< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
4.134 ПАРАМЕТРЫ ИНДЕКСАЦИИ НАКЛОННОЙ РАБОЧЕЙ ПЛОСКОСТИ / ТРЕХМЕРНОЙ РУЧНОЙ ПОДАЧИ (СЕРИЯ M)
![]()
19656
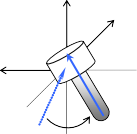
Направление оси инструмента
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 1 до 3
Задает направление оси инструмента, если заданы две оси вращения на 0 градусов.
Данные | Направление оси инструмента |
1 | Ось X |
2 | Ось Y |
3 | Ось Z |
19657
Номер ведущей оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до числа управляемых осей
Если станок не имеет оси вращения, задающей вращение вокруг оси инструмента, данный параметр задает номер оси вращения, используемой как ведущая ось. Станку без настроенной ведущей оси задайте 0.
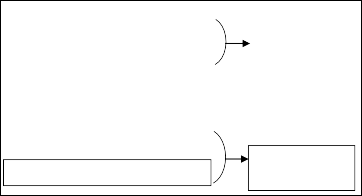
Если направление оси инструмента контролируется двумя осями вращения, ни одна из которых не задает вращение вокруг оси инструмента, то одна из осей вращения задается на другой оси вращения как показано на рисунке ниже. В этом случае ось вращения, на которой задана вторая ось вращения, называется ведущей осью.
![]()
Оси A и B (ось инструмента — ось Z; ось B — ведущая) Центр вращения
Направление оси инструмента
Заготовка
Оси A и B (ось инструмента — ось Z; ось A) Центр вращения
Направление оси инструмента
Заготовка
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
Пример настройки параметров, определяющей конфигурацию станка
Направление оси инструмента Ось Z Конфигурация осей: W, X, Y, Z, A и B
Оси вращения: Ось A (вращение вокруг оси X) и ось B
(вращение вокруг оси Y) Ведущая ось: Ось А
Номер параметра | Данные | |||||
№ 19655 | X | Y | Z | W | A | B |
0 | 0 | 0 | 0 | 1 | 2 | |
№ 19656 | 3 | |||||
№ 19657 | 5 | |||||
7 №6 №5 №4 №3 №2 №1 №0
ETH | SVC | SPR |
19665
ETH | SVC | SPR |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№4 SPR Управляемая точка смещается:
0: Автоматическим вычислением.
1: При помощи параметра № 19667.
![]()
Первая ось вращения инструмента
Первая ось вращения инструмента
Первая ось вращения инструмента
F
F
F
Вторая ось
вращения инструмента
Вторая ось
вращения инструмента
Вторая ось
вращения инструмента
E
E
E
D
D
D
Смещение на длину инструмента
Смещение на длину инструмента
Смещение на длину инструмента
Центр инструмента
Смещение держателя инструмента
Вектор сдвига точки управления
Точка управления
Сдвиг точки управления
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Бит 5 (SVC) параметра № 19665 | Бит 4 (SPR) параметра № 19665 | Смещение управляемой точки |
0 | - | Смещение не выполняется, поскольку не задано стандартным образом. |
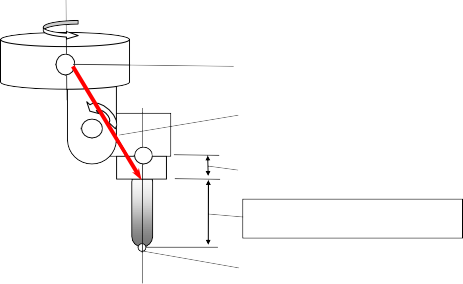
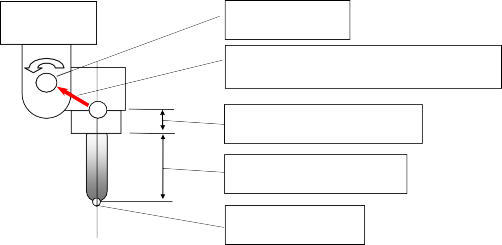
1 | 0 | Управляемая точка смещается по результатам следующего автоматического расчета: - (Вектор коррекции пересечения между осью инструмента и первой осью вращения инструмента + вектор коррекции пересечения между второй и первой осями вращения инструмента + коррекция на резцедержатель (параметр № 19666)) (См. рисунок ниже.) |
1 | 1 | Управляемая точка смещается. В качестве вектора смещения используется вектор, заданный в параметре№ 19667. |
[Вектор смещения управляемой точки при автоматическом вычислении]
№5 SVC Управляемая точка:
0: Не смещается.
1: Смещается.
Способ смещения определяется битом 4 (SPR) параметра
№ 19665.
ПРИМЕЧАНИЕ
Если станок не имеет оси вращения инструмента
(если параметр № 19680, определяющий тип вращения стола, равен 12), то управляемая точка не смещается независимо от настройки данного параметра.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 ETH Функция коррекции на резцедержатель при коррекции на длину инструмента:
0: Откл.
1: Вкл.
19666
Величина коррекции на резцедержатель
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает величина коррекции (на резцедержатель) на станке из управляемой точки в позицию прикрепления инструмента при коррекции на длину инструмента (после ввода G53.1 в режиме индексации наклонной рабочей плоскости). При этом при коррекции на длину инструмента (не в режиме индексация наклонной рабочей плоскости) смещение на резцедержатель можно включить или отключить битом 7 (ETH) параметра
№ 19665.
ПРИМЕЧАНИЕ
Задайте значение радиуса.
19667
Вектор смещения управляемой точки
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает вектор смещения для управляемой точки. Данное значение действительно, если бит 5 (SVC) параметра № 19665 равен 1, а бит 4 (SPR) параметра№ 19665 равен 1.
ПРИМЕЧАНИЕ
Задайте значение радиуса.
19680
Тип механического блока
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 21
Задает тип механического блока.
![]()
Оси вращения стола
Оси вращения стола
Оси вращения стола
Первая ось вращения (ведущая)
Первая ось вращения (ведущая)
Первая ось вращения (ведущая)
Вторая ось вращения (вспом.)
Оси вращения инструмента
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
Параметр № 19680 | Тип механического блока | Управляемая ось вращением | Задатчик и исполнитель |
0 | Механизм без оси вращения | ||
2 | Блок с вращением инструмента | Две оси вращения инструмента | Первая ось вращения — ведущая, вторая ось вращения — ведомая. |
12 | Блок с вращением стола | Две оси вращения стола | Первая ось вращения — ведущая, вторая ось вращения — ведомая. |
21 | Смешанный тип | Одна ось вращения инструмента + одна ось вращения стола | Первая ось вращения — ось вращения инструмента, вторая ось вращения — ось вращения стола. |
Первая ось вращения (ведущая) | |||
Вторая ось вращения (вспом.) | |||
ПРИМЕЧАНИЕ
Мнимая ось также считается управляемой осью вращения.
<Мнимая ось>
В некоторых случаях удобно использовать мнимую ось вращения, угол которой равен определенному значению. Например, предположим, что инструмент смонтирован наклонно с помощью приспособления. В таком случае ось вращения гипотетически считается мнимой осью. Биты 0 (IA1) и 1 (IA2) параметра № 19696 определяют, является ли соответствующая ось вращения обычной осью вращения или мнимой осью.
19681
Номер управляемой оси у первой оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] От 0 до числа управляемых осей
Задает номер управляемой оси у первой оси вращения.
Для мнимой оси (если бит 0 (IA1) параметра № 19696 равен 1) задайте 0.
[Пример] Предположим, что конфигурация осей траектории 1 имеет вид X, Y, Z, B, C, а конфигурация осей траектории 2 — X, Z, C, Y, B; тогда задайте параметру значение 5 на траектории 1 и значение 3 на траектории 2, если C — первая ось вращения на обеих траекториях.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
19682
Направление первой оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 3
Задает направление первой оси вращения. 1: По оси Х
2: По оси Y
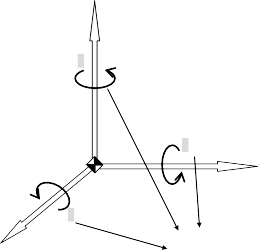
Z
3
2
Y
1
X
Параметр ном. 19682
3: По оси Z
19684
Направление вращения первой оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 1
Задает направление, в котором первая ось совершает механическое вращение, когда выдается команда положительного перемещения.
0: Направление по часовой стрелке при взгляде от отрицательного к положительному направлению оси, заданной в параметре № 19682 (правое вращение)
1: Направление против часовой стрелки при взгляде от отрицательного к положительному направлению оси, заданной в параметре № 19682 (левое вращение)
На оси вращения инструмента обычно задается 0, а на оси вращения стола задается 1.
19685
Угол поворота, когда первая ось вращения является мнимой
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает угол поворота, если первая ось вращения мнимая (бит 0 (IA1) параметра № 19696 равен 1).
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
19686
Номер управляемой оси у второй оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] От 0 до числа управляемых осей
Задает номер управляемой оси у второй оси вращения.
Для мнимой оси (если бит 1 (IA2) параметра № 19696 равен 1) задайте 0.
[Пример] Предположим, что конфигурация осей траектории 1 имеет вид X, Y, Z, B, C, а конфигурация осей траектории 2 — X, Z, C, Y, B; тогда задайте параметру значение 4 на траектории 1 и значение 5 на траектории 2, если B — вторая ось вращения на обеих траекториях.
19687
Направление второй оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 3
Задает направление второй оси вращения. 1: По оси Х
2: По оси Y
3: По оси Z
Если вторая ось вращения ведомая, то следует задать направление, когда ведущая ось установлена на 0 градусов.
19689
Направление вращения второй оси вращения
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 1
Задает направление, в котором вторая ось совершает механическое вращение, когда выдается команда положительного перемещения.
0: Направление по часовой стрелке при взгляде от отрицательного к положительному направлению оси, заданной в параметре № 19687 (правое вращение)
1: Направление против часовой стрелки при взгляде от отрицательного к положительному направлению оси, заданной в параметре № 19687 (левое вращение)
На оси вращения инструмента обычно задается 0, а на оси вращения стола задается 1.
19690
Угол поворота, когда вторая ось вращения является мнимой
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задает угол поворота, если вторая ось вращения мнимая (бит 1 (IA2) параметра № 19696 равен 1).
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№7 №6 №5 №4 №3 №2 №1 №0
IA2 | IA1 |
19696
IA2 | IA1 |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 IA1 0: Первая ось вращения — обычная ось вращения.
1: Первая ось вращения — мнимая ось.
Если IA1 имеет значение 1, задайте 0 в качестве номера управляемой оси у первой оси вращения (параметр № 19681).
Также настройте параметры с 19682 по 19685 с учетом наличия оси вращения.
№1 IA2 0: Вторая ось вращения — обычная ось вращения.
1: Вторая ось вращения — мнимая ось.
Если IA2 имеет значение 1, задайте 0 в качестве номера управляемой оси у второй оси вращения (параметр № 19686).
Также настройте параметры с 19687 по 19690 с учетом наличия оси вращения.
19697
Направление исходной оси инструмента
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 0 до 3
Задает направление оси инструмента в системе координат станка, если все оси вращения для управления инструментом находятся под углом 0 градусов. Также задает направление оси инструмента в системе координат станка в механизме, у которого имеются только оси вращения для управления столом (без осей вращения для управления инструментом).
1: Положительное направление по оси X 2: Положительное направление по оси Y 3: Положительное направление по оси Z
Если направление исходной оси инструмента не является направлением оси X-, Y- или Z-, задайте исходное направление в данном параметре, затем задайте соответствующие углы в качестве исходного угла RA и исходного угла RB
(параметры № 19698 и 19699).
![]()
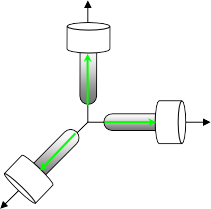
Направление оси инструмента — положительное направление оси Z. Z
Y
Направление оси инструмента — положительное направление оси Y.
X
Направление оси инструмента — положительное направление оси Х.
Направление исходной оси инструмента
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
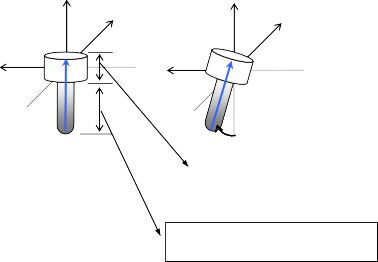
19698
Угол наклона направления исходной оси инструмента (исходный угол RA)
19699
Угол наклона направления исходной оси инструмента (исходный угол RB)
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999)
Если направление исходной оси инструмента (параметр № 19697) равно 1, то ось инструмента наклонена на RA градусов по оси Z от положительного направления оси X к положительному направлению оси Y, и ось инструмента наклонена на RB градусов по оси X от положительного направления оси Y к положительному направлению оси Z.
Если направление исходной оси инструмента (параметр № 19697) равно 2, то ось инструмента наклонена на RA градусов по оси X от положительного направления оси Y к положительному направлению оси Z, и ось инструмента наклонена на RB градусов по оси Y от положительного направления оси Z к положительному направлению оси X.
Если направление исходной оси инструмента (параметр № 19697) равно 3, то ось инструмента наклонена на RA градусов по оси Y от положительного направления оси Z к положительному направлению оси X, и ось инструмента наклонена на RB градусов по оси Z от положительного направления оси X к положительному направлению оси Y.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
Направление оси инструмента, если направление исходной оси инструмента — ось Z | ||||||
Y | Z | X | Y | Z X Y RA Смещение держателя инструмента Смещение на длину инструмента | Z Rb | X |
19700
Позиция поворотного стола (ось X из трех основных осей)
19701
Позиция поворотного стола (ось Y из трех основных осей)
19702
Позиция поворотного стола (ось Z из трех основных осей)
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
Позиция поворотного стола
Позиция поворотного стола
Позиция поворотного стола
A
A
A
Первая ось вращения стола
Первая ось вращения стола
Первая ось вращения стола
Z
Z
Z
Y
Y
Y
X
X
X
Позиция поворотного стола
(в системе приращений IS-B от -999999,999 до +999999,999) Настройте данные параметры, если параметр № 19680 равен 12 или 21. Вектор от начала системы координат станка до точки A на первой оси вращения стола задается как позиция поворотного стола в системе координат станка.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
В качестве точки A задайте позицию, которую легко замерить на первой оси вращения стола.
Задайте значение радиуса.
Если поворотный стол перемещается по оси X, Y или Z, или по всем этим осям, задайте позицию поворотного стола, когда координаты станка по осям X, Y и Z установлены на 0.
19703
Вектор коррекции пересечения второй и первой осей вращения стола (ось X из основных трех осей)
19704
Вектор коррекции пересечения второй и первой осей вращения стола (ось Y из основных трех осей)
19705
Вектор коррекции пересечения второй и первой осей вращения стола (ось Z из основных трех осей)
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
Вторая ось вращения стола
B
A
Первая ось вращения стола
Z
Y
X
Позиция поворотного стола
Пересечение вектора смещения между первой и второй осями вращения стола
Если оси вращения стола не пересекаются
(в системе приращений IS-B от -999999,999 до +999999,999) Задайте данные параметры, если первая ось вращения и вторая ось вращения стола не пересекаются. Данные параметры действительны, если параметр № 19680 равен 12. Если все оси вращения для управления столом установлены на 0 градусов, то вектор из точки A в точку B на второй оси вращения стола задается как вектор коррекции пересечения в системе координат станка.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
В качестве точки B задайте позицию, которую легко замерить на второй оси вращения стола.
Задайте значение радиуса.
19709
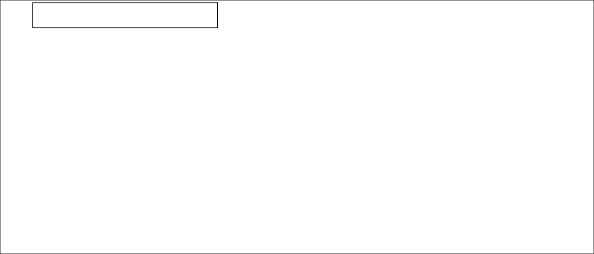
Вектор коррекции пересечения оси инструмента и оси вращения инструмента (ось X из трех основных осей)
19710
Вектор коррекции пересечения оси инструмента и оси вращения инструмента (ось Y из трех основных осей)
19711
Вектор коррекции пересечения оси инструмента и оси вращения инструмента (ось Z из трех основных осей)
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задайте данные параметры, если ось инструмента и ось вращения инструмента не пересекаются.
Данные параметры действительны, если параметр № 19680 равен 2 или 21.
Если параметр № 19680 равен 21, задайте вектор от точки D на оси инструмента до точки E, определенной на оси вращения инструмента как вектор коррекции пересечения в системе координат станка, если все оси вращения для управления инструментом установлены на 0 градусов.
Если параметр № 19680 имеет значение 2, задайте вектор от точки D на оси инструмента до точки E, определенной на второй оси вращения инструмента как вектор коррекции пересечения в системе координат станка, если все оси вращения для управления инструментом установлены на 0 градусов.
Если ось инструмента и ось вращения инструмента не пересекаются | ||||
Ось вращения инструмента | E | D | Точка управления Вектор коррекции пересечения между осью инструмента и осью вращения инструмента Сдвиг держателя инструмента Сдвиг на длину инструмента Центр инструмента | |
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
Точка D определяется прибавлением коррекции на длину инструмента и коррекции на резцедержатель (параметр
№ 19666) к координате режущей кромки инструмента. В качестве точки E задайте позицию, которую легко замерить. Задайте значение радиуса.
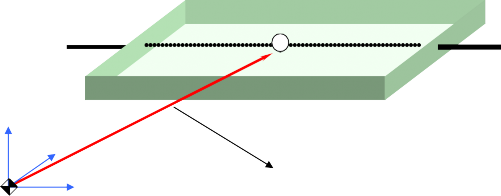
19712
Вектор коррекции пересечения второй и первой осей вращения инструмента (ось X из основных трех осей)
19713
Вектор коррекции пересечения второй и первой осей вращения инструмента (ось Y из основных трех осей)
19714
Вектор коррекции пересечения второй и первой осей вращения инструмента (ось Z из основных трех осей)
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица станка)
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Задайте данные параметры, если оси вращения инструмента не пересекаются.
Данные параметры действительны, если параметр № 19680 равен 2.
Задайте вектор от точки E на второй оси вращения инструмента до точки F на первой оси вращения инструмента в качестве вектора коррекции пересечения в системе координат станка, если оси вращения для управления инструментов все расположены под углами 0 градусов.
![]()
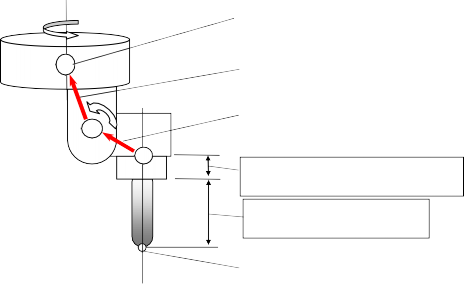
Первая ось вращения инструмента
Первая ось вращения инструмента
Первая ось вращения инструмента
F
F
F
E
E
E
Вторая ось вращения инструмента
Вторая ось вращения инструмента
Вторая ось вращения инструмента
D
D
D
Смещение держателя инструмента
Смещение держателя инструмента
Смещение держателя инструмента
Сдвиг на длину инструмента
Сдвиг на длину инструмента
Сдвиг на длину инструмента
Центр инструмента
Пересечение вектора смещения между осью инструмента и второй осью вращения инструмента
Пересечение вектора смещения между второй и первой осями вращения инструмента
Точка управления
Если ось инструмента и ось вращения инструмента не пересекаются
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
ПРИМЕЧАНИЕ
В качестве точки F задайте позицию, которую легко замерить. Задайте значение радиуса.
19741
Верхний предел диапазона перемещения первой оси вращения
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает верхний предел диапазона перемещения первой оси вращения при управлении направлением оси инструмента в режиме индексации наклонной рабочей плоскости (G53.1). Если диапазон перемещения первой оси вращения не задан или на первой оси вращения выполняется полный переворот оси, то данный параметр и параметр № 19742 должны быть равны 0.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
19742
Нижний предел диапазона перемещения первой оси вращения
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает нижний предел диапазона перемещения первой оси вращения при управлении направлением оси инструмента в режиме индексации наклонной рабочей плоскости (G53.1). Если диапазон перемещения первой оси вращения не задан или на первой оси вращения выполняется полный переворот оси, то данный параметр и параметр № 19741 должны быть равны 0.
19743
Верхний предел диапазона перемещения второй оси вращения
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает верхний предел диапазона перемещения второй оси вращения при управлении направлением оси инструмента в режиме индексации наклонной рабочей плоскости (G53.1). Если диапазон перемещения второй оси вращения не задан или на второй оси вращения выполняется полный переворот оси, то данный параметр и параметр № 19744 должны быть равны 0.
19744
Нижний предел диапазона перемещения второй оси вращения
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A))
(в системе приращений IS-B от -999999,999 до +999999,999) Данный параметр задает нижний предел диапазона перемещения второй оси вращения при управлении направлением оси инструмента в режиме индексации наклонной рабочей плоскости (G53.1). Если диапазон перемещения второй оси вращения не задан или на второй оси вращения выполняется полный переворот оси, то данный параметр и параметр № 19743 должны быть равны 0.
![]()