< Назад | Содержимое | Далее >
Глава 7 Программы
7.1 . Описание позиций
Функция | Позиция | Описание |
Номер программы | О | Номер программы: Например: О: 2534 |
Серийный номер | N | Серийный номер Н- р.:N17, N0016 |
Функция подготовки | G | Команда режима функции Н-р.: G01, G94 |
Текстовые клавиши | X,Z,U,W | Координация движения Н-р.: X11,3, Z3,6, W 1,5 |
R | Радиус дуги Н-р. R 1,5 | |
C | Снятие фаски Н-р.: C1.0 | |
Выбор подачи | F | мм/мин. Н-р.: F100 (мм/мин.) |
мм/об. Н-р.: F0.03 (мм/об.) | ||
Команда шаг резьбы Н- р. :F1.0 (высота зубца = 1.0 мм) | ||
Функция шпинделя | S | Команда скорость вращения Н-р.: S1000 (Скорость вращения 1000 об/мин.) |
Функция инструмента | T | Команда номер инструмента и номер коррекции инструмента Н-р. : T1212 (Вызов инструмента 12 и коррекции 12) |
Вспомогательная функция | М | Функция контроля над станком вкл/выкл. Н-р. M08, M13 |
Пауза | P,X | Время паузы Н-р. :G04, P1000 (пауза 1 секунда) 0,5 сек.=P500=X0,5 |
Программа номер команды | P | Номер команды подпрограммы Н-р. : M89 P1984 |
7.2 . Список кодов G (по умолчанию тип А)
Тип А | Тип B | Тип С | Функция |
G00 | G00 | G00 | Позиционирование |
G01 | G01 | G01 | Линейная интерполяция |
G02 | G02 | G02 | Круговая интерполяция (по часовой стрелке) |
G03 | G03 | G03 | Круговая интерполяция (против часовой стрелки) |
G04 | G04 | G04 | Выстой |
G09 | G09 | G09 | Точная остановка |
G10 | G10 | G10 | Ввод программируемых данных |
G17 | G17 | G17 | XpYp выбор плоскости |
G18 | G18 | G18 | ZpXp выбор плоскости |
G19 | G19 | G19 | YpZp выбор плоскости |
G90 | G77 | G20 | Цикл резания внутреннего/внешнего диаметра |
G92 | G78 | G21 | Цикл нарезания резьбы |
G94 | G79 | G24 | Цикл обточки торцевой поверхности |
G28 | G28 | G28 | Возвращение на точку приведения |
G29 | G29 | G29 | Возвращение из точки приведения |
G30 | G30 | G30 | Возвращение в произвольную точку приведения |
G31 | G31 | G31 | Пропуск функции |
G32 | G32 | G32 | Нарезание резьбы |
G40 | G40 | G40 | Поправка на радиус режущей кромки инструмента |
G41 | G41 | G41 | Поправка на радиус режущей кромки инструмента (лев.) |
G42 | G42 | G42 | Поправка на радиус режущей кромки инструмента (прав.) |
G43 | G43 | G43 | Поправка на длину |
режущей кромки инструмента (+) | |||
G44 | G44 | G44 | Поправка на длину режущей кромки инструмента (-) |
G49 | G49 | G49 | Поправка на длину режущей кромки инструмента |
G52 | G52 | G52 | Установка системы локальных координат |
G53 | G53 | G53 | Система заданных координат |
G54 | G54 | G54 | Система координат детали |
G59 | G59 | G59 | Система координат детали |
G65 | G65 | G65 | Вызов простой макрокоманды |
G66 | G66 | G66 | Режим модальной макрокоманды |
G67 | G67 | G67 | Режим модальной макрокоманды |
G20 | G20 | G70 | Установка английской системы единиц |
G21 | G21 | G71 | Установка метрической системы единиц |
G70 | G70 | G72 | Цикл завершающей обработки |
G71 | G71 | G73 | Снятие слоя металла при обточке |
G72 | G72 | G74 | Снятие слоя металла при поперечной обточке |
G73 | G73 | G75 | Повтор по шаблону |
G74 | G74 | G76 | Цикл ступенчатого сверления торцевой поверхности |
G75 | G75 | G77 | Цикл сверления наружного диаметра/внутреннего диаметра |
G76 | G76 | G78 | Цикл нарезки многозаходной резьбы |
G80 | G80 | G80 | |
G83 | G83 | G83 | Цикл сверления лицевой поверхности |
G84 | G84 | G84 | Цикл пробивания отверстий в лицевой поверхности |
G85 | G85 | G85 | Цикл расточки |
лицевой поверхности | |||
G87 | G87 | G87 | Цикл сверления боковой поверхности |
G88 | G88 | G88 | Цикл пробивания отверстий в боковой поверхности |
G89 | G89 | G89 | Цикл расточки боковой поверхности |
G50 | G92 | G92 | Установка координатной системы/ установка координатной скорости шпинделя |
G98 | G94 | G94 | Установка единиц величины подачи |
G99 | G95 | G95 | Установка единиц величины подачи |
G96 | G96 | G96 | Управление постоянной скоростью резания |
G97 | G97 | G97 | Управление постоянной скоростью резания |
- | G98 | G98 | Возврат в начальную точку |
- | G99 | G99 | Возврат в точку R |
7.3 . Список кодов М
Функции | Функции | |||
М00 | Остановка программы | М25 | Остановка шпинделя + остановка подачи смазочно- охлаждающей эмульсии | |
М01 | Остановка по выбору | М30 | Конец программы и возврат к началу | |
М02 | Конец программы | М33 | Вращение оси А по часовой стрелке | |
М03 | Вращение шпинделя по часовой стрелке | М34 | Вращение оси А против часовой стрелки | |
М04 | Вращение шпинделя против часовой стрелки | М35 | Остановка оси А | |
М05 | Остановка шпинделя | М40 | Включение воздуха | |
М08 | Подача смазочно-охлаждающей эмульсии | М41 | Выключение воздуха | |
М09 | Остановка подачи смазочно- охлаждающей эмульсии | М85 | Пропуск по выбору | |
М10 | Зажим патрона | М87 | Ручная подача заготовок | |
М11 | Разжим патрона | М88 | Автоматическая подача заготовок | |
М12 | Вкл. ловушку деталей | М97 | Счет+1 | |
М13 | Выкл. ловушку деталей | М98 | Вызов подпрограммы | |
М14 | Вкл. боковое сверление | М99 | Конец подпрограммы | |
М15 | Выкл. боковое сверление | |||
М16 | Вкл. сверление торцевой поверхности | |||
М17 | Выкл. сверление торцевой поверхности | |||
М19 | Режим ориентации на ось С | |||
М20 | Режим шпинделя | |||
М23 | Вращение шпинделя по часовой стрелке + смазочно- охлаждающая эмульсия подается | |||
М24 | Вращение шпинделя против часовой стрелки + смазочно- охлаждающая эмульсия подается |
7.4 Установка нулевой позиции инструмента
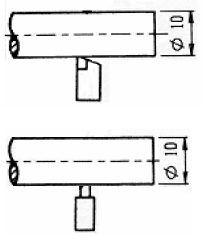
Установка внешнего диаметра нулевой позиции инструмента; в соответствии с различными направлениями режущей кромки инструмента его нужно вводить по-разному. Например, установка оси X инструмента
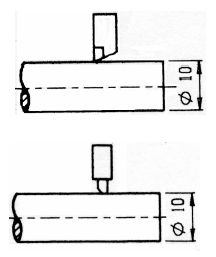
№5.
или или
Используйте ручное управление, чтобы передвинуть инструмент, внешний диаметр которого должен быть измерен, пока он не коснется поверхности материала (прутка).
Нажмите F5 «Установка инструмента», а потом нажмите F2 «Длина инструмента», чтобы установить длину. Передвигайте курсор до строки, в которой пересекаются позиция 005 и X Len.
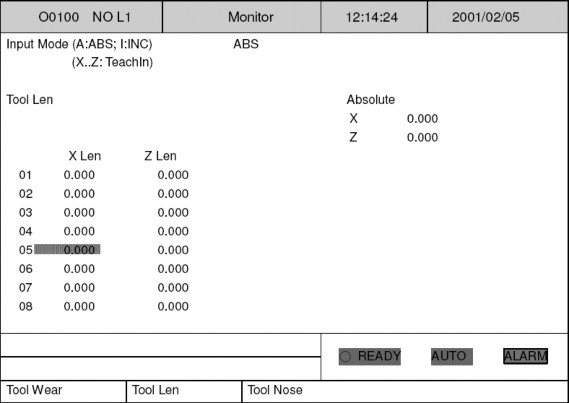
![]()
Введите Х10.0 , компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
Таким образом, установка нулевой позиции инструмента по оси Х завершена.
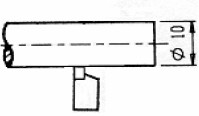
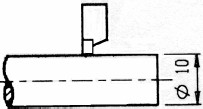
Если режущая кромка инструмента №5 находится в обратном положении, нужно ввести Х-10.0
или или
или
Установка нулевой позиции инструмента по оси Z;например, установка инструмента №5 по оси Z.
или
Используйте ручное управление, чтобы передвинуть инструмент, внешний диаметр которого должен быть измерен, пока он не коснется поверхности материала (прутка).
Нажмите F5 «Установка инструмента», а потом нажмите F2 «Длина инструмента», чтобы установить длину. Передвигайте курсор до строки, в которой пересекаются позиция 005 и Z Len.
Введите Z0.0 ![]() , компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
, компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
Таким образом, установка нулевой позиции инструмента по оси Z завершена.
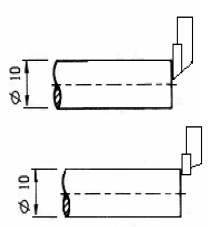
Установка внутреннего диаметра инструмента по оси Х.
Используйте ручное управление, чтобы передвинуть инструмент, внутренний диаметр которого должен быть измерен, пока он не коснется поверхности материала (прутка).
Нажмите F5 «Установка инструмента», а потом нажмите F2 «Длина инструмента», чтобы установить длину. Передвигайте курсор до строки, в которой пересекаются позиция 005 и Х Len.
Введите Х16.0 ![]() , компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
, компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
Установка внутреннего диаметра инструмента по оси Х завершена.
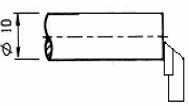
Установка внутреннего диаметра инструмента по оси Z.
или
Используйте ручное управление, чтобы передвинуть инструмент, внутренний диаметр которого должен быть измерен, пока он не коснется поверхности материала (прутка).
Нажмите F5 «Установка инструмента», а потом нажмите F2 «Длина инструмента», чтобы установить длину. Передвигайте курсор до строки, в которой пересекаются позиция 05 и Z Len.
Введите Z0.0 ![]() , компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
, компьютер автоматически введет координаты нулевого положения станка и заменит показания длины инструмента этим значением.
Установка внутреннего диаметра инструмента по оси Z завершена.
7.5 . Описание программы
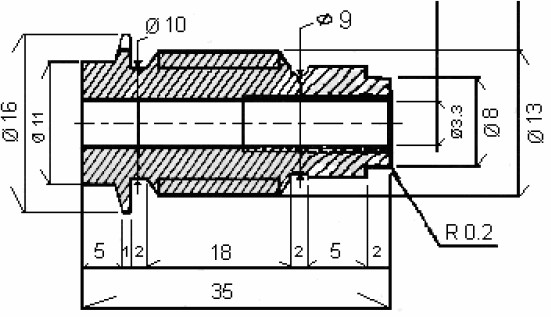
7.5.1. Схема обработки
7.5.2 Установка инструментов
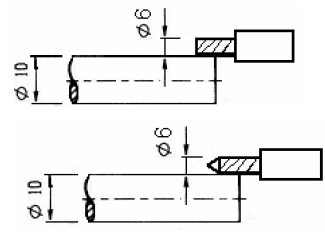
1. Т0101 Ø 6.0 Сверление по центру | 2. Т0202 Ø3.3 Сверление | |
|
| |
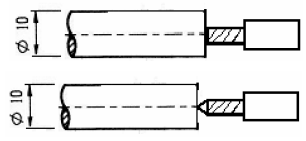
3. Т0303 М4×0.7 | 4. Т0404 Внешний диаметр инструмента | |
|
| |
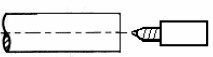
5. Т0505 Винторез | 6. Т0606 Резец | 7. Т0808 Ø 18.0 Штанга-упор |
|
|
|
7.5.3 Пример программы
Т0808 | // используйте инструмент №8 (штанга-упор) |
G0 X0. | // регулировка положения по X0.0 |
Z0. | // регулировка положения по Z0.0 |
M11 | //патрон открыт |
G4 X1.0 | // задержка 1 сек. |
M88 | // сигнал автоподатчика прутков |
/M98 O8001 | // вызов подпрограммы обработки прутка Р8001 |
М10 | // патрон закрыт |
М85 | // опция пропустить |
G4 X1.0 | // задержка 1 сек. |
G0 Z30 | // регулировка положения по Z30.0 |
(возврат инструмента) | |
N1 T0101 | //использовать инструмент №1 (сверление по центру) |
G97 G99 S3500 М23 | // установка скорости шпинделя 3500 об/мин., вращение по час. стрелке, охлаждающее ср-во вкл. |
G0 X0. | // регулировка положения на Х0.0 |
Z2. | // регулировка положения на Z2.0 |
G1 Z5. F0.1 | // линейная интерполяция на Z5.0, скорость подачи 0.1 мм |
G0 Z30. | // регулировка положения по Z30.0 (возврат инструмента) |
N2 T0202 | // используйте №2 (Ø 3.3 Сверление) |
G97 G99 S2500 M23 | // установка скорости шпинделя 2500 об/мин., вращение по час. стрелке, охлаждающая жидкость - нет |
G0 X0. | // регулировка положения на Х0.0 |
Z2. | // регулировка положения на Z2.0 |
G83 Z-37.Q500 F0.12 | // цикл сверления лицевой поверхности, глубина сверления Z- 37.0мм |
G0 Z30. | // регулировка положения на Z30.0 (возврат инструмента) |
N3 T0303 | // используйте №3 (М4×Р 0.7 нарезание резьбы) |
G97 G99 S600 M23 | // установка скорости шпинделя 600 об/мин., вращение по час. стрелке, охлаждающая жидкость – нет |
G0 X0. | // регулировка положения на Х0.0 |
Z2. | // регулировка положения на Z2.0 |
G84 Z-20. F 0.7 | // цикл пробивания лицевых отверстий, глубина пробивания Z- 20.0, шаг 0.7 мм |
G0 Z30. | // регулировка положения на Z 30.0 (возврат инструмента) |
N4 T0404 | // используйте инструмент №4 (инструмент внешнего диаметра) |
G97 G99 S3500 M23 | // установка скорости шпинделя 3500 об/мин., вращение по час. стрелке, охлаждающая жидкость – нет |
G0 X4. | // регулировка положения на Х4.0 |
Z1. | // регулировка положения на Z1.0 |
G1 Z0. F0.1 | // линейная интерполяция на Z0.0, скорость подачи 0.1 мм |
X7.6 | // линейная интерполяция на X7.6 |
G3 X8. Z-0.2 R0.2 | // круговая интерполяция (окружность 0.2 мм) |
G1 Z-2. | // линейная интерполяция Z-2.0 |
X10.6 | // линейная интерполяция X10.6 |
X11. Z2.2 | // линейная интерполяция X11. Z2.2 (фаска 0.2 мм) |
Z9. | // линейная интерполяция Z9.0 (плюс |
ширина инструмента 2.0мм) | |
X8. | // линейная интерполяция X8.0 |
G4 X0.03 | // задержка 0.03 сек. |
G1 X11. | // линейная интерполяция X11.0 |
X13. Z-10. | // линейная интерполяция X13.0 Z- 10.0 |
Z-28 | // линейная интерполяция Z-28 |
X11. Z-29. | // линейная интерполяция X11.0 Z- 29. |
X16. | // линейная интерполяция X.16 |
Z-32. | // линейная интерполяция Z-32.0 |
X-11. Z-34.5 | // линейная интерполяция X-11.0 Z- 34.5 |
Z-35. | // линейная интерполяция Z-35. |
G0. X18. | // регулировка положения на X18.0 |
Z-30. | // регулировка положения на Z-30.0 (возврат инструмента) |
N5 T0505 | // используйте №5 (инструмент для нарезки резьбы) |
G97 G99 S800 M23 | // установка скорости вращения шпинделя 3500 об/мин., вращение по час. стрелке, охлаждающая жидкость – нет |
G0 X18. | // регулировка положения на X18.0 |
Z5. | // регулировка положения на Z5.0 |
G92 X12.6 Z-20. F-1.5 | // цикл нарезки резьбы X12.6 Z-20. |
Х12.2 | // цикл нарезки резьбы Х12.2 |
Х11.9 | // цикл нарезки резьбы Х11.9 |
Х11.6 | // цикл нарезки резьбы Х11.6 |
Х11.5 | // цикл нарезки резьбы Х11.5 |
G0 Х18. | // цикл нарезки резьбы Х18.0 |
Z30. | // цикл нарезки резьбы Z30.0 (возврат инструмента) |
N6 T0606 | // используйте инструмент №6 (резец) |
G97 G99 S2500 M23 | // установить скорость шпинделя 3500 об/мин., вращение по час. стрелке, охлаждающая жидкость - нет |
G0 Х18. | // регулировка положения на X18.0 |
Z-37. | // регулировка положения на Z-37.0 (плюс ширина инструмента 2.00 мм) |
G1 X6. F0.05 | // линейна интерполяция X6.0, скорость подачи 0.05 мм |
M12 | //улавливатель деталей – вкл. |
G1 X3. F0.03 | // линейная интерполяция X3.0, скорость подачи 0.03 мм |
X2 F0.08 | // линейная интерполяция Х2.0, скорость подачи 0.08 мм |
G0 X18. | // регулировка положения на X18.0 |
Z30. | // регулировка положения на Z30.0 (возврат инструмента) |
M25 | // остановка шпинделя, выключение охладителя |
M13 | // улавливатель деталей – выкл |
M01 | // остановка программы |
M99 | // конец подпрограммы |
7.5.4. Пример программы: торцовое фрезерование по оси А
Т1010 | // использовать инструмент № 10 |
G0 X15 | // регулировка положения по Х15 |
М05 | // остановка шпинделя |
М19 | // переход к режиму оси С |
G0 С0 | // регулировка положения по оси С (градус: 0) |
G98 | |
S2=1500 M33 | // установка скорости оси А 1500 об/мин, вращение по часовой стрелке |
G0 Z2 | // регулировка положения по Z2 |
G1 Z-5.F100 | // резание по Z-5 |
G0 Z2 | // регулировка положения по Z2 |
G0 C180 | // регулировка положения по оси С (градус: 180) |
G1 Z-5 | // резание по Z-5 |
G0 Z20 | // резание по Z20 |
M20 | // переход к режиму шпинделя |
М35 | //остановка оси А |
Это программа торцевого фрезерования.
Если вы хотите использовать режим пробивания отверстий, замените G1 на G84.
Программа бокового фрезерования идентична.
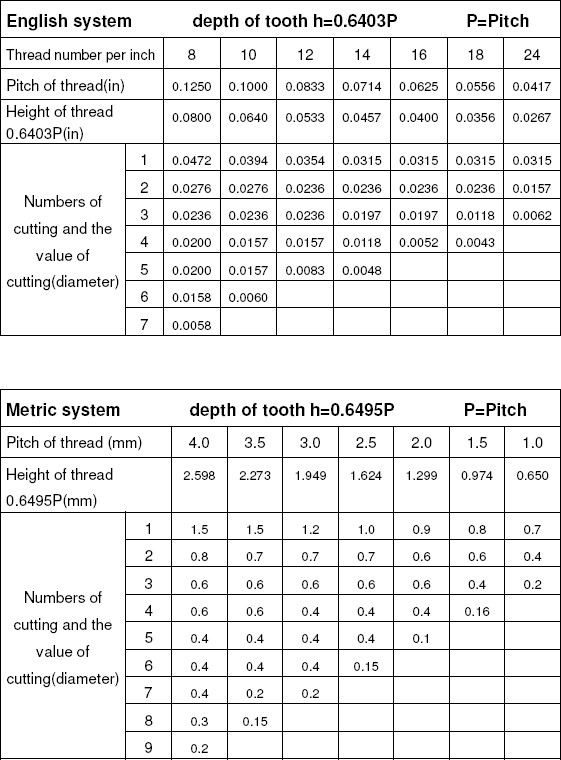
7.6. Таблица значений подачи инструмента при нарезании резьбы
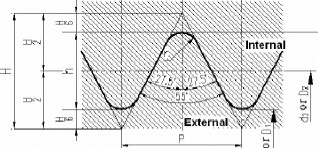
7.7. Резьба
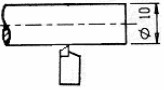
7.7.1. Черновая обработка
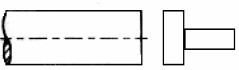
7.7.2. Чистовая обработка
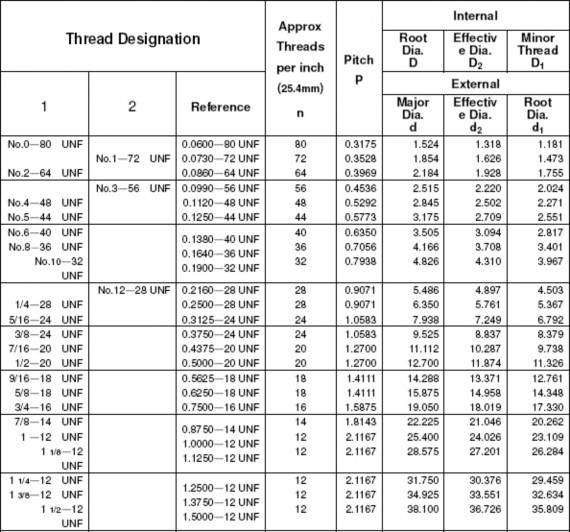
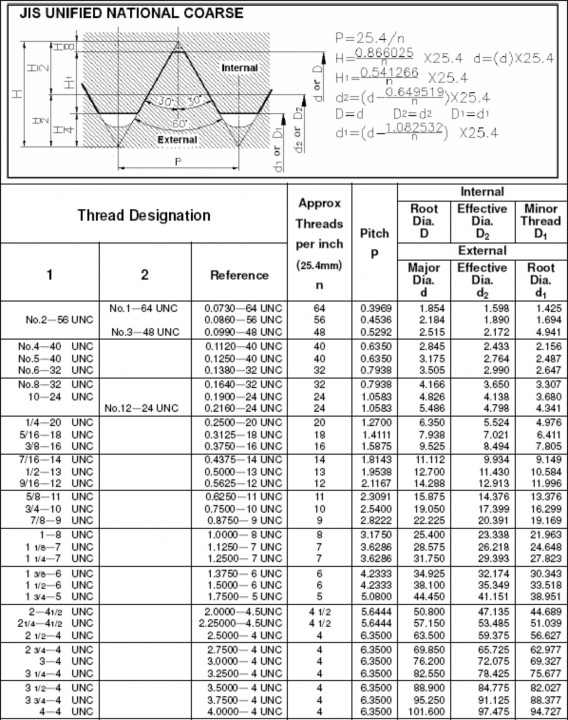
7.7.3. Трубная резьба
Pipe Parall@I Bokllirle: S1мd,ard Thr ding Sh p P=25.4/n н о.96О491Р h=0.640327P r=OJ 37.32,9Р dFd-h DFdt d,=d-2h D.=d1 -б | ||||||||
Approx Threads pe-r inch (25.Atпm} n | Pitch р | R:oot r | lnternal | |||||
Thread Designation | Root Dia. D | Effective Dia. | Minor Thread D1 | |||||
External | ||||||||
Major Dia. d | Effective Dia. d.2 | Root Dia. d1 | ||||||
PIF | 1/8 | 28 | 0.9071 | 0.12 | 9.728 | 9.147 | 8.566 | |
PIF | 1/4 | 19 | 1.3368 | 0.18 | 13.157 | 12.301 | 11.445 | |
PIF | 3/8 | 19 | 1.3368 | 0.18 | 16.662 | 15.8·06 | 14.950 | |
PIF | 1/2 | 14 | 1.8143 | 0.25 | 20.965 | 19;793 | 18.631 | |
PIF | 5/8 | 14 | 1.8143 | 0.25 | 22.911 | 21.749 | 20.587 | |
PIF | 3/4 | 14 | 1.8143 | 0.25 | 26.441 | 25.279 | 24.117 | |
PIF | 7/8 | 14 н н | 1.8143 | 0.25 | 30.201 | 29.ОС39 | 27.877 | |
PIF | 2.309'1 | 0.32 | 33.249 | 31.770 | 30.291 | |||
PIF | 1 '11'В | 2.309'1 | 0.32 | 37.89'7 | 36.418 | 34.939 | ||
PIF | 1 '11'4 | н | 2.309'1 | 0.32 | 41.910 | 40.431 | 38.952 | |
PIF | 1 11'2 | н | 2.309'1 | 0.32 | 47.80•3 | 46.324 | 44.845 | |
PIF | 1 3/4 | н | 2.309'1 | 0.32 | 53.746 | 52.267 | 50.788 | |
PIF | 2 | н н н | 2.309'1 | 0.32 | 59.614 | 58.135 | 56.656 | |
PIF | 2 11'4 | 2.309'1 | 0.32 | 66.710 | 64.231 | 62.752 | ||
PIF | 2 11'2 | 2.309'1 | 0.32 | 75.184 | 73.705 | 75.226 | ||
PIF PIF | 2 эм З | н н | 2.309'1 2.309'1 | 0.32 0.32 | 81 534 87.884 | 80.055 86.405 | 78.576 84.926 | |
PIF | З 11'2 | н | 2.309'1 | 0.32 | 1(Ю.330 | 98.851 | 97.372 | |
PIF | 4 | н н н | 2.309'1 | 0.32 | 113.030 | 111.551 | 110.072 | |
PIF | 4 11'2 | 2.309'1 | 0.32 | 125.730 | 124.251 | 122.772 | ||
PIF | 5 | 2.309'1 | 0.32 | 138.430 | 136.951 | 135.472 | ||
PIF | 5 11'2 |
| 2.309'1 | 0.32 | 151.130 | 149.651 | 148.172 | |
PIF | 6 | 2.309'1 | 0.32 | 163.830 | 162.351 | 160.872 | ||
PIF | 7 | 2.309'1 | 0.32 | 189.230 | 187.751 | 186.272 | ||
PIF | 8 | н н н н | 2.309'1 | 0.32 | 214.630 | 213.151 | 211.672 | |
PIF | 9 | :2.309'1 | 0.32 | 240.030 | :238.551 | 237.072 | ||
PIF | И | 2.309'1 | 0.32 | 266.430 | :263.951 | 262.47:2 | ||
PIF | 12 | 2.309'1 | 0.32 | ЗНJ.230 | 314.751 | 313.272 | ||
Трубная конусная резьба
Plpe Taper Thread ' 1 ---i
- j t 1-1+, ••-·t-e I \ _J - f" ---- 1 Boldlirw: ,.-- , s·l-z1S St ndard Threding Shape 1 1' 1'55• \V.: р----21.,4 �� \l]' :. 1 1 Н=О.960237Р - 1 Extjmal 1 h=0.64O3.27P 1.. 1 Axis оtт,,,. .. -----ч---- 3
1 16 1 | |||||||
Thread Designation | Approx Threads per inch {2:5.Atпm) n | Pitch р | R.oot r | lnternal | |||
Root Dia. D | Effective Dia. | Minor Thread D1 | |||||
External | |||||||
Major Dia. d | Effective Dia. d.2 | Root Dia. d1 | |||||
РТ 1/8 РТ 1/4 РТ 3(8 | 28 19 19 | 0.9071 1.3368 1.3368 | 0.12 0.18 0.18 | 9.728 13.157 16.662 | 9.147 12.301 15.806 | 8.566 11.445 14.950 | |
РТ 1/2 РТ 3(4 РТ 1 | 14 14 н | 1.8143 1.8143 2.3091 | 0.25 0.25 0.32 | 20.955 26.4411 33.249 | 19.793 25.279 31.770 | 18.631 24.07 ЗО.291 | |
РТ 1 114 РТ 1 1/2 РТ 2 | н н н | 2.3091 2.3091 2.3091 | 0.32 0.32 0.32 | 41.910 47.803 59.614 | 40-431 46.324 58.135 | 38.952 44.845 56.656 | |
РТ 2 1.i'2 РТ 3 РТ З 1.i'2 | н н н | 2.3091 2.3091 2.3091 | 0.32 0.32 0.32 | 75.184 87.884 11:Ю.330 | 73.705 86.405 98.851 | 72.226 84.926 97.372 | |
РТ 4 РТ 5 РТ 6 | н н н | 2.3091 2.3091 2.3091 | 0.32 0.32 0.32 | 113.030 138.430 163.830 | 111.551 136.951 162.351 | 110.072 135.472 160.872 | |
РТ f РТ 8 РТ 9 | н н н | 2.3091 2.3091 2.3091 | 0.32 0.32 0.32 | 189.230 214.630 240.030 | 187.751 213.151 238.551 | 186.272 211.672 237.072 | |
РТ 10 РТ 12 | н н | 2.3091 2.3091 | 0.32 0.32 | 265.430 316.230 | 263.951 314.751 | 262.472 313.272 | |