для ведомой оси:
0: Не выполняется
1: Выполняется.
ПРИМЕЧАНИЕ
Если система координат заготовки настраивается автоматически при завершении синхронного управления, то система координат заготовки рассчитывается на основании текущих координат станка и заготовки на каждой оси в исходной позиции, заданной в параметре № 1250.
№7 №6 №5 №4 №3 №2 №1 №0
WST | MWR | SVF | MSO | MPA |
8168
WST | MWR | SVF | MSO | MPA |
[Тип ввода] Ввод параметров [Тип данных] Бит
№0 MPA Если выдается аварийный сигнал, относящийся к синхронному управлению, составному управлению или совмещенному управлению:
0: Все траектории группы станков, к которой относится траектория с аварийным сигналом, переводятся в состояние останова подачи.
1: В состояние останова подачи переводится только траектория с осью синхронного управления, комплексного управления или совмещенного управления.
№1 MSO Если одно из следующих событий происходит при синхронном управлении, комплексном управлении или совмещенном управлении:
Сигнал аварийного останова *ESP <Gn008.4> отключается.
Сигналы отключения сервоприводов с SVF1 по SVF8 <с Gn126.0 по Gn126.7> включаются.
Выдается аварийный сигнал сервопривода.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
0: Режим синхронного, комплексного или совмещенного управления отменяется и операция слежения не выполняется. Для выполнения операции при включенном сигнале отключения сервопривода используется настройка бита 7 (NSR) параметра № 8161 при синхронном управлении или настройка бита 0 (NMR) параметра№ 8161 при комплексном управлении.
1: Режим синхронного, комплексного или совмещенного управления не отменяется. Выполняется следующая операция для выполнения операции слежения:
Если сигнал аварийного останова *ESP выключен, то определяется соответствующая траектория и выполняется операция, чтобы сигнал аварийного останова *ESP виртуально отключился на определенной траектории.
Если сигналы отключения сервопривода с SVF1 по SVF8 включены, то определяется соответствующая ось и выполняется операция, чтобы сигналы отключения сервопривода с SVF1 по SVF8 виртуально включились на определенной оси.
Если выдается аварийный сигнал сервопривода, то определяется соответствующая ось и выдается аварийный сигнал SV0003 «СИНХРОН/КОМБИНИР/НАЛОЖЕНИЕ РЕЖИМА УПРАВЛ. НЕ МОЖЕТ БЫТЬ ПРОДОЛЖЕНО»
на определенной оси для остановки перемещения инструмента по этой оси. Если бит 2 (SVF) параметра№ 8168 равен 1, то в данном способе отключения сервопривода используется настройка SVF.
ПРИМЕЧАНИЕ
1 Данная настройка действительна также во время работы. На всех осях с синхронным, комплексным или совмещенным управлением сигнал аварийного останова отключается, сигнал отключения сервопривода включается или выдается аварийный сигнал сервопривода.
2 Если включается сигнал отключения сервопривода, в совмещенном управлении срабатывает аварийный сигнал DS1933 «ВОЗВР.Т.ОТСЧЕТА(SYNC:MIX:OVL)».
После отключения аварийного сигнала выполните ручной возврат в исходную позицию.
№2 SVF Если ось при комплексном управлении находится в состоянии отключенного сервопривода:
0: Комплексное управление отменяется.
1: Комплексное управление не отменяется.
Ввод слежения соответствует настройке бита 0 (FUPx) параметра
№ 1819.
Если бит 2 (SVF) параметра № 8168 равен 1, то бит 0 (NMR) параметра № 8161 недействителен. Бит 1 (MSO) параметра№ 8168, ввод отключения сервопривода, также недействителен.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
Если ось с комплексным управлением переводится в состояние отключения сервопривода при останове, то задайте данному параметру значение 1.
№4 MWR При запуске или завершении синхронного управления, комплексного управления или совмещенного управления и автоматической настройке системы координат заготовки номер коррекции на инструмент:
0: Отменяется.
1: Не отменяется.
ПРИМЕЧАНИЕ
Этот параметр действителен, если бит 0 (NWZ) параметра
№ 8136 равен 0.
№6 WST Если система координат заготовки настраивается автоматически для ведомой оси при завершении синхронного управления, то предварительная настройка системы координат заготовки:
0: Не выполняется
1: Выполняется.
ПРИМЕЧАНИЕ
Данный параметр действителен, если бит 0 (NWZ) параметра
№ 8136 равен 0, а бит 6 (SPV) параметра№ 8167 равен 1.
№7 №6 №5 №4 №3 №2 №1 №0
SESx | MRFx | MVMx | MDMx |
8169
SESx | MRFx | MVMx | MDMx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 MDMx В качестве системы координат станка при комплексном управлении:
0: Отображаются координаты местной траектории. 1: Отображаются координаты другой траектории с
комплексным управлением.
№1 MVMx При комплексном управлении считываемая система координат станка (№ 5021 и выше) соответствует:
0: Локальной траектории:
1: Другой траектории контроля кинематической погрешности.
№2 MRFx При комплексном управлении скоростью ускоренного перемещения является:
0: Скорость ускоренного перемещения заданной оси.
1: Скорость ускоренного перемещения оси, по которой выполняется перемещение.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
№6 SESx Если погрешность синхронизации нарушает диапазон допусков (заданный параметром № 8181):
0: Срабатывает аварийный сигнал SV0407
«ИЗБЫТ.ОШИБКА».
1: Аварийный сигнал не выдается. Вместо него выдается сигнал о чрезмерно высокой погрешности синхронизации SEO<Fn559>.
SESx является действительным, если бит 1 (SERx) параметра
№ 8162 равен 1. Задайте значение данного параметра ведомой оси.
8180
Ведущая ось, используемая для синхронизации при синхронном управлении
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Действительный диапазон данных] 01, 102, 103, . . , (номер траектории)*100+(относительный номер
оси на траектории) (101, 102, 103, . . . , 201, 202, 203, . . . , 1001,
1002, 1003, . . .)
Данный параметр задает номер оси и относительный номер ведущей оси, используемый в траектории, с помощью которого синхронизируется каждая ось. Если задан нуль, ось не становится ведомой осью и не синхронизируется с другой осью. Если задан одинаковый номер для двух или более параметрах, одной ведущей оси присваивается две или более ведомых оси.
8181
Предел погрешности синхронизации для каждой оси
[Тип ввода] Ввод параметров [Тип данных] Двойное слово оси
[Единица данных] Единица обнаружения [Действительный диапазон данных] от 0 до 99999999
При обнаружении отклонения синхронизации (бит 1 (SERx) параметра № 8162 равен 1) данный параметр задает предел разницы между погрешностью позиционирования ведомой и ведущей осей. Задайте этот параметр для ведомой оси.
8183
Ось комплексного управления другой траектории при комплексном управлении каждой осью
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Действительный диапазон данных] 01, 102, 103, . . , (номер траектории)*100+(относительный номер
оси на траектории) (101, 102, 103, . . . , 201, 202, 203, . . . , 1001,
1002, 1003, . . .)
Данный параметр определяет оси, используемые при комплексном управлении. Если задан ноль, комплексное управление осью не выполняется. Можно задать идентичный номер двум или более параметрам, но комплексное управление нельзя выполнять на них одновременно.
ПРИМЕЧАНИЕ
Если используется интерфейс с двумя траекториями (бит 1 (MIX) параметра № 8166 равен 1), настройте этот параметр для контура 2.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
8184
Координаты исходной точки оси в системе координат другой оси с комплексным управлением
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] мм, дюйм, градус (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает координаты исходной точки оси в системе координат другой оси с комплексным управлением.
X1m
X1m
X1m
Z2m
Z2m
Z2m
Z1m
Z1m
Z1m
Исходное положение пути 1
Исходное положение пути 1
Исходное положение пути 1
X1
X1
X1
X2m
X2m
X2m
Нулевая точка системы координат заготовки для пути 2
Нулевая точка системы координат заготовки для пути 2
Нулевая точка системы координат заготовки для пути 2
Нулевая точка системы координат заготовки для пути 1
Нулевая точка системы координат заготовки для пути 1
Нулевая точка системы координат заготовки для пути 1
Z1 Z2
Z1 Z2
Z1 Z2
X1m
X1m
X1m
X2
X2
X2
Исходное положение пути 2
Исходное положение пути 2
Исходное положение пути 2
Z1m
Z1m
Z1m
Z2m
Z2m
Z2m
X2m
X2m
X2m
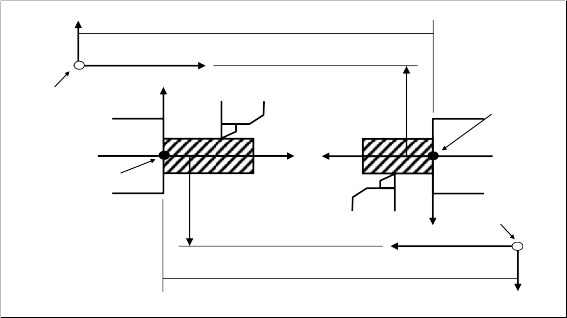
[Пример] Выполнение комплексного управления для замены оси X1 на ось X2
Координатами исходной точки на траектории 2 в системе координат заготовки на траектории 1 являются (X1m, Z1m). Координатами исходной точки на траектории 1 в системе координат заготовки на траектории 2 являются (X2m, Z2m).
Параметру № 8184x на траектории 1 задается X1m, а параметру
№8184x на траектории 2задается X2m.
Если бит 4 (MPMx) параметра № 8162 равен 1 при запуске комплексного управления, то задается система координат заготовки, соответствующая следующим условиям:
X1 = (значение, заданное для оси X траектории 1) (координата станка X2)
Плюс, если бит 6 (MCDx) параметра № 8162 траектории 1 равен 0
Минус, если бит 6 (MCDx) параметра № 8162 траектории 1 равен 1
X2 = (значение, заданное для оси X траектории 2) (координата станка X1)
Плюс, если бит 6 (MCDx) параметра № 8162 траектории 2 равен 0
Минус, если бит 6 (MCDx) параметра № 8162 траектории 2 равен 1
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Если бит 5 (MPSx) параметра № 8162 равен 1 при завершении комплексного управления, то задается система координат заготовки, соответствующая следующим условиям:
X1 = (параметр № 1250 траектории 1) + (координата станка X1) X2 = (параметр № 1250 траектории 2) + (координата станка X2)
ПРИМЕЧАНИЕ
Данный параметр действителен, если бит 4 (MPMx) параметра
№ 8162 равен 1 и системы координат заготовки (с G54 по G59, включая дополнительные системы координат заготовки) не используются.
8185
Координаты заготовки на каждой оси в исходной позиции
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] мм, дюйм, градус (единица ввода)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задается координаты заготовки на каждой ведущей оси с синхронным управлением, если ведущая и ведомая ось находятся в исходной позиции. Данный параметр активируется, если бит 1 (SPMx) параметра № 8163 равен 1. Задайте этот параметр для ведущей оси.
8186
Ведущая ось при совмещенном управлении
[Тип ввода] Ввод параметров [Тип данных] Слово оси
[Действительный диапазон данных] 01, 102, 103, . . , (номер траектории)*100+(относительный номер
оси на траектории) (101, 102, 103, . . . , 201, 202, 203, . . . , 1001,
1002, 1003, . . .)
Данный параметр задает номер траектории и относительный номер оси ведущей оси, используемый в траектории, при совмещенном управлении для каждой оси, если выполняется совмещенное управление. Если задан нуль, ось не становится ведомой осью при совмещенном управлении, и импульс перемещения другой оси не накладывается.
Можно задать идентичный номер двум или более параметрам для одновременного выполнения совмещенного управления. Это означает, что допускается выполнять совмещенное управление с одной ведущей осью и несколькими ведомыми осями.
Ведомая ось может выступать в качестве ведущей для другой оси, что позволяет реализовать три генерации совмещенного управления: порождающий элемент (ведущая ось) – младший элемент (ведомая ось / ведущая ось) – младший на два уровня элемент (ведомая ось).
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
В этом случае перемещение по младшему элементу производится согласно расстоянию его перемещения плюс расстояние перемещения порождающего элемента, а перемещение по младшему на два уровня элемента производится согласно расстоянию его перемещения плюс расстояние перемещения порождающего элемента.
Пример взаимосвязи порождающего элемента (X1 траектории 1) – младшего элемента (X2 траектории 2) – младшего на два уровня элемента (X3 траектории 3):
Расстояние перемещения X1 накладывается на X2, а расстояния перемещения X1 и X2 накладываются далее на X3.
Параметр № 8186 (ось X) траектории 2 = 101
Параметр № 8186 (ось X) траектории 3 = 201
8190
Скорость ускоренного перемещения по оси с совмещенным управлением
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0 до +999000,0)
Задает скорость ускоренного перемещения на каждой оси, если коррекция ускоренного перемещения осей (ведущей и ведомой оси) при совмещенном управлении равно 100%. Используется скорость ручного ускоренного перемещения, заданная в этом параметре, или скорость ручного ускоренного перемещения, заданная в параметре № 1424, в зависимости оттого, что меньше. Если данный параметр равен 0, то используется стандартная величина ускоренного перемещения (параметр № 1420).
8191
Скорость F0 коррекции ускоренного перемещения на оси с совмещенным управлением
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений используемых осей
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
(в системе приращений IS-B от 0 до +999000,0)
Задает скорость F0 коррекции ускоренного перемещения на оси с совмещенным управлением (все ведущие и ведомые оси).
Если данный параметр равен 0, то используется стандартная скорость F0 коррекции ускоренного перемещения
(параметр № 1421).
![]()