< Назад | Содержимое | Далее >
5.6. Инструкция по работе с панелью управления
1. Питание включено Функция: включение станка Инструкция: 1. После включения в сеть загорается данная кнопка. 2. После включения на мониторе отображается стартовый экран. |
|
1. Питание выключено Функция: выключение станка. Инструкция: 1. После нажатия данной кнопки, загорается индикатор. 2. Перед выключением пользователь должен сначала нажать кнопку аварийной остановки. |
|
2. Кнопка аварийной остановки Функция: используется перед выключением станка или в любой чрезвычайной ситуации. Инструкция: 1. После включения питания поверните кнопку аварийной остановки по часовой стрелке. 2. В любой чрезвычайной ситуации немедленно нажмите эту кнопку, это приведет к немедленному отключению всех сервосистем. |
|
3. Защитный ключ от изменения программы. Функция: для защиты программы от внесения изменений Инструкция: 1. Если он выключен, программы можно изменить 2. Если включен, программа не может быть изменена |
|
4. Начало цикла (CYCLE START) Функция: начинает программу обработки на токарном станке. Инструкции: 1. Работает в режиме AUTO и MIDI. 2. В аварийном режиме не работает. |
|


5. Остановка подачи Функция: для остановки программы. 1. При нажатии во время токарной обработки прекращает обработку и возобновляет после повторного нажатия кнопки «начало цикла». 2. Если нажать кнопку не во время работы, ничего не произойдет. | |
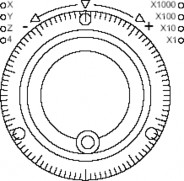
6. Исходное положение Функция: после того, как ЧПУ приведено в состояние готовности, на дисплее возникнет предупреждение о том, что все оси находятся не в исходном положении. С помощью данной кнопки можно вернуть все оси в исходное положение. Инструкция: 1. Нажать 1 раз: активировать (загорается лампочка) 2. Нажмите клавишу управления осью (Х+, Z+, 4+), и инструментальный блок вернется в исходное положение. | |
6. Ручной механизм MPG (импульсный генератор) Функция: необходим для перемещения инструментального блока вручную. Инструкция: 1. Нажмите один раз: активировать (загорается лампочка); можно выбрать ось X, Y, Z или 4 путем повторного нажатия данной кнопки. 2. Вращайте маховик вручную, чтобы переместить инструментальный блок. 3. Величина перемещения может быть достигнута при помощи переключения MPG INCJOG (*1, * 10, *100, *1000). (Единица: |
|
Режим AUTO Функция: работа с программой NC. 1. Нажмите 1 раз: активировать (загорается лампочка). 2. Может использоваться только в том случае, если все оси находятся в исходной позиции. 3. Нажмите «CYCLE START» для начала работы с программой NC. |
|
Ручной режим (быстрая подача) Функция: Ручное перемещение инструментального блока. Инструкция: 1. Нажмите один раз: активировать (загорится лампочка). 2. Нажмите клавишу управления осью (Х+, Х-, Z+,Z-, 4+, 4-) для того, чтобы переместить |
|
инструментальный блок вручную. 3. Величина перемещения может быть настроена переключением скорости подачи.
( ) | |
Ручной режим (инкрементная подача): 1.Нажмите один раз: активировать (загорится лампочка). 2. Нажмите клавишу управления осью (Х+, Х-, Z+,Z-, 4+, 4-) для того, чтобы переместить инструментальный блок вручную. 3. Величина перемещения может быть достигнута при помощи переключения MPG INCJOG (*1, * 10, *100, *1000). (Единица: |
|
Режим MDI Данный режим используется для проверки текущей покадровой программы путем введения нескольких команд, не запуская файл NC. 1. Нажмите один раз: активировать (загорится лампочка). 2. Может быть использован только в том случае, когда каждая ось находится в исходном положении. 3. Выберите «MONITOR» в главном меню, затем нажмите «MDI Input». Появится окно, в которое нужно ввести программу моноблока. 4. Нажмите «CYCLE START», чтобы проверить моноблок. |
|
Моделирование MPG Функция: проверка программы NC. Скорость подачи кода G00, G01, G02, G03 зависит от скорости вращения ручного маховика MPG. Во время вращения по часовой стрелке программа будет постоянно переходить к следующему файлу. Если против часовой, то к предыдущему. Чем быстрее вращается MPG, тем выше скорость обточки. Инструкция: 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. В режиме AUTO эта функция доступна автоматически. Если нажать кнопку еще раз, то функция отменится. После выхода из режима AUTO эта функция будет также отключена. |
|
Один блок Функция: после нажатия клавиши «CYCLE START» файл NC остановится в том месте, в котором происходит обработка. Нужно нажать кнопку «CYCLE START» еще раз, и запустится новый блок программы. Инструкция: 1. нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка выключится). 2. Данный механизм хорош для проверки программы NC и для настройки станка. 3. Доступно только в режиме «AUTO» или «MDI». |
|
Пропуск Функция: после нажатия кнопки «CYCLE START», если ЧПУ обнаруживает значок «/» в строке программы, оно пропускает данную строку и переходит к следующей. Инструкция: 1. Нажмите один раз: активировать (загорится лампочка); нажмите еще раз: отменить (лампочка потухнет). 2. Индикатор загорится после того, как станок приведен в состояние готовности. Данная функция может работать с подпрограммой автоподачи прутков (нажмите еще раз, чтобы отменить). |
|
11. Остановка по выбору После «Начала цикла», когда ЧПУ обнаруживает код М01, станок остановится. Если повторно нажать кнопку «Начало цикла», станок продолжит обработку. Инструкция: 1. Нажмите 1 раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка потухнет). 2. Используется для замены инструмента и осмотра частей станка. 3. Возможно использование только в режиме “AUTO”или”MDI”. |
|
Патрон вкл/выкл. Функция: контролирование силы сдавливания патрона, чтобы он крепко держал заготовку или пруток. 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка гаснет). 2. Контроль силы зажима может также осуществляться с помощью кода М программы. Включить (М10)/выключить (М11). 3. Функция недоступна в режиме «AUTO». |
|
Вращение шпинделя по часовой стрелке 1. Нажмите один раз: активировать (загорается лампочка), нажмите еще раз: отменить (лампочка гаснет). 2. Эта функция также контролируется кодом М в программе. Вращение по часовой стрелке (М03)/Остановка (М05). 3. Программа может контролировать скорость шпинделя, и скорость шпинделя может быть максимальной 4. Функция недоступна в режиме «AUTO». |
|
Вращение против часовой стрелки. 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. Эта функция также контролируется кодом М в программе. Вращение против часовой стрелки (М04)/остановка (М05). 3. Программа может контролировать скорость шпинделя, и скорость шпинделя может быть максимальной 4. Функция недоступна в режиме «AUTO». |
|
Быстрый ход Позволяет настроить процент быстроты хода (F0, 25%, 50%, 100%). 1. В режиме «AUTO» загорится данный индикатор, и можно выбрать повторным нажатием оси X, Y, Z или 4. 2. Значение по умолчанию равно 4:100% | |
Смазочно-охлаждающая эмульсия: подать/ остановить Функция: этот ключ управляет подачей смазочно- охлаждающей эмульсии. Загорится встроенный индикатор. 1. Нажмите 1 раз: активировать (загорается лампочка), нажмите еще раз: отменить (лампочка гаснет). 2. Может также контролироваться кодом М программы. Включить (М08)/выключить (М09). |
|
Автоматический улавливатель включен/выключен Функция: улавливатель позволяет автоматически подхватывать детали. (Если станок работает совместно с автоматическим конвейером частей, то последний включится после того, как заработает улавливатель, и он будет автоматически переправлять детали в зону конечных продуктов. Он выключится по окончании установленного времени. Временной промежуток |
|
может быть установлен по желанию пользователя в параметрах). 1. Нажмите 1 раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. Также данная функция может контролироваться кодом М программы. Включить (М42)/выключить (М43). 3. Цикл включения и выключения улавливателя частей по умолчанию 5 сек. | |
12. Подача воздуха вкл./выкл. Эта функция для чистки стружки или пыли с обрабатываемой детали. Она также нужна для снижения температуры в течение обработки 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. Также данная функция может контролироваться кодом М программы. Включить (М40)/выключить (М41). |
|
Автоматическое отключение питания (вкл/выкл). В режиме «AUTO», когда срабатывает сигнал тревоги или станок заканчивает обработку заготовки, и станок не используется, ЧПУ отсчитает время, которое установил пользователь, и автоматически выключится, когда отсчет будет завершен. 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. данная функция полезна для сбережения электроэнергии, когда станок не работает. 3. Время выключения по умолчанию 60 секунд (его можно изменять в параметрах пользователя. Единица времени задержки – 1 сек.) 4. Доступно только в режиме «AUTO». |
|
Фрезеровальное устройство 1 (боковое, вертикальное или переднее фрезерование) С помощью данной кнопки можно запустить вращение мотора фрезеровального устройства по часовой стрелке (не может вращаться против часовой стрелки или осуществлять обмотку лентой) 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. также данная функция может выполняться кодом М программы. Вкл (М14)/выкл (М15). 3. Недоступна в режиме «AUTO». |
|
Процент скорости фрезеровального устройства 1. Позволяет настраивать процент скорости фрезеровального устройства 1
В любом режиме позволяет настраивать процент скорости фрезеровального устройства 1
об/мин.) | |
Фрезеровальное устройство 2 (боковое, вертикальное или переднее фрезерование). С помощью данной кнопки можно запустить вращение мотора устройства по часовой стрелке (не может вращаться против часовой стрелки или осуществлять обмотку лентой). 1. Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). 2. также данная функция может выполняться кодом М программы. Вкл (М16)/выкл (М17). 3. Невозможно в режиме «AUTO». | |
Процент скорости фрезеровального устройства 2. Позволяет настраивать процент скорости
устройства В любом режиме позволяет настраивать процент
скорости устройства 2 об/мин.) |
|
Фрезеровальное устройство 3 (Боковое, вертикальное или переднее фрезерование). С помощью данной кнопки можно запустить вращение мотора устройства по часовой стрелке (может вращаться против часовой стрелки или осуществлять обмотку лентой). Нажмите один раз: активировать (загорается лампочка); нажмите еще раз: отменить (лампочка погаснет). Эта функция может также контролироваться кодом М программы. По часовой(М33), против часовой (М34), стоп (М35). 13. Скорость вращения контролируется программой, размах скорости от 0 до
4000об/мин. |
|
14. Недоступно в режиме «AUTO» 15. Эту функцию нужно активировать в «Mechanism Para.» | |
Вращение транспортера для удаления стружки по часовой стрелке вкл/выкл Нет такой функции |
|
Вращение транспортера для удаления стружки против часовой стрелки вкл/выкл Нет такой функции | |
Вкл./выкл. рабочую лампу Нет такой функции | |
Ключ осей Управление движением осей 1.В режиме «HOME» все оси возвращаются в исходное положение. 2. В «Ручном режиме (rapid jog)» каждая ось движется со скорость, установленной по умолчанию (5000 мм/мин), если удерживать кнопку, и останавливается, если кнопку отпустить. 3. В «ручном режиме (incremental JOG)» оси будут двигаться со скоростью по умолчанию
(Единица:
4. Невозможно в режиме «AUTO». |
|
Процент скорости подачи, MPG (incremental JOG) Для регулирования подачи от 0 до 150% или MPG,
INGJOG (Единица:
1. В MPG (incremental jog) cкорость
2. В MPG (rapid JOG) уровень скорости может быть выбран от 0 до 150%. На уровне 100% каждая ось может двигаться со скоростью 5000 мм/мин. 3. В режиме «AUTO» уровень скорости G01 может быть установлен на уровне от 0 до 150%; когда он равен 100%, значение F программы будет текущей скоростью. |

Ручной механизм MPG (импульсный генератор)\ Функция: может отрегулировать движение каждой оси для установки станка. В ручном режиме MPG можно выбрать X, Y, Z и 4 ось нажатием кнопки по порядку, обозначается лампочкой LED.
Скорость каждой оси может быть выбрана с использованием MPG incremental JOG *1000). Единица измерения: 1 ). Обозначается лампочкой LED |
|
Ускорение и замедление скорости шпинделя 1.В любом режиме может настроить скорость шпинделя от 50% до 120%. При 100% шпиндель будет вращаться с текущей входной величиной. 2. При rigid taping он вращается только на скорости 100%. |
|