ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ

Учебное пособие «Технология обработки металлов резанием»
Это учебное пособие послужит основным источником информации для изучения про- граммы Sandvik Coromant по основам металлорезания и справочником в повседневной работе.
Учитесь вместе с нами
Углубляйте и расширяйте ваши знания с помощью наших учебных программ. Мы пред- лагаем обучения различного уровня в наших Центрах по всему миру, что позволит вам объединить теорию с практикой, используя современное оборудование и станки.

Посетите sandvik.coromant.com, чтобы ознакомиться с графиком проведения семинаров и зарегистрироваться.
© AB Sandvik Coromant 2017.11 www.sandvik.coromant.com
Все права защищены.
Полное или частичное копирование материалов, размещение в информационно-поисковых системах, а также передача информации в любой форме запрещены без предварительного разрешения Sandvik Coromant.

Содержание
-
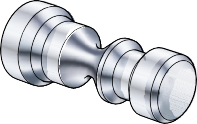
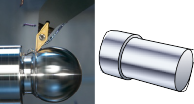
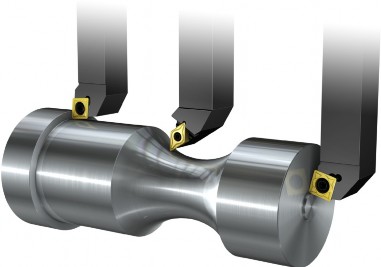
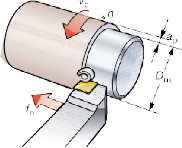
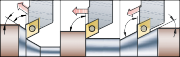
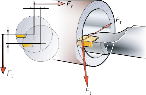
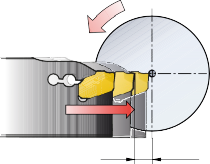
Токарная обработка позволяет получать цилиндрические и фасонные поверхности с помощью однокромочного инструмента. В большинстве случаев инструмент имеет линейное перемещение, а заготовка вращается.
Точение представляет собой сочетание двух движений – вращения заготовки и линейного перемещения инструмента.
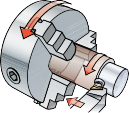
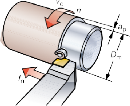
При подаче инструмента вдоль оси заготовки обеспечивается диаметральный размер детали. При подаче инструмента к оси заготовки обеспечивается линейный размер детали (подрезка торца).
Зачастую комбинируются подачи в двух этих направлениях, в результате чего образуются конические или профильные поверхности.
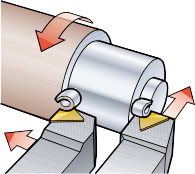
Продольное точение и обработка торца – осевое и радиальное перемещение резца.
Три основные токарные операции:
-
Продольное точение
-
Подрезка торца
-
Профильная обработка
Частота вращения шпинделя
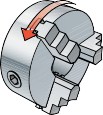
n об/мин
Частота вращения шпинделя — это скорость вращения патрона и заготовки, измеряемая в оборотах в минуту (об/мин).
Скорость резания
vc м/мин
Скорость резания — это скорость движения поверхности заготовки относительно режу- щей кромки, измеряемая в метрах в минуту (м/мин).
Расчёт скорости резания
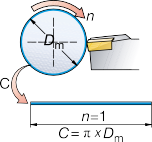
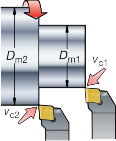
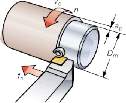
Скорость резания (vc) зависит от диаметра заготовки и частоты вращения шпинделя (n). Длина окружности (C) — это расстояние, про- ходимое режущей кромкой за один оборот заготовки.
vc = скорость резания, м/мин
Dm = обрабатываемый диаметр, мм
n = частота вращения шпинделя, об/мин Длина окружности C = x Dm, мм
(пи) = 3,14
Метрическая система Дюймовая система
× Dm × n
vc = 1000
м/мин
× Dm × n
vc = 12
фут/мин
Расчёт длины окружности (C)
-
Длина окружности = x диаметр
-
= 3,14
Пример:
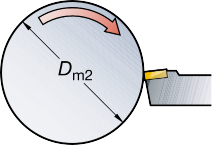
Dm2 = 100 мм
C = 3,14 x 100 = 314 мм
Dm1 = 50 мм
C = 3,14 x 50 = 157 мм
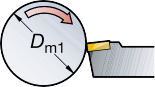
Пример расчёта скорости резания
Скорость резания изменяется в зависимости от диаметра заготовки.
Дано:
частота вращения шпинделя,
n = 2000 об/мин
Диаметр, Dm1 = 50 мм Диаметр, Dm2 = 80 мм
Метрическая система Дюймовая система
× Dm × n
vc = 1000
м/мин
× Dm × n
vc = 12
фут/мин

vc1 = 3.14 × 50 × 2000
1000

vc2 = 3.14 × 80 × 2000
1000
= 314
м/мин
= 502
м/мин
vc1 = 3.14 × 1.969 × 2000

12

vc2 = 3.14 × 3.150 × 2000
12
= 1030
фут/мин
= 1649
фут/мин
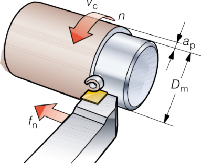
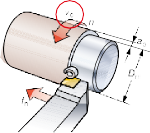
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин
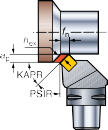
fn = подача, мм/об
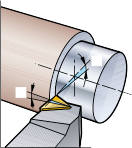
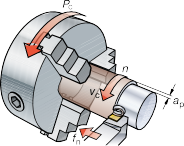
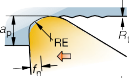
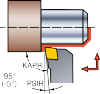
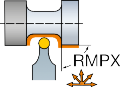
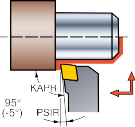
ap = глубина резания, мм KAPR = главный угол в плане
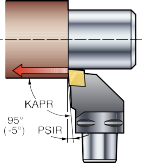
Главный угол в плане = 95°
Частота вращения шпинделя
Заготовка, закрепленная в шпинделе, вращается с определенной частотой вращения (n), которая измеряется чис- лом оборотов в минуту (об/мин).
Скорость резания
Скорость резания (vc) в м/мин — это скорость движения поверхности обра- батываемой заготовки относительно режущей кромки.
Подача
Подача (fn) в мм/об — это расстояние, на которое инструмент перемещается за один оборот заготовки. Подача оказы- вает ключевое влияние на качество об- работанной поверхности и на процесс формирования стружки в рамках гео- метрии инструмента. Величина подачи влияет не только на толщину стружки, но и на то, как стружка формируется в зависимости от геометрии пластины.
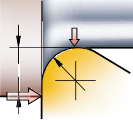
Глубина резания
Глубина резания (ap) в мм — это полови- на разности обрабатываемого и обра- ботанного диаметра заготовки. Глубина резания всегда измеряется в направле- нии, перпендикулярном направлению подачи инструмента.
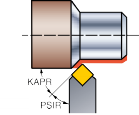
Главный угол в плане
Главный угол в плане (KAPR) — это угол между проекцией главной режу-
щей кромки на основную плоскость и направлением подачи. Он является важной величиной, определяющей выбор токарного инструмента для различных операций. В дюймовой системе используется угол PSIR.
Расчёт режимов резания
Скорость резания
Пример расчёта частоты вращения шпинделя (n) исходя из скорости резания (vc).
Дано:
Скорость резания, vc = 400 м/мин Диаметр Dm = 100 мм
m
Метрическая система Дюймовая система
n =
vc × 1000
× D
об/мин
n =
vc × 12
× D
об/мин

m
n = 400 1000
3.14 × 100
= 1274 об/мин
n = 1312 12

3.14 × 3.937
= 1274 об/мин
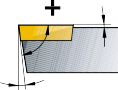
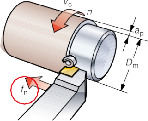
Передний угол и угол наклона режущей кромки
поверхности, устойчивость к вибрациям и стружкообразование.
Угол наклона режущей кромки
Угол наклона, (LAMS) — угол уста- новки режущей пластины в державке.
Геометрия и наклон режущей пластины определяют итоговую величину углов резания инструмента.
Передний угол
Передний угол, (GAMO) — это угол между основной плоскостью и перед- ней поверхностью пластины. Передний угол пластины обычно положительный, а режущая кромка может иметь фор- му радиуса или фаски, что влияет на прочность инструмента, потребляемую мощность, качество обработанной
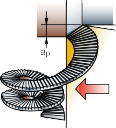
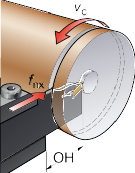
Глубина резания и формирование стружки
Глубина резания (ap) — это величина припуска, снимаемого за один проход.
Стружкообразование зависит от глу- бины резания, главного угла в плане, подачи, обрабатываемого материала и геометрии режущей пластины.
Подача и эффективная длина режущей кромки
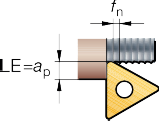
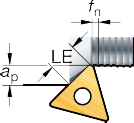
Подача
Подача (fn) — это рассто- яние, на которое переме- щается вдоль оси детали режущая кромка инстру- мента за один оборот заготовки.
Длина режущей кромки
Эффективная длина режущей кромки (LE) зависит от глубины резания и главного угла в плане.
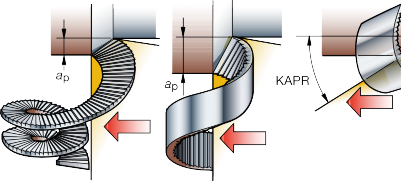
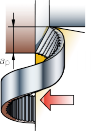
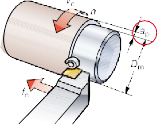
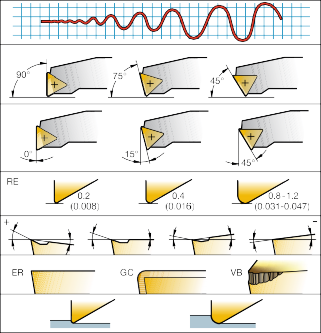
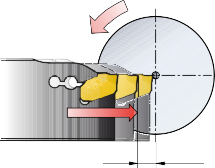
Влияние формы пластины и главного угла в плане на толщину стружки
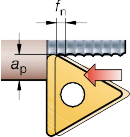
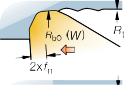
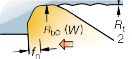
Главный угол в плане (KAPR) инструмен- та и радиус при вершине (RE) пластины влияют на стружкообразование, так как в зависимости от их значений меняется сечение стружки.
При уменьшении главного угла в плане толщина стружки уменьшается, а её ширина увеличивается.
Кроме того, изменяется направление схода стружки.
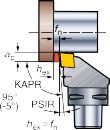
KAPR = 45°
PSIR = 45°
hex ≈ fn x 0.71
Главный угол в плане KAPR
-
Определяется углом установки пластины в державке и выбранной формой пластины
Максимальная толщина стружки hex
-
Уменьшается относительно величины подачи при уменьшении главного угла в плане
Величина угла в плане в зависимости от формы пластины



CNMG
DNMG
WNMG
Главный угол в плане KAPR:
95°
Главный угол в плане KAPR:
107,5°, 93°, 62,5°
Главный угол в плане KAPR:
95°


SNMG
RCMT
TNMG


Главный угол в плане KAPR:
45°, 75°
Главный угол в плане KAPR:
Переменный
Главный угол в плане KAPR:
93°, 91°, 60°


VNMG
Главный угол в плане KAPR:
117,5°, 107,5°, 72,5°
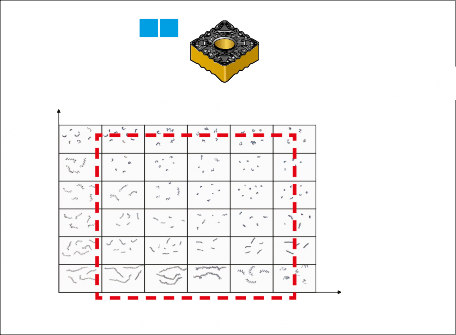
Влияние главного угла в плане на толщину стружки
-5°
15°
30°
45°








Максимальная толщина стружки hex уменьшается относительно величины подачи при уменьшении главного угла в плане.
Главный угол в плане KAPR
KAPR
95°
KAPR
75°
KAPR
60°
KAPR
45°

90° min
Отношение толщины стружки к подаче
1
0.96
0.87
0.71
Переменная
Эффективная дли- на режущей кромки la, мм, при ap=2 мм
2
2.08
2.3
2.82
Переменная
2.3 (.091)
2.82 (.111)
2.08 (.082)
2 (.079)




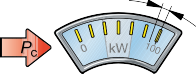
Расчёт потребляемой мощности
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин
fn = подача, мм/об
ap = глубина резания, мм
kc = удельная сила резания, Н/мм2 Pc = потребляемая мощность, кВт кВт = киловатты
Потребляемая мощность (Pc) в кВт
—это мощность, необходимая для осуществления процесса резания. Этот параметр особо важен при черновой обработке, когда для выполнения опе- рации требуется обеспечить достаточ- ную мощность станка. Также большое значение имеет коэффициент полезно-
л. с.
vc × ap × fn × kc
33 × 103
Pc =
Сведения о значении kc смотрите на стр. H 16
Pc =
vc × ap × fn × kc
60 × 103
кВт
Процесс планирования производства
1
Анализ детали
2
Анализ оборудования
Размеры детали и тип операции
Материал заготовки и размер партии
Параметры станка
3
Выбор инструмента
4
Способ применения
5
Решение проблем
Тип токарного инструмента:
-
для наружной/внутренней обработки
-
для продольной обработки
-
для обработки торцов
-
для профильной обработки
Режимы резания, стра- тегия обработки и т.п.


Проблемы и их решение
-
Деталь и материал заготовки
Параметры, которые необходимо учитывать
Деталь
-
Анализ требований к размерам и качеству обрабо- танной поверхности
-
Тип операции (продольная, торцевая и профильная обработка)
-
Наружная, внутренняя обработка
-
Черновая, получистовая или чистовая обработка
-
Стратегия обработки
-
Число проходов
-
Допуски

P Сталь Материал заготовки
M Нержавеющая сталь
K Чугун
N Цветные металлы Жаропрочные сплавы и
S титан
-
Обрабатываемость
-
Состояние заготовки (отливка или предварительно обработанная)
-
Стружкодробление
-
Твёрдость
-
Содержание легирующих элементов
H Сталь высокой твёрдости
-
-
-
Параметры станка
Состояние станка
Основные требования к станку:
-
Стабильность, мощность и крутящий момент, осо- бенно для обработки больших диаметров
-
Закрепление заготовки
-
Расположение инструмента
-
Время смены инструмента/количество инструментов в револьверной головке
-
Ограничения частоты вращения шпинделя (об/мин), подача прутка
-
Наличие контршпинделя или заднего центра
-
Возможность использовать люнеты
-
Простота программирования
-
Давление подачи СОЖ
-
-
Выбор инструмента
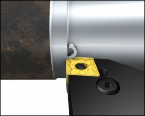
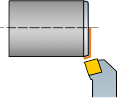
Общее применение – точение ромбическими пластинами

Преимущества
-
Гибкость применения
-
Большой угол в плане
-
Для точения и подрезки торцов
-
Достаточная прочность для черновой обработки
Недостатки
-
-
-
-
-
Возможно возникнове- ние вибрации при точе- нии тонких, длинных деталей
Точение пластинами с геометрией Wiper

Преимущества
-
Возможность работать с высокой подачей
-
Повышение качества поверхности при обыч- ной величине подачи
-
Увеличение производи- тельности
-
Недостатки
-
Неэффективно при обратном и профильном точении
Уникальные решения Coromant для точения

Преимущества
-
Повышенные режимы резания при профиль- ной обработке
-
Повышенная точность обработки

Преимущества
-
Большое количество режущих кромок
-
Контроль над стружкодроблением и прогнози- руемая стойкость инструмента

Преимущества
-
Точение во всех направлениях
-
Эффективное и производительное точение
-
-
Способ применения
Параметры, которые необходимо учитывать

Траектория перемещения инструмен- та относительно заготовки — важный параметр процесса обработки.
Траектория влияет на:

-
Стружкообразование
-
Износ пластин
-
Качество поверхности
-
Стойкость инструмента

На практике, державка, геометрия и сплав пластины, материал заготовки и траектория перемещения инструмента значительно влияют на длительность цикла обработки и производительность.
-
-
Решение проблем
Параметры, которые необходимо учитывать


Тип пластины
-
Используйте пластины с задними углами для снижения сил резания при наружной и внутренней токарной обработке
-

Пластина без задних углов

ap RE
Пластина с задними углами

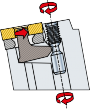
Стружкодробление
-
Оптимизируйте стружкодробление путем изменения глубины резания, подачи или геометрии пластины
Радиус при вершине
-
Глубина резания должна быть не мень- ше радиуса при вершине (RE)

Износ пластины
-
Убедитесь, что износ пластины по зад- ней поверхности не превышает общей рекомендованной величины 0,5 мм
Наружное точение – пластины без задних углов
-
Продольное точение
-
Профильное точение
-
Подрезка торца

1 2
3
Обзор державок

-
Режущая пластина без задних углов
-
Прижим повышенной жёсткости
-
Модульные/ призматические державки
-
-
Режущая пластина без задних углов
-
Прижим рычагом за отверстие
-
Модульные/ призматические державки
-
Пластины без задних углов/с задними углами
-
Все системы крепления
-
Резцовые головки
-
Модульные/ призматические державки
-
Пластины без задних углов
-
Прижим рычагом за отверстие
-
Высокоточная подача СОЖ
-
Модульные/ призматические державки
Наружное точение – пластины с задними углами
-
Продольное точение
-
Профильное точение
-
Подрезка торца
1
2
3
Обзор державок




-
Пластина с за- дними углами
-
Закрепление винтом
-
Модульные/ призматические державки
-
Высокоточная подача СОЖ
-
Пластина с за- дними углами
-
Закрепление винтом
-
Крепление iLock™
-
Модульные/ призматические державки
-
Пластина без задних углов/с задними углами
-
Все системы крепления
-
Резцовые головки
-
Модульные/ призматические державки
-
-
-
Пластина с за- дними углами
-
Закрепление пластин винтом
-
Модульные/ призматические державки
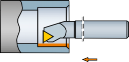
Внутреннее точение – пластины без задних углов/с задними углами
Пластины с задними углами Пластины без задних углов
Обзор расточных оправок



-
Пластина без задних углов/с задними углами
-
Антивибрационные расточные оправки
-
Расточные оправки

-
Пластина без задних углов/с задними углами
-
Все системы крепления
-
Резцовые головки
-
Антивибрационные модульные/расточные оправки
-
Высокоточная подача СОЖ
-
Пластина без задних углов
-
Прижим повышенной жёсткости
-
Модульные/расточные оправки

-
Пластина с задними углами
-
Закрепление пластин винтом
-
Резцовые головки
-
Модульные/расточные оправки
-
Высокоточная подача СОЖ
-
Пластина без задних углов
-
Прижим рычагом за отверстие
-
Модульные/расточные оправки

-
Антивибрационные расточные оправки
-
Расточные оправки
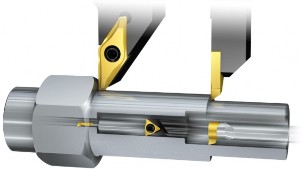
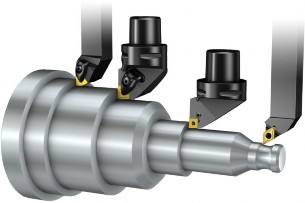
Инструмент для мелкоразмерной обработки
-
Наружное точение
-
Наружное точение (автоматы продольного
1 точения)
2 3. Внутреннее точение (сменные пластины с торцевым креплением)
4. Внутреннее точение
5 5. Внутреннее точение
3
4 (твердосплавные
вставки)
Обзор державок
Инструмент для наружной обработки





-
Пластина с задними углами
-
Закрепление пластин винтом
-
Призматические державки
-
Высокоточная подача СОЖ
-
-
Быстросменный инструмент
-
Пластина с задними углами
-
Закрепление пластин винтом
-
Пластина с задними углами
-
Закрепление пластин винтом
Инструмент для внутренней обработки


-
Пластина с задними углами
-
Закрепление пластин винтом
-
Высокоточная подача СОЖ
-
-
С задними углами
-
Закрепление винтом
-
С задними углами
-
Твердосплавные вставки
-
Адаптированные оправки
Обзор систем крепления пластин

Закрепление пластин без задних углов



Прижим повышенной жёсткости
Прижим рычагом за отверстие

Закрепление пластин с задними углами


Закрепление пластин
 винтом
винтом

Закрепление пластин
 винтом
винтом
Закрепление пластин с задними углами, система iLock™


 iLock™
iLock™Закрепление пластин винтом
5°/7°
Современные системы закрепления пластин для токарного инструмента
Прижим повышенной жёсткости

-
Пластины без задних углов
-
Превосходная жёсткость
-
Простота замены пластин
Прижим рычагом за отверстие
-
Пластины без задних углов
-
Свободный сход стружки
-
Простота замены пластин
Закрепление пластин винтом
-
Пластины с задними углами
• Надёжное закрепление пластин
-
Свободный сход стружки
Закрепление пластин винтом, iLock™
-
Пластины с задними углами
-
Очень надёжное крепление
-
Высокая точность
-
-
Выбор пластин
-
-
-
-
-
-
Форма, размер, радиус при вершине
-
Влияние режимов резания на стойкость инструмента
A 41
A 47
Комплексный подход в металлообработке
Правильный подход к процессу металлообработки означает понимание особенно- стей материала заготовки и рациональный выбор геометрии и сплава пластины с учётом конкретной области применения.
Сплав
Материал заготовки
Геометрия
-
Сочетание оптимизи- рованной геометрии и сплава пластины для определенного обраба- тываемого материала
— это ключ к успешному процессу обработки
-
Эти три основные составляющие должны быть тщательно проана- лизированы и адаптиро- ваны к каждой операции обработки
-
Для успешного выпол- нения операций чрез- вычайно важно знать и понимать, как эти факто- ры влияют на процесс резания
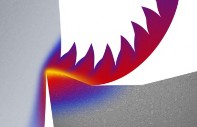
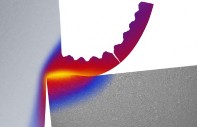
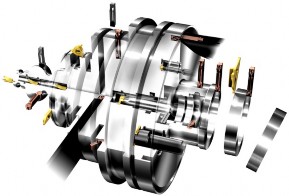
Процесс резания начинается с режущей кромки
Типичный процесс формирования стружки — съёмка высокоскоростной камерой

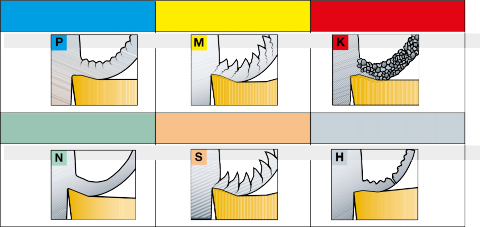
Шесть групп обрабатываемых материалов
В металлообрабатывающей отрасли встречается множество деталей раз- ной конструкции, изготавливаемых из различных материалов. Каждый обраба- тываемый материал имеет свои уникаль- ные характеристики, которые зависят
от легирующих элементов, термообра- ботки, упрочнения и т.д. Всё это сильно влияет на выбор геометрии режущего инструмента, сплава и режимов резания.
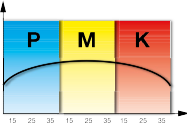
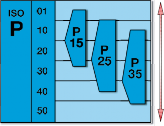
Поэтому обрабатываемые материалы делятся на 6 основных групп согласно стандарту ISO, причем каждая группа характеризуется своим уровнем обраба- тываемости.
Группы обрабатываемых материалов


P Сталь
-
ISO P – Сталь. Наиболее широ- кая группа материалов в области металлообработки, включающая
различные виды сталей — от нелеги- рованных до высоколегированных, а также стальное литье, ферритные и мартенситные нержавеющие стали. Обрабатываемость этих сталей, как правило, хорошая, но сильно варьи- руется в зависимости от твёрдости материала, содержания углерода и пр.

Нержавеющая

M сталь
-
ISO M – Нержавеющая сталь. Это сплавы с содержанием хрома не менее 12%, а также с другими легиру- ющими элементами, такими как никель и молибден. Эта обширная группа обрабатываемых материалов вклю- чает различные типы нержавеющих сталей — ферритные, мартенситные, аустенитные и аустенитно-ферритные (дуплекс). Общим для всех этих мате- риалов является то, что в процессе резания в зоне обработки возникает высокая температура, что приводит к возникновению проточин и нароста на режущей кромке инструмента.


K Чугун


N Алюминий


S
Жаропрочные сплавы


H
Материалы высокой твёрдости
-
-
-
-
-
ISO K – Чугун. В отличие от стали, при обработке даёт короткую стружку, так называемую стружку надлома. Серый чугун (GCI) и ковкие чугуны (MCI) обра- батываются довольно легко, в то время как чугун с шаровидным графитом (NCI), чугун с вермикулярным графитом (CGI) и отпущенный ковкий чугун (ADI) гораздо хуже поддаются обработке. Все чугуны содержат карбид кремния (SiC), который обладает высокими абразивными свойствами.
-
ISO N – Цветные металлы. Сюда вклю- чены более мягкие типы металлов, например, алюминий, медь, латунь и пр. Алюминий с 13% содержанием крем- ния (Si) – очень высокоабразивный ма- териал. При использовании режущих пластин с острыми кромками можно применять высокие скорости резания с обеспечением высокой стойкости инструмента.
-
ISO S – Жаропрочные сплавы. Включают в себя множество высоко- легированных материалов на основе железа, никеля, кобальта и титана. Они обладают повышенной вязкостью, вызывают наростообразование на ре- жущей кромке, повышенное выделение тепла и склонны к наклепу, т.е. очень схожи с группой ISO M, но гораздо хуже поддаются обработке, и в результате стойкость режущих кромок снижается.
-
ISO H – Материалы высокой твёрдости. В эту группу входят стали с твёрдо- стью 45-65 HRc и отбеленный чугун
с твёрдостью 400-600 HB. Высокая твёрдость усложняет обработку всех представителей этой группы. При резании эти материалы выделяют много тепла и характеризуются очень сильным абразивным действием.
Силы резания
Другим фактором, в котором проявляется разница между шестью группами мате- риалов, является сила резания (FT), необходимая для удаления стружки заданного сечения в определенных условиях.
Для различных типов обрабатываемых материалов определяется значение удель- ной силы резания (kc), которое используется при расчете мощности, необходимой для осуществления процесса обработки.
kc1 = удельная сила резания для стружки толщиной 1 мм.

P Сталь


M Нержавеющая сталь



K Чугун
-
Для материалов группы P диапазон kc1:
1500-3100 Н/мм2
-
Для материалов группы M диапазон
kc1: 1800-2850 Н/мм2
-
Для материалов группы K диапазон
kc1: 790-1350 Н/мм2

N Алюминий


S Жаропрочные сплавы

-
Для материалов группы N диапазон kc1:
350-1350 Н/мм2
-
Для материалов группы S диапазон kc1: 2400-3100 Н/мм2 для жаропрочных сплавов
1300-1400 Н/мм2 для титановых сплавов


H Материалы высокой твердости
-
Для материалов группы H диапазон kc1:
2550 – 4870 Н/мм2
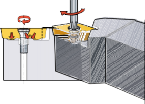
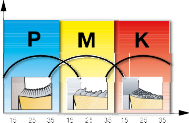
Формирование стружки
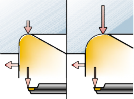
Существует три типа дробления стружки.
Самодробление

Самодробление про- исходит под действием внутренних напряжений. В процессе резания стружка изгибается и ломается.
Об инструмент

Стружка изгибается в сторону инструмента, соприкасается с задней поверхностью режущей пластины или державкой и ломается в результате возникающих напряже- ний. Этот метод, несмо- тря на частое приме- нение, в определенных случаях может приводить к повреждению режущей пластины стружкой.
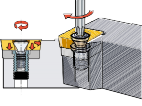
О заготовку
Стружка ломается о заготовку, в том чис- ле при контакте с уже обработанной поверх-
ностью. Этот тип струж- кодробления обычно не применяется на операци- ях, требующих высокого качества обработанной поверхности, вследствие вероятного повреждения детали.
На формирование стружки влияют различные параметры
Стружкообразование зависит от глубины резания, подачи, материала заготовки и геометрии инструмента.
Самодробление Об инструмент
a
ap
p
KAPR
О заготовку
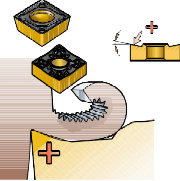
Передний угол пластины
Передний угол (, GAMO) — угол между передней поверхностью и основной плоскостью. Передний угол может быть как положи-
тельным, так и отрицательным. Это зависит от того, какая пластина используется: с задними углами или без задних углов. В случае отсутствия у пластины заднего угла, он обеспечивается наклоном пластины в державке, что, в свою очередь, определяет величину переднего угла при обработке.
Положительный передний угол Отрицательный передний угол
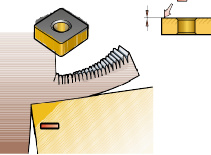
Передний угол пластины
Различия геометрий пластин с задними углами и без задних углов:
-
Пластина без задних углов имеет угол заострения 90°
-
Пластина с задними углами имеет угол заострения менее 90°
Пластина без задних углов долж- на быть наклонена в державке под
отрицательным углом, чтобы обеспе- чить наличие заднего угла в процессе резания. Для пластин с задними углами этот вопрос решен конструктивно.
Пластины без задних углов
-
Двусторонние/односторонние
-
Прочная режущая кромка
-
Нулевой задний угол
-
Наружная/внутренняя обра- ботка
-
Тяжёлые условия обработки
Примечание: Задний угол — угол между задней поверхностью пластины и плоско- стью резания.
Пластины с задними углами
-
Односторонние
-
Низкие силы резания
-
Задний угол обеспечивается пластиной
-
Внутренняя/наружная обработка
-
Нежёсткие детали, малые диаметры
Геометрии пластин
При обработке металлов большое внимание уделяется вопросу отвода стружки из зоны резания в необходимом направлении. Длина и форма стружки должны обеспечивать её легкую эвакуацию.
-
При фрезеровании и сверлении на стружкообразо- вание влияет значительно больше факторов, чем при точении
-
Точение — это единственная операция, где резание осуществляется невращающимся инструментом, а вращается заготовка
-
Передний угол режущей пластины, геометрия и подача играют важную роль в процессе стружко- образования
-
Основное тепло, выделяющееся в процессе резания (80%), отводится со стружкой
-
Конструкция современной режущей пластины
Назначение конструктивных элементов и виды геометрии
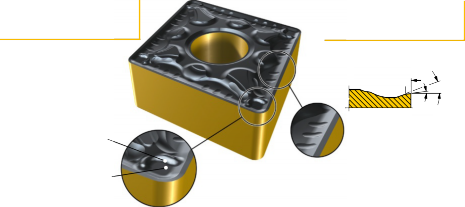
Вершина режущей кромки
Главная режущая кромка
0,25 мм
20°
5°
Макрогеометрия со стружколомом
Геометрия для малой глубины
резания
-
Ширина фаски 0,25 мм
-
Передний угол 20°
-
Угол фаски 5°

0,2 мм
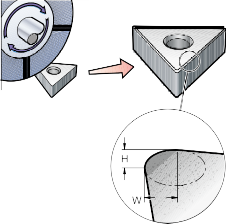
Усиление режущей кромки
Формирование радиуса округления (ER) режущей кромки обеспечивает её окончательную микрогеоме- трию.
-
Округление кромки ER выполняется перед нанесением покрытия и придаёт ей окончательную форму (микрогео- метрия)
-
Соотношение W/H определяет воз- можность использования пластины в различных областях применения
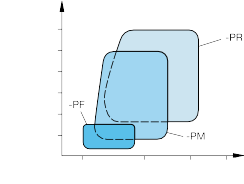
Область применения геометрий пластин
Диаграмма стружкодробления для кон- кретной геометрии пластины определя- ет область устойчивого стружко-
Глубина резания,

ap мм
Подача, fn мм/об
дробления в зависимости от подачи и глубины резания.
-
Глубину резания (ap) и подачу (fn) необходимо выбирать в соответствии с областью устойчивого стружкодро- бления для заданной геометрии
-
Стружка слишком большой толщины может привести к поломке режущей пластины
-
Слишком длинная стружка может при- вести к нарушению процесса обработ- ки и снижению качества обработанной поверхности
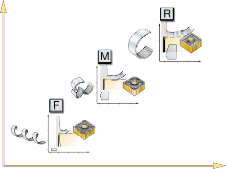
Три основные области применения пластин
R = Черновая обработка
M = Получистовая обработка
F = Чистовая обработка
Черновая обработка
-
Максимальная скорость съема металла и/или обработка в тяжёлых условиях
-
Сочетание большой глубины резания
-
Глубина резания,
ap мм
Подача, fn мм/об
и подачи
-
-
-
-
Большие силы резания
Получистовая обработка
-
Большинство операций общего назна- чения
-
Операции получистовой и лёгкой чер- новой обработки
-
Широкий диапазон сочетаний глубины резания и подачи
Чистовая обработка
-
Малые глубины резания и подачи
-
Низкие силы резания
Стружкодробление в зависимости от области применения
Точение низколегированных сталей
Глубина резания,
ap мм
CNMG 120408
Черновая обработка – R
(CNMG 432)
Сочетания больших глубин резания и подач. Операции, требующие высокой прочности кромки.
(.236)
(.157)
(.079)
6.0
4.0
2.0
(.004) (.016) (.031)
0.1 0.4 0.8
Подача, fn мм/об
Получистовая обработка – M Операции получистовой и лёгкой чер- новой обработки.
Широкий диапазон сочетаний глубины резания и подачи.
Чистовая обработка – F
Операции с небольшой глубиной реза- ния и низкими подачами.
Обработка с низкими силами резания.
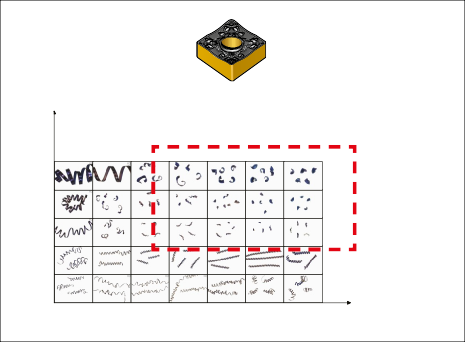
Диаграмма стружкодробления
R
P
Черновая
Область стружкодробления:
обработка стали CMC 02.1
ap = 5.0 (1.0 - 7.5 )
ap = .197 (.039 - .295)
fn = .020 (.010 - .028)
(CNMM 432-PR)
fn = 0.5 (0.25 - 0.7)
мм мм/об
Глубина резания,
ap мм
CNMM 120412-PR
(.236)
(.118)
(.059)
(.039)
(.020)
6.0
3.0
1.5
1.0
Красным выделена область с приемлемым
стружкодроблением
0.5
(.004) (.008) (.012) (.016) (.020) (.024) (.028)
0.1 0.2 0.3 0.4 0.5 0.6 0.7
Подача, fn мм/об
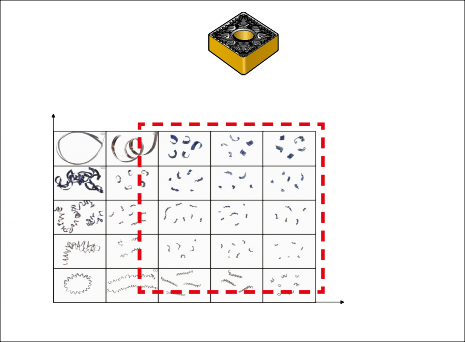
Получистовая
обработка
Область стружкодробления:
M
P
стали CMC 02.1
Глубина резания,
ap мм
CNMG 120408-PM
ap = 3.0 (0.5 - 5.5)
ap = .118 (.020 - .217) inch
fn = .012 (.006 - .020) inch/r
fn = 0.3 (0.15 - 0.5)
мм мм/об
(.236)
(.118)
(.059)
(.039)
(.020)
(CNMG 432-PM)
6.0
3.0
1.5
1.0
0.5
(.004) (.008) (.012) (.016) (.020)
(.004) (.006) (.008) (.010) (.012) (.014)
(.059)
(.049)
(.039)
(.030)
(.020)
(.010)
0.1 0.2 0.3 0.4 0.5
ap = .016 (.010 - .059) inch
fn = .006 (.003 - .012) inch/r
(CNMG 434-PF)
мм мм/об
ap = 0.4 (0.25 - 1.5)
fn = 0.15 (0.07 - 0.3)
Область стружкодробления:
P F
Чистовая обработка стали CMC 02.1
Подача, fn мм/об
Глубина резания,
ap мм
CNMG 120404-PF
1.5
1.25
1.0
0.75
0.5
0.25
0.1
0.15 0.2
0.25 0.3
0.35
Подача, fn мм/об
Выбор режущих пластин
Факторы, влияющие на выбор пластин

Для обеспечения удовлетворительного дробления стружки важно правильно выбрать размер пластины, ее форму, геометрию и радиус при вершине.
-
Выбирайте максимально возможный угол при вершине пластины для обе-
L спечения прочности и экономии
-
Выбирайте максимально возможный
RE радиус при вершине пластины для обе-
L = длина режущей кромки (размер пластины) RE = радиус при вершине
спечения прочности режущей кромки
-
-
-
Выбирайте меньший радиус при верши- не для снижения вибрации
Пластины для обработки материалов групп ISO P, ISO M, ISO K и ISO S
Различные микро- и макрогеометрии адаптированы к различным






областям применения.
Обрабатываемый
материал
Чистовая
обработка
Получистовая
обработка
Черновая
обработка

0,07 мм
0,2 мм
0,32 мм

0,29 мм
0,32 мм

0,1 мм
0,25 мм





Описание геометрий
Каждая режущая пластина имеет область устойчивого стружкодробления.
В каталогах доступны описание геометрий и информация по области применения.
Область устойчивого стружкодробления

-PM
(.236)
(.197)
(.157)
(.118)
(.079)
(.039)

ap дюйм 6.0
5.0
4.0
3.0
2.0
1.0
Описание геометрии
(CNMG 12 04 08-PM)
CNMG 432-PM
ap = 0.5 – 5.5
ap = .020 – .217 inch
fn = .006 – .020 inch/r
0,25 мм
fn = 0.15 – 0.5
0,20 мм
мм мм/об
Применение
-PM – для получистового точения
различных видов сталей
Подача (fn): 0,1 – 0,65 мм/об
Глубина резания (ap): 0,4 – 8,6 мм Операции: продольное точение, обработка торцов и профильная обработка
Преимущества: универсальность, надеж- ность, обеспечение устойчивого стружкод- робления
Детали: оси, валы, ступицы, шестерни и т.п. Ограничения: большие глубины резания и подачи могут привести к поломке пластины
Общие рекомендации: в сочетании с износо-
стойким сплавом обеспечивают максималь-
(.004) (.008) (.012) (.016) (.020) (.024) (.028) (.031) (.035)

0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 fn мм
ную производительность
Возможная оптимизация: геометрия WMX
Универсальные и оптимизированные токарные пластины
Универсальные пластины
-
Универсальная геометрия
-
Оптимизация сплавами

-
Компромисс производительности
Оптимизированные пластины
-
Специализированные сплавы и геометрии
-
Оптимизированная рабо- тоспособность в соот- ветствии с материалом заготовки и обрабатывае- мостью
Область применения

Область применения
Пластины для общего точения
Выбор типа пластины
Без задних углов, двух-/односторонние пластины





Плоские пластины
-
-
Пластина без задних углов имеет угол заострения 90°
-
Доступны в двухстороннем/ одностороннем исполне- нии, с отверстием или без
Двух- сторонняя
Одно- сторонняя
Без отверстия
С отвер- стием
Много- кромоч- ные, не ISO

С задними углами, односторонние пластины





-
Пластина с задними углами имеет угол заострения менее 90°
-
Доступно исполнение с задним углом 7° или 11°
-
Пластины с креплением iLock™ имеют задний угол
С
задним углом 11°
С
задним углом 7°
С задним углом, кре- пление iLock™
Не ISO,
крепление iLock™
Не по стандарту ISO
5° или 7°
Стружкообразование при высоких температурах и давлении
Выбор сплава имеет определяющее значение для успешной обработки
Температура указана в градусах Цельсия
Идеальный материал режущего инструмента должен:
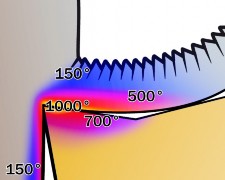
-
быть устойчивым к износу по задней поверхности и деформации
-
быть устойчивым к выкрашиванию
-
быть химически инертным к материалу заготовки
-
быть химически устойчивым к окислению и диффузии
-
быть устойчивым к резким изменениям температуры
Основные группы инструментальных материалов
Большинство инструментальных материалов можно отнести к следующим группам:
-
Твёрдый сплав без покрытия (HW)
-
Твёрдый сплав с покрытием (HC)
-
Кермет (HT, HC)
-
HT Кермет без покрытия, содержит в основном карбиды (TiC) или нитриды (TiN) титана или и те,
и другие вместе
-
HC Вышеописанный кермет, но с покрытием
-
-
Керамика (CA, CM, CN, CC)
-
CA Оксидная керамика, состоящая преимущественно из оксида алюминия (Al2O3)
-
-
-
CM Смешанная керамика на ос- нове оксида алюминия (Al2O3), но содержащая также другие элементы
-
CN Нитридная керамика, содержа- щая в основном нитриды крем- ния (Si3N4)
-
CC Вышеописанная керамика, но с покрытием
-
-
Кубический нитрид бора (BN)
-
Поликристаллический алмаз (DP, HC)
-
DP Поликристаллический алмаз
-
HC Поликристаллический алмаз с покрытием

Выбор геометрии и сплава пластины
Выбор пластины – сплав
Выберите геометрию и сплав в соответствии с областью применения.
Область применения сплава Условия обработки
Износостойкость
Хорошие условия



Средние
 условия
условияТяжёлые

 условия
условия


Условия обработки

Хорошие условия
-
Непрерывное резание

-
Высокая скорость резания
Хорошие условия
Средние условия
Тяжёлые условия
-
Предварительно обработанная заготовка
-
Высокая жёсткость закрепления заготовки
-
Небольшой вылет


Средние условия
-
Профильная обработка
-
Умеренные скорости резания
-
Поковки и отливки
-
Хорошая жёсткость закрепления заготовки

Тяжёлые условия
-
Прерывистое резание
-
Низкие скорости резания
-
Литейная корка или окалина на заготовке
-
Нежёсткое закрепление заготовки
-
-
Специализированные сплавы для разных групп материалов
Специализированные сплавы сводят к минимуму износ инструмента
Материал заготовки по-разному влияет на износ в процессе резания. Поэтому разрабатываются специ- ализированные сплавы с повышенной стойкостью к основным видам износа, например:
-
Износ по задней поверхности, лункообразование и пластическая деформация
-
Наростообразование и образование проточин
ISO
P
ISO
N
Сталь
Цветные металлы
ISO
M
ISO
S
Нержавеющая сталь
Жаропрочные и титановые сплавы
ISO
K
ISO
H
Чугун
Материалы высокой твёрдости
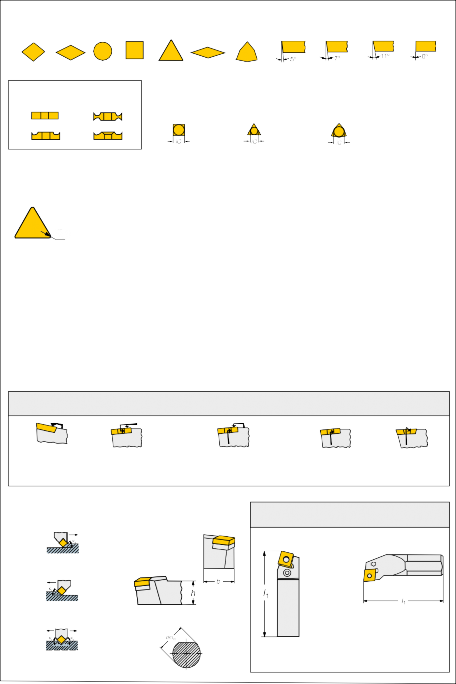
Влияние угла при вершине пластины
Форма пластины может меняться в широких пределах: от ромба с углом при вершине 35° до круглой.
Каждая форма пластины обладает уни- кальными свойствами:
- одни обеспечивают максимальную прочность при черновой обработке
-
другие обеспечивают наилучшую геометрическую проходимость при профильной обработке
Каждая форма пластины также имеет уникальные ограничения.
К примеру:
-
малый угол при вершине снижает прочность режущей кромки во время обработки
Круглая
90°
80°
80°
60°
55°
35°
R
S
C
W
T
D
V






Прочность режущей кромки
Геометрическая проходимость

Склонность к вибрациям
Потребляемая мощность
Большой угол при вершине
-
Прочная режущая кромка
-
Более высокие подачи
-
Высокие силы резания
-
Больше вероятность возникновения вибраций
-
Малый угол при вершине
-
Менее прочная режущая кромка
-
Повышенная геометрическая проходимость
-
Низкие силы резания
-
Меньше вероятность возникновения вибраций
Выбор пластины – форма
Факторы, влияющие на выбор формы пластины

Выбор формы пластины определяется необходимой геометрической проходимостью инструмента. Для обеспечения прочности и надёжности режущей пластины следует выбирать максимально возможный угол при вершине.
Форма пластины





Черновая обработка
++
++
++
+
+
Легкая черновая/ получистовая
обработка
+
++
+
++
++
Чистовая обработка
+
+
++
++
++
Продольное точение
++
+
+
++
+
Профильная обработка
+
+
++
++
Подрезка торца
+
++
++
+
+
+
Универсальность
+
++
+
+
++
+
Ограниченная мощность станка
+
+
++
++
++
Склонность к вибрациям
+
++
++
++
Материалы высокой твёрдости
++
++
Прерывистое резание
++
++
+
+
+
++= предпочтительно += возможно
Количество режущих кромок
Форма пластины







Обозначение по
ISO
R
S
C
W
T
D
V
Количество кромок, пластины без задних углов
8*
8
4
6
6
4
4
Количество кромок, пластины с
задними углами
4*
4
2
3
3
2
2
*В зависимости от ap
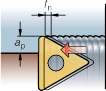
Выбор радиуса при вершине
Влияние большого и малого радиуса при вершине
RE
RE
RE

Малый радиус при вершине
-
Идеален для небольшой глубины резания
-
Снижение вибрации
-
Низкая прочность режу- щей кромки
-
Большой радиус при вершине
Основное правило
Глубина резания не должна быть меньше радиуса при вершине (RE)
-
Высокие подачи
-
Большая глубина реза- ния
-
Высокая прочность режущей кромки
-
Увеличенная радиаль- ная составляющая силы резания
Малый радиус при вершине должен быть первым выбором
При малом радиусе при вершине радиальная составляющая силы резания может сводиться к минимуму. Преимуществами использования большого радиуса при вершине являются более прочная режущая кромка, лучшее качество обработан- ной поверхности и более равномерное давление на режущую кромку.
DOC
DOC DOC
-
Отношение радиуса при вершине к глубине резания (DOC) влияет на склонность к вибрациям. Рекомендуется выбирать радиус при вершине меньше, чем глубина резания.
Влияние радиуса при вершине и глубины резания
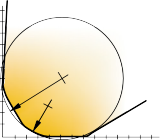
Радиальная сила, действующая на заго- товку, линейно возрастает, пока радиус при вершине пластины превышает глубину резания. Далее она остаётся постоянной на уровне максимального значения.
При использовании круглой пластины радиальное давление никогда не будет стабилизировано, так как теоретиче- ский радиус при вершине равен поло- вине диаметра пластины (IC).
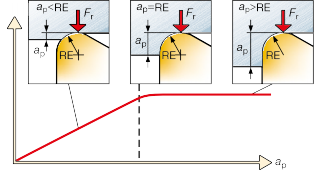
Fr
Выбор пластины – радиус при вершине
Точение пластинами Wiper с высокими подачами
Wiper – общая информация
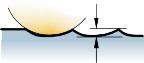
Пластина Wiper
rWiper
Rmax
Зачем использовать Wiper
-
Для увеличения подачи и повышения произво- дительности
-
Для улучшения качества поверхности без сниже- ния подачи
Когда использовать
Wiper
-
По возможности,
Обычная пластина
используйте пластины Wiper в качестве перво- го выбора
rISO
Wiper – технические особенности
Rmax
Ограничения
-
-
Основное ограничение
— вибрация
-
Поверхность может выглядеть грубой, но измерения показыва- ют высокое качество поверхности
-
Каждая режущая кромка Wiper име- ет при вершине комбинацию из 3-9 радиусов
-
Суммарная длина режущей кромки пластины Wiper больше, чем у обычной пластины
-
Увеличенная длина режущей кромки повышает качество обработанной поверхности

-
Большая длина контакта увеличи- вает силы резания, вследствие чего пластина Wiper более чувствительна к вибрации при обработке нежёстких деталей
-
Радиус при вершине обычной пластины в сравне- нии с радиусом при вершине пластины Wiper
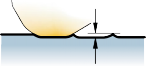
Wiper – качество обработанной поверхности
Обычная
пластина
Пластина Wiper - удво- енная подача, то же значе- ние Ra
Пластина Wiper - та же подача, значение Ra вдвое меньше
Основное правило
-
Обработка пластиной Wiper с удвоенной подачей обеспечивает такое же качество поверхности, как и при обработке обычными пластинами с нормальной подачей
-
Обработка пластиной Wiper с нормальной подачей обеспечивает вдвое лучшее качество поверхно- сти по сравнению с обработкой обычными пластинами
Rt = Максимальное значение высоты профиля
Ra = Средняя арифметическая высота профиля
Качество поверхности: обычные пластины и пластины Wiper
(236)
(197)
(157)
(118)
(79)
(39)
(0)
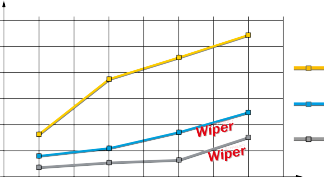

Ra (мкм) 6.00
5.00
4.00
3.00
2.00
1.00
0.00
(.008) (.014) (.020) (.026)

0.20 0.35 0.50 0.65
Геометрия пластины
Стандартная
-PM
Wiper -WM Wiper -WMX
Подача, fn (мм/об)
Выбор пластины – влияние режимов резания на стойкость
Параметры режимов резания влияют на стойкость инструмента
Используйте потенциал:
-
ap – для уменьшения числа проходов
-
fn – для сокращения времени резания
-
vc – для оптимизации стойкости инструмента


Стойкость инструмента
Скорость резания
vc – сильное влияние на стойкость инструмента
Корректируйте vc для повышения эконо- мичности обработки
Скорость резания vc

Стойкость инструмента
Подача
fn – среднее влияние на стойкость инструмента
Подача fn


Стойкость инструмента
Глубина резания
ap – минимальное влияние на стой- кость инструмента
Глубина резания ap
Выбор пластины – влияние режимов резания на стойкость
Влияние скорости резания на стойкость
Основной фактор, определяющий стойкость инструмента
Слишком высокая скорость резания
-
Интенсивный износ по задней поверхности
-
Низкое качество обра- ботанной поверхности
-
Быстрое лункообразо- вание
-
Пластическая дефор- мация
-
Влияние подачи на стойкость
Слишком низкая ско- рость резания
-
Наростообразование
-
Низкая эффективность обработки
Основной фактор, определяющий производительность
Слишком высокая подача
-
Потеря контроля над стружкообразованием
-
Неудовлетворительное качество обработанной поверхности
-
Лункообразование, пла- стическая деформация
-
Высокая потребляемая мощность
-
"Приваривание" стружки
-
-
Повреждение кромок стружкой
Слишком низкая подача
-
Сливная стружка
-
Низкая эффективность обработки
Влияние глубины резания на стойкость
Слишком большая глубина резания
-
Высокая потребляемая мощность
-
Поломка режущей пластины
-
Повышенные силы резания
-
Слишком маленькая глубина резания
-
Потеря контроля над стружкообразованием
-
Вибрации
-
Чрезмерный нагрев
-
Низкая эффективность обработки
Выбор инструмента и особенности применения
Основные рекомендации
-
Надёжное закрепление пластины и державки — основа стабильности токарной обработки
-
Тип державок определяется главным углом в плане, а также формой и размером используемой пластины
-
Выбор инструмента основан, прежде всего, на типе операции
-
Другой важный аспект — выбор между пластинами без задних углов и пластинами с задними углами
-
По возможности используйте модульный инстру- мент
Четыре основных области применения

Продольное точение/подрезка торца
Наиболее распространенные операции точения
-
Часто используется пластина формы С (ромб 80°)
-
Обычно используются державки с углами в плане 95° и 93°
-
Альтернативные пластины – формы D (55°), W (80°) и T (60°)

Профильное точение

Подрезка торца


Обработка карманов
Определяющие факторы — универсальность и геометрическая проходимость
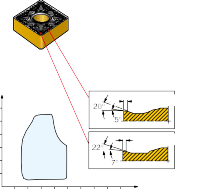
• Для обеспечения удовлетворительной обработки необхо- димо учитывать эффективный угол в плане (KAPR)
• Наиболее часто используется главный угол в плане 93°, так как он позволяет обеспечить угол врезания 22°-27°
• Наиболее часто используются пластины формы D (55°) и V (35°)
Инструмент подается по направлению к оси заготовки
• Учитывайте скорость резания, которая постепенно меняет- ся по мере приближения к оси заготовки
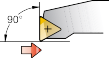
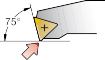
• Обычно используются главные углы в плане 75° и 95/91°
• Наиболее часто используются пластины формы C (80°) и S (90°)
Метод получения или расширения мелких канавок
• Круглые пластины очень хорошо подходят для трохоидаль- ного точения, так как могут работать как с радиальной, так и с осевой подачей
• Для круглых пластин обычно используются нейтральные державки 90°
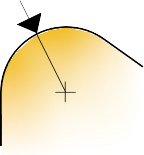
Большой угол в плане
Особенности/преимущества
• Направление сил резания вдоль оси вращения заготовки
• Возможность обработки до уступа
• Повышенные силы резания при врезании и выходе из резания
• Склонность к образованию проточин при обработ- ке жаропрочных сплавов и материалов высокой твёрдости
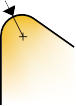
Малый угол в плане
45º (45º)
Особенности/преимущества

-
Более тонкая стружка
- Возможность повышения производительности
-
Снижение склонности к образованию проточин
-
Невозможность обработки до уступа
Главный угол в плане
Важный фактор при профильном точении
-
При профильном точении параметры резания могут изменяться — глубина резания, толщина стружки и скорость резания
-
Для достижения прочности и экономичности обработки следует выбирать максимально воз- можный угол при вершине пластины, но при этом необходимо также учитывать геометрическую проходимость для обеспечения необходимого зазора между заготовкой и режущей кромкой
-
Наиболее часто используются углы при вершине 55° и 35°
-
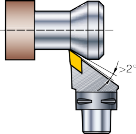
Главный угол в плане и угол при вершине пласти- ны являются важными факторами для обеспече- ния геометрической проходимости. Для выбора наиболее подходящего угла обработки необходи- мо проанализировать профиль заготовки
-
Необходимо поддерживать угол между заготов- кой и режущей пластиной не менее 2°
Профи льная обработка от центра
Продо льное точение
Профи льная обработка к центру
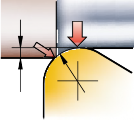
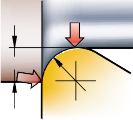
Осевые и радиальные силы резания
Большой главный угол в плане Малый главный угол в плане
Fp = радиальная
Ff = осевая
Fp = радиальная
Ff = осевая


-
Силы резания направлены к патрону. Меньше склонность к вибрации
-
Высокие силы резания, особенно при входе в резание и выходе из резания
-
-
-
-
-
Силы действуют в осевом и радиальном направлении
-
Пониженная нагрузка на режущую кромку
-
Склонность к вибрациям




Выбор формы пластины в зависимости от типа обработки
Форма пластины
++ = Рекомендуемый выбор
+ = Альтернативный выбор
Продольное точение
Профильная обработка
Подрезка торца
Обработка карманов
 Ромб с углом 80°
Ромб с углом 80°++
+
 Ромб с углом 55°
Ромб с углом 55°+
++
+
 Круглая пластина
Круглая пластина+
+
+
++
 Квадратная пластина
Квадратная пластина+
++
 Треугольная пластина
Треугольная пластина+
+
+
Ломаный треугольник с углом 80°
+
+
 Ромб с углом 35°
Ромб с углом 35°+

Выбор системы крепления пластин
Прижим рычагом за отверстие

Прижим повышенной жёсткости
Прижим клин- прихватом сверху
Закрепление пластин винтом

Концеп- туальное крепление

Выбор инструмента и особенности применения

Основные рекомендации
-
При внутренней токарной обработке (растачивании) выбор инструмента определяется диаметром и глубиной отверстия
-
Выбирайте расточную оправку с максимально возможным диаметром и минимально возможным вылетом
-
Крайне важно обеспечить эффектив- ную эвакуацию стружки
-
Жёсткость закрепления инструмента оказывает решающее влияние на эф- фективность и результат обработки
-
Использование СОЖ позволяет улуч- шить эвакуацию стружки
Факторы выбора инструмента
Геометрия инструмента и пластины
-
Главный угол в плане
-
Форма пластины, без задних углов/с задними углами
-
Геометрия пластины
-
Радиус при вершине
Эвакуация стружки
-
-
-
Размер стружки
-
Контроль над стружкодроблением
-
Стратегии обработки
-
СОЖ
Требования к инструменту
-
Уменьшенный вылет
-
Увеличенный диаметр
-
Оптимизированная форма
-
Инструментальный материал
-
Закрепление
-
Антивибрационные решения
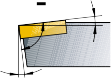
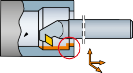
Влияние сил резания при внутреннем точении
Радиальная и тангенциальная силы резания
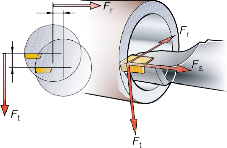
Тангенциальная сила резания, Ft
-
Отгибает инструмент вниз от линии центров
-
Уменьшает задний угол
Радиальная сила резания, Fr
-
Изменяет глубину резания и толщину стружки
Fr
-
Не позволяет получить размер в пре- делах допуска, способствует возник-
-
-
Fa новению вибраций
Ft F
Осевая сила резания, Fa
-
Действует в направлении, противопо- ложном подаче инструмента
Выбор угла в плане
Угол в плане и силы резания

-
Выбирайте главный угол в плане близкий к 90°

-
Не рекомендуется главный угол в плане менее 75°, так как это приводит к резкому увеличению радиальной составляющей силы резания Fr
-
- Снижение силы резания в радиаль- ном направлении = уменьшение отжатия
Четыре основных области применения

Продольное точение/подрезка торца
Наиболее распространенные операции
-
Часто используются пластины формы С (ромб 80°)
-
Обычно используются расточные оправки с углом в плане 95° и 93°
-
Также часто используются пластины формы D (55°), W (80°) и T (60°)

Профильное точение
Определяющий фактор — универсальность и геометриче- ская проходимость
-
Необходимо учитывать эффективный угол в плане (KAPR)
-
Обычно используются расточные оправки с главным углом в плане 93°, что позволяет обеспечить угол обработки в диапазоне 22–27°
-
Часто используются пластины формы D (55°) и V (35°)

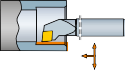
Продольное точение
Расточные операции выполняются для увеличения диаме- тра существующего отверстия
-
-
-
Рекомендуется угол в плане близкий к 90°
-
Используйте минимально возможный вылет
-
Часто используются пластины формы C (80°), S (90°) и T (60°)

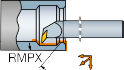
Обратное растачивание
Обратное растачивание — операция растачивания с обрат- ной подачей
-
Используется для обработки уступов с углом 90°
-
Обычно используются расточные оправки с главным углом в плане 93° и пластины формы D (55°)

Выбор типа пластины
Пластины с задними углами уменьшают силы резания и отжатие
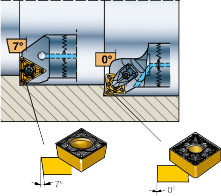
-
Пластины с задним углом 7°
-
Первый выбор для обработки отвер- стий малых и средних диаметров, от 6 мм
-
-
Для повышения экономичности
-
Используйте пластины без задних углов в стабильных условиях с корот- ким вылетом инструмента
Односторонние пластины с задним углом 7°
Двухсторонние пластины без задних углов

Выбор формы пластины в зависимости от типа обработки
Форма пластины
++ = Рекомендованный выбор
+ = Альтернативный выбор
Продольное точение

Профильная обработка

Подрезка торца

 Ромб с углом 80°
Ромб с углом 80°+
++
 Ромб с углом 55°
Ромб с углом 55°+
++
+
 Круглая пластина
Круглая пластина+
+
 Квадратная пластина
Квадратная пластина+
 Треугольная пластина
Треугольная пластина++
+
Ломаный треугольник с углом 80°
+
+
 Ромб с углом 35°
Ромб с углом 35°+
Угол при вершине пластины
Большой угол при вершине:
-
Более прочная режущая кромка
-
Более высокие подачи
-
Повышенные силы резания
-
Повышение вибрации
Малый угол при вершине:
Используйте минимально возможный угол при вер- шине, обеспечивающий приемлемую прочность и экономичность
-
Хорошая геометрическая проходимость
-
Снижение вибрации
-
Пониженные силы резания
Круглая
90°
80°
80°
60°
55°
35°
R
S
C
W
T
D
V







Прочность режущей кромки
Склонность к
вибрациям

Глубина резания и радиус при вершине
Силы резания и отжатие инструмента
Геометрическая проходимость
Потребляемая мощность
-
Как малое, так и большое соотношение радиуса при вершине и глубины резания может вызывать вибрацию:
-
Большое — из-за слиш- ком больших сил резания
-
Малое — из-за слишком сильного трения между пластиной и заготовкой
-
-
-
Отношение RE (радиуса при вершине) к ap (глу- бине резания) влияет на склонность к вибрациям
Основное правило!
Радиус при вершине следует выбирать так, чтобы он был немного меньше, чем глубина резания
-
Снижение радиальной составляющей силы резания = уменьшение отжатия
Закрепление расточных оправок
Важные факторы для обеспечения жёсткости и оптимальной работоспособности
-
Максимальная площадь контакта меж- ду державкой и опорной поверхно- стью держателя (конструкция, размер- ная точность)
-
Длина закрепления 3–4 диаметра оправки (для уравновешивания сил резания)

-
Высокая жёсткость держателя инстру- мента
Требования к закреплению инструмента

Максимальный контакт между инструментом и держателем
Лучший выбор
Соединение Coromant Capto®


Приемлемо

Не рекомендуется

Не рекомендуется
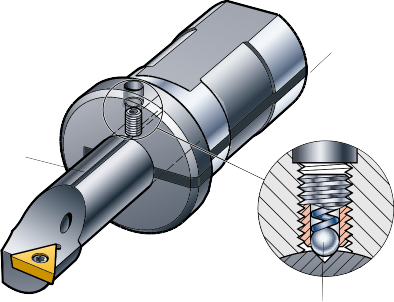
Втулки EasyFix
Для точного закрепления цилиндрических расточных оправок
Гарантируют правильную установку по высоте центров
Преимущества:
-
Точное положение режущей кромки
-
Высокое качество обработанной поверхности
-
Сокращенное время наладки инструмента
-
Равномерный износ пластины
Силиконовое уплотнение
Паз
Подпружиненный шариковый фиксатор, находящий- ся внутри втулки, защелкивается в пазу расточной оправки, гарантируя точное расположение режущей кромки по высоте центров станка.
В пазу втулки размещено силиконовое уплотнение, что позволяет работать с внутренним подводом СОЖ.
Подпружиненный шари- ковый фиксатор
Факторы, влияющие на склонность к вибрации
Склонность к вибрациям растёт слева направо
Главный угол в плане
Угол в плане (дюйм.)
Радиус при вершине Микро- и макрогеометрия
Состояние кромки Глубина резания (DOC)
Угол в плане
-
Выбирайте главный угол в плане мак- симально близкий к 90° и не менее 75°
Радиус при вершине
-
Радиус при вершине следует выбирать так, чтобы он был несколько меньше, чем глубина резания
Микро- и макрогеометрия
-
Используйте пластину с задними углами, так как она снижает силы ре- зания по сравнению с пластинами без задних углов
Состояние кромки
-
-
-
Износ пластины изменяет задний угол. Это может повлиять на процесс реза- ния и привести к вибрациям
-
Рекомендуется использовать режу- щие пластины с тонким покрытием или без покрытия, поскольку они, как правило, обеспечивают низкие силы резания
Глубина резания
-
Глубина резания должна быть больше, чем радиус при вершине пластины
Эвакуация стружки
Эвакуация стружки — определяющий фактор для успешной внутренней обработки


-
Центробежная сила прижимает струж- ку к стенке отверстия
-
Стружка может повредить поверх- ность отверстия

-
Внутренний подвод СОЖ облегчает эвакуацию стружки
-
Используйте инструмент в перевер- нутом положении для отвода струж- ки от режущей кромки
Виды стружки и её эвакуация

Короткая спиралевидная стружка


-
-
Наиболее предпочтительна. Легко
 эвакуируется, не создает больших
эвакуируется, не создает большихнапряжений на режущей кромке при дроблении стружки

Длинная стружка


-
Может осложнять эвакуацию стружки

-
Низкая склонность к вибрациям, одна- ко при автоматизрованном производ- стве возможны проблемы, вызванные плохой эвакуацией стружки




 Затрудненное стружкодробление, короткая стружка
Затрудненное стружкодробление, короткая стружка -
Повышенные требования к мощности и склонность к вибрации
-
Возможно усиленное лункообразова- ние, снижение стойкости инструмента и пакетирование стружки
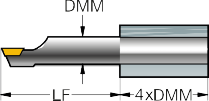
Рекомендуемый вылет инструмента
Максимальный вылет для различных типов расточных оправок
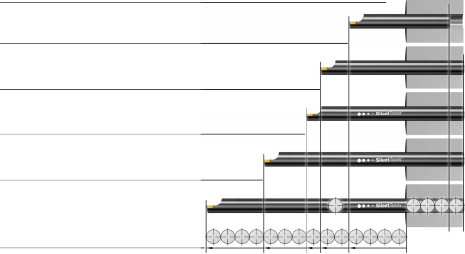
Стальная оправка
-
до 4 x DMM
Твердосплавная оправка
-
до 6 x DMM
Стальная антивибрационная оправка короткого исполнения
-
до 7 x DMM
Стальная антивибрационная оправка длинного исполнения
-
до 10 x DMM
Усиленнная твердосплавная антивибрационная оправка
-
до 14 x DMM
Вылет: ... x DMM
Исключение вибраций
14 10 7 6 4
Длина закре- пления: 4 x DMM
Внутренняя обработка с помощью антивибрационных расточных опра- вок
-
Повышение производительности при обработке глубоких отверстий
-
Минимизация вибрации
-
Повышение эффективности обработки
-
Антивибрационные расточные оправки диаметром от 10 мм
-
Максимальный вылет 14 x DMM (усилен- ная твердосплавная оправка)
Резиновая втулка Трубка для

подвода СОЖ
Вязкая жидкость
Инертное тело Резцовая головка
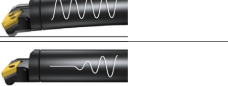
Стальная оправка



Антивибрационная оправка
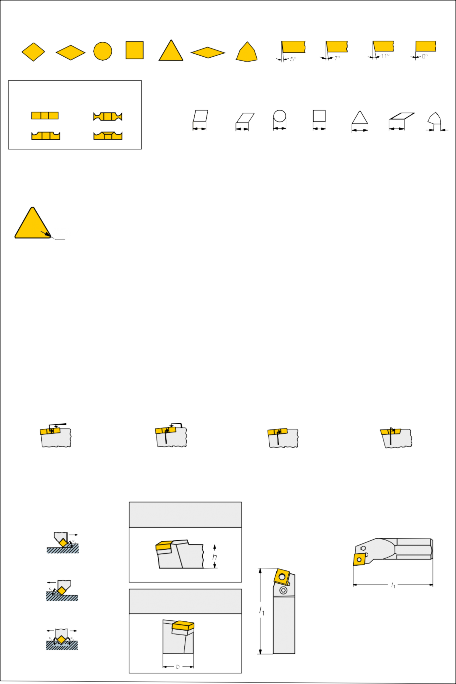
Выдержка из стандарта ISO 1832:1991
ПЛАСТИНА
Допуски Толщина пластины
12
04
08
5
6
7
Радиус при вершине
8
PM
C
N
M
G
1
2
3
4
-
1. Форма пластины
5. Размер пластины = длина режущей кромки
2. Задний угол
ДЕРЖАВКИ
12
Наружная обработка
D
C
L
N
R
B
1
C
2
D
25
25
M
E
F
G
5
C4
12
A
Внутренняя обработка
A
25
T
H
J
G
D
C
L
N
R
B
1
C
2
D
5
Размер соединения Coromant Capto®
Диаметр оправки
S = Стальная оправка
A = Стальная оправка с внутренним подводом СОЖ
E = Твердосплавная оправка
F = Антивибрационная твердосплавная оправка
Тип державки
A
M
G T
8. Геометрия — обозначение изготовителя
D. Исполнение инструмента
R
Правое исполнение
L
Левое исполнение
N Нейтральное исполнение
E. Высота хвосто- вика державки
F. Ширина хвостови- ка державки
1. Форма пластины
80°
C
55°
D
R
S
T
35°
V
80°
W
2. Задний угол пластины
B
C
P
N
4. Тип пластины
5. Размер пластины = длина режущей кромки
l мм:
06–25
07–15
06–32
09–25
06–27
11–16
06–08
7. Радиус при вершине
02 RE = 0.2
04 RE = 0.4
08 RE = 0.8
RE 12 RE = 1.2
16 RE = 1.6
24 RE = 2.4
Радиус при вершине первого выбора:
T-MAX P CoroTurn 107
Чистовая 08 04
Получистовая 08 08
Черновая 12 08
Изготовитель может добавить два символа к коду, указывающих на гео- метрию пластины, например,
-PF = ISO P чистовая
-MR = ISO M черновая
B. Система крепления
D
Прижим повышенной жёсткости (RC)
M
Прижим сверху и поджим за отверстие
P
Прижим рычагом за отверстие
S
Закрепление пластин винтом
G. Длина инструмента
Длина инструмента
= l1, мм
H = 100
S = 250
K = 125
T = 300
M = 150
U = 350
P = 170
V = 400
Q = 180
W = 450
R = 200
Y = 500
ДЮЙМОВАЯ
Выдержка из стандартов ANSI/ISO
ПЛАСТИНА
Допуски Толщина пластины
Радиус при вершине
8
PM
7
6
5
2
3
4
C
N
M
G
1
2
3
4
-
1. Форма пластины
5. Размер пластины
2. Задний угол
ДЕРЖАВКИ
Наружная обработка
D
C
L
N
R
B
1
C
2
D
16
4
D
E
5
F
C4
4
A
Внутренняя обработка
A
16
T
H
J
G
D
C
L
N
R
B
1
C
2
D
5
Размер соединения Coromant Capto®
Диаметр оправки
S = Стальная оправка
A = Стальная оправка с внутренним подводом СОЖ
E = Твердосплавная оправка
F = Антивибрационная твердосплавная оправка
Угол в плане державки
A
M
G T
5. Размер пластины
8. Геометрия — обозначение изготовителя
Прижим повышенной Прижим сверху и
Прижим рычагом Закрепление
жёсткости (RC)
поджим за отверстие за отверстие пластин винтом
D. Исполнение инструмента
R
Правое исполнение
L
Левое исполнение
N
Нейтральное исполнение
G. Длина инструмента
Наружный, l1 в
дюймах
Внутренний, l1 в
дюймах
A = 4.0
B = 4.5
C = 5.0
D = 6.0
M = 4.0
M= 6.0
R= 8.0
S= 10.0
T= 12.0
U= 14.0
1. Форма пластины
80°
C
55°
D
R
S
T
35°
V
80°
W
2. Задний угол пластины
B
C
P
N
4. Тип пластины
Размер вписанной окружности указан в 1/8''
S T W
7. Радиус при вершине
0 RE = .008
1 RE = 1/64
2 RE = 1/32 RE 3 RE = 3/64 4 RE = 1/16
6 RE = 3/32
Радиус при вершине первого выбора:
T-MAX P CoroTurn 107
Чистовая 2 1
Получистовая 2 2
Черновая 3 2
Изготовитель может добавить два символа к коду, указывающих на гео- метрию пластины, например,
-PF = ISO P чистовая
-MR = ISO M черновая
B. Система крепления
C
Прижим сверху
D
M,W
P
S
E. Размер хвостовика
или оправки
Хвостовики: высота и ширина
Оправки:
Контроль над стружкообразованием

Проблема Причины Решение
Длинная спиральная струж- ка, наматывающаяся на инструмент или заготовку.
-
Слишком низкая подача для выбранной геометрии
-
Увеличьте подачу
-
Выберите геометрию пла- стины с более оптималь- ным стружкодроблением
-
Используйте инструмент с высокоточной подачей СОЖ

-
Недостаточная глубина резания для выбранной геометрии
-
Увеличьте глубину резания или выберите геометрию с более оптимальным струж- кодроблением

-
Слишком большой радиус при вершине
-
-
-
-
Выберите пластину с меньшим радиусом при вершине

-
Неподходящий угол в плане
-
-
-
-
-
Выберите державку с как можно большим углом в плане KAPR=90°

Мелкая сегментная стружка, часто слипающаяся между собой, из-за слишком затрудненного стружкодро- бления. Это часто стано- вится причиной снижения стойкости инструмента и даже поломки режущих
-
Слишком высокая подача для выбранной геометрии
-
Выберите геометрию, рассчитанную на большую подачу, предпочтительно одностороннюю пластину
-
Уменьшите подачу
пластин из-за слишком вы-
соких нагрузок на режущую кромку.
-
Неподходящий главный угол в плане
-
Выберите державку с как можно меньшим главным углом в плане

KAPR = 45–75°
-
Слишком малый радиус при вершине
-
-
-
-
Выберите пластину с большим радиусом при вершине
Качество обработанной поверхности

Проблема Причины Решение
Поверхность грубая на ощупь, не отвечает требова- ниям по шероховатости.
-
Стружка ломается о деталь, оставляя отметины на об- работанной поверхности
-
Выберите геометрию с лучшими характеристиками отвода стружки
-
Измените главный угол в плане
-
Уменьшите глубину резания
-
Выберите инструменталь- ную систему с пластиной с задними углами и нейтраль- ным углом наклона кромки

-
Низкое качество поверхно- сти, вызванное образова- нием проточины
-
-
Выберите сплав с большей стойкостью к химическому износу, например кермет
-
Уменьшите скорость резания

-
Слишком большая подача в сочетании со слишком малым радиусом при вер- шине ухудшают качество поверхности
-
Выберите пластину Wiper или пластину с большим радиусом при вершине
-
Снизьте подачу

Образование заусенцев
Образование заусенцев происходит при выходе ре- жущей кромки из материала заготовки.
• Режущая кромка недоста- точно острая
• Слишком низкая подача для данного радиуса окру- гления кромки

• Образование проточин на глубине резания или выкра- шивание кромки
-
-
-
Используйте режущие пла- стины с острыми кромками:
-
пластины с покрытием PVD
-
шлифованные пластины с небольшими подачами,
< 0,1 мм/об
-
-
Используйте державку с небольшим углом в плане

-
Формируйте фаску или ра- диус при выходе из резания

Вибрация

Проблема
Причины Решение
Большая радиальная состав- ляющая силы резания.

Следы от вибраций на обработанной поверхно- сти, вызванные нежестким закреплением инструмента. Характерно для внутрен- ней обработки расточными оправками.
-
Неподходящий главный угол в плане

-
Слишком большой радиус при вершине

-
Неподходящее округление кромки или отрицательная фаска
-
Выберите державку с как можно большим главным углом в плане (KAPR =90°)
-
Выберите меньший радиус при вершине
-
Выберите более позитив- ную геометрию или сплав с тонким покрытием или без покрытия

-
Чрезмерный износ по зад- ней поверхности пластины
-
-
Выберите более износо- стойкий сплав или умень- шите скорость резания

Большая тангенциальная со- ставляющая силы резания.
-
-
Геометрия пластины созда- ет большие силы резания
-
Выберите более острую позитивную геометрию пластины

-
Затруднено стружкодро- бление, вследствие чего создаются большие силы резания
-
Уменьшите подачу или выберите геометрию для большей подачи

-
Недостаточная глубина резания, что вызывает раз- нонаправленные или очень низкие силы резания
-
-
-
-
Немного увеличьте глубину резания для обеспечения процесса резания

-
Некорректное расположе- ние инструмент
• Выставьте пластину по высоте центров

Проблема Причины Решение

• Низкая жёсткость наладки из-за увеличенного вылета инструмента


• Нестабильное закрепление снижает жёсткость наладки
-
-
Уменьшите вылет
-
Используйте оправку максимально возможного диаметра
-
Используйте антивибраци- онную оправку
Silent Tools или твердосплавную оправку
-
Увеличьте длину закрепле- ния расточной оправки
-
Используйте втулки EasyFix для закрепления цилиндри- ческих расточных оправок
Отрезка и обработка канавок - это отдельная катего- рия токарной обработки. В ней объединён широкий спектр операций обработки, требующих применения специализированного инструмента.
Эти инструменты для отрезки и обработки канавок иногда можно использовать для общего точения.
B 3
Теория отрезки и обработки канавок
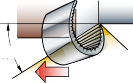
Отрезка
Эвакуация стружки чрезвычайно важна
Эвакуация стружки — критически важный фактор операций отрезки. Очень сложно обеспечивать надёжное стружкодробление в замкнутом пространстве, когда инструмент находится глубоко в заготовке. Геометрия режущей кромки разрабатывается главным образом для формирования стружки, которую можно будет легко
эвакуировать. Последствием плохого стружкоотвода является заклинивание стружки, приводящее к плохому качеству обработанной поверхности, пакетированию стружки и даже поломке инструмента.
-
Надёжная эвакуация стружки является важнейшим фактором операций отрезки
-
При отрезке на большой глубине стружкодробление сильно затруднено
-
Для отрезки характерна стружка в форме часовой пружины с меньшей шириной, чем ширина канавки
-
Геометрия режущей пластины сгибает стружку, уменьшая её ширину
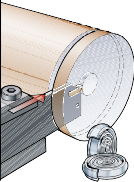
Отрезка – термины и определения
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин
fnx = радиальная подача, мм/об OH = рекомендуемый вылет, мм
n
Значение скорости резания
При отрезке до центра заготовки скорость резания постепенно снижается до нуля, когда станок достигает предельной частоты вращения.
100 – 0% vc
-
Скорость резания уменьшается до нуля у центра заготовки
Снижение подачи при подходе к центру
Скорость резания снижается по мере приближения к оси заготовки, вызывая дисбаланс. Величину подачи необходимо снизить, чтобы уравновесить силы резания во время отрезки. Подачу следует уменьшить до рекомендованного минимума, что составляет примерно 0,05 мм/об за 2 мм до оси заготовки.
2 мм
-
Начните резание с рекомендованной величиной подачи, указанной на упаковке пластины
-
Уменьшите подачу до 0,05 мм/об за 2 мм до осевой линии
-
Снижение подачи уменьшает вибрацию и увеличивает стойкость инструмента
-
Кроме того, снижение подачи уменьшает величину бобышки
-
Обработка канавок – термины и определения
Перемещение инструмента в направлениях X и Z называется подачей (fn) или (fnx/fnz), мм/об. При подаче по направлению к центру (fnx) частота вращения будет расти, пока не достигнет предельного значения для шпинделя станка. По достижении предельных оборотов скорость резания (vc) будет уменьшаться, пока не достигнет 0 м/мин в центре детали.
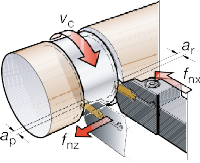
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин
fnz = осевая подача, мм/об
fnx = радиальная подача, мм/об
ar = глубина канавки, мм
(расстояние от наружного диаметра до центра или до внутреннего диаметра канавки)
ap = глубина резания при точении, мм
n
Обработка торцевых канавок – термины и определения
Подача оказывает огромное влияние на формирование стружки и стружкодробление. Она определяет не только толщину стружки, но и её форму в соответствии с геометрией режущей пластины. При продольном точении и профильной обработке (fnz) на струж- кообразование будет также влиять глубина резания (ap). При обработке торцевых канавок диаметр первого врезания должен находиться в диапазоне, указанном на применяемой державке.
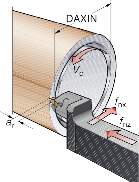

n = частота вращения шпшпинделя, об/мин
vc = скорость резания, м/мин
fnz = осевая подача, мм/об
n
fnx = радиальная подача, мм/об
ar = глубина канавки, мм
DAXIN = min диаметр первого врезания (2 на данном рисунке)
DAXX = max диаметр первого врезания (1 на данном рисунке)
1
2
Процесс планирования производства
<0,01 мм
Размеры и качество канавки или торца
1 Анализ детали
2
Анализ оборудования
3
Выбор инструмента
4
Способ применения

5
Решение проблем
Материал заготовки, эвакуация стружки


Параметры станка Тип инструмента:

-
Пружинное крепление
-
Закрепление пластин винтом

-
Тип пластины

Режимы резания, стратегия обработки, СОЖ и т.д
Проблемы и их решение
-
Деталь и материал заготовки
Параметры, которые необходимо учитывать
Деталь
-
Проанализируйте требования к размерам и качеству обрабатываемой канавки или торца
-
Тип операции: отрезка, обработка канавок
-
Глубина канавки
-
Ширина канавки
-
Радиусы в углах
P
M
K
N
S
H
Материал заготовки
-
Обрабатываемость
-
Стружкодробление
-
Твёрдость
-
Легирующие элементы
-
-
Параметры станка
Состояние станка
-
Жёсткость, мощность и крутящий момент, особенно для обработки больших диаметров
-
Закрепление заготовки
-
Интерфейс револьверной головки
-
Время смены инструмента/количество инструментов в револьверной головке
-
Эвакуация стружки
-
Система подачи СОЖ
-
-
-
Выбор инструмента
Примеры методов обработки
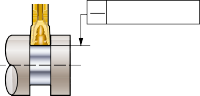
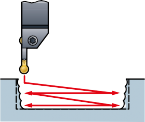
Многократное врезание
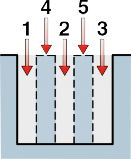

Плунжерное точение
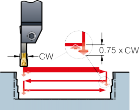

Обработка с врезанием под углом

-
Наилучший способ черновой обра- ботки канавок, если глубина канавки больше ширины
-
Делайте «вилку». Это улучшает отвод стружки и повышает стойкость инстру- мента
-
Лучший выбор при обработке сталей и нержавеющих сталей, а также когда ширина канавки больше глубины
-
Хороший контроль над стружкообра- зованием
-
Предотвращает вибрацию и уменьшает радиальные силы резания
-
Круглые пластины наиболее прочные
-
Удвоенное число врезаний/проходов
-
Первый выбор для обработки жаро- прочных сплавов (HRSA). Уменьшает образование проточин
-
-
Способ применения
Параметры, которые необходимо учитывать
-
Важно обеспечить точность установки по высоте центров, ±0,1 мм
-
Уменьшайте подачу до 0,05 мм/об при- мерно за 2 мм до центра заготовки
Max ±0,1 мм
2 мм
-
Используйте минимально возможный вылет, ОН
-
Используйте лезвия с максимально возможной высотой для обеспечения жёсткости на изгиб
-
Используйте СОЖ для улучшения отвода стружки
-
-
-
Решение проблем

Параметры, которые необходимо учитывать


Износ и стойкость пластины
-
Контролируйте вид износа, при необходимости, скорректируйте режим резания
Для улучшения стружкообразования и уменьшения износа
-
Используйте рекомендованную геометрию стружколома
-
Используйте нейтральные пластины
-
Проверьте установку по высоте центров
-
Используйте СОЖ
Отрезка и обработка наружных канавок
-
Отрезка прутков и труб
-
Точение
-
Обработка выборок
-
Обработка мелких и глубоких канавок
-
Обработка торцевых канавок
-
Профильная обработка
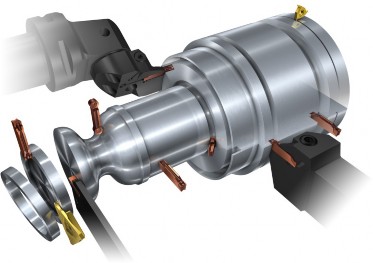
4
5
6
1 4
3 4
2
1
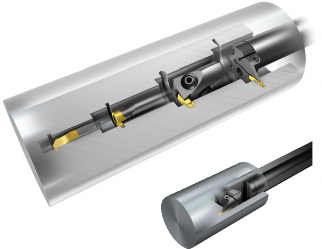
Обработка внутренних канавок
-
Обработка канавок и обработка фаски под отрезку
-
Обработка торцевых
канавок 1
-
Профильная обработка
3
1
1
2
Различные системы
Тип пластин
Применение

CoroCut2

CoroCut1

CoroCut3

CoroCut
QD

CoroCut
QF

Circlip
266
Отрезка

Средняя

Глубокая

Неглубокая

Глубокая
Обработка канавок




Обработка торцевых канавок




Точение



Профильное точение



Обработка выборок


Обработка канавок под стопорные кольца







Первый выбор Второй выбор
Наружная отрезка и обработка канавок
Различные системы
Отрезка – диапазоны диаметров
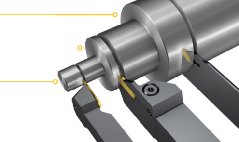
Глубокая отрезка – Ø < 160 мм
Средняя отрезка – Ø < 40 мм
Неглубокая отрезка – Ø < 12 мм
Обработка канавок – диапазоны глубин
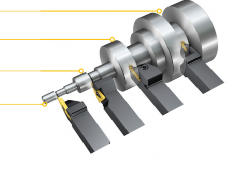
Глубокие канавки – глубина < 100 мм Средние канавки – глубина < 50 мм Неглубокие канавки – глубина < 6 мм Неглубокие канавки – глубина < 3,7 мм
Обработка торцевых канавок – диапазоны диаметров
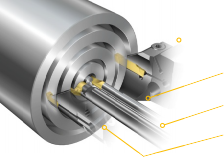
Большие диаметры > 34 мм
Малые диаметры > 0,2 мм
Малые диаметры > 6 мм
Средние и большие диаметры > 16 мм
Внутренняя отрезка и обработка канавок
Различные системы
Внутренняя обработка канавок – min диаметр отверстия
(≥.165)
(≥.394)
(≥.472)
(≥.984)
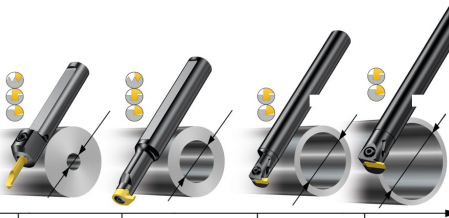
≥4.2 ≥10 ≥12 ≥25
(.984)
(.472)
(.394)
(.165)




4.2 10 12 25
Min диаметр отверстия, мм
Обработка торцевых канавок – диапазон диаметров первого врезания
(Ø.244)
(Ø.472)
(Ø.906)

Ø6.2 Ø12 Ø23
(.244 – .709)

6.2 – 18
(.472 – 1.181)

12 – 30
(.906 – ∞)

23 – ∞
Диаметр первого врезания, мм
Пластины














Обзор геометрий
Область применения
Геометрии

Отрезка

Обработка канавок

Точение


Профильная обработка
Чистовая
CF
GF
TF
Получистовая
CM
GM
TM
RM AM
Черновая
CR
Оптимизированная
RO
CS
RS
GE
RE

Отрезка и обработка канавок – особенности применения
-
Общая информация по отрезке и обработке канавок
-
Отрезка
-
Обработка канавок
-
Обработка канавок под стопорные кольца
-
Обработка торцевых канавок
-
Профильная обработка
-
Точение
-
B 17
B 22
B 26
B 28
B 29
B 32
B 34
Вылет инструмента и отжатие заготовки
Вылет инструмента должен быть минимально возможным для повышения жёсткости. При отрезке и обработке канавок требуется обеспечить глубину отрезки и ширину канавки, а это означает, что всегда необходимо достигать компромисса между стабильностью и геометрической проходимостью.
Максимальная стабильность
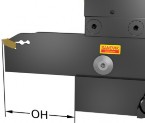
Внутренняя обработка


-
Вылет (OH) инструмента должен быть минимально возможным
-
Используйте максимально возможный размер посадочного гнезда
Типы оправок:
-
Стальные оправки ≤3 x DMM
-
Антивибрационные стальные оправки
≤5 x DMM
-
Твердосплавные оправки ≤5 x DMM
-
Антивибрационные твердосплавные оправки, до 7 x DMM
Пластины:
-
Используйте пластины минимально возможной ширины
-
Используйте геометрии для ненагру- женного резания
Критерии выбора державки

Особенности систем
Глубокая отрезка Неглубокая отрезка Средняя отрезка
Глубокая отрезка Средняя отрезка Мелкая отрезка
-
Первый выбор — лезвия для глубокой отрезки с пружинным закрепле- нием однокромочных пластин
-
Первый выбор — державки с механи- ческим закреплением двухкромочных пластин
-
Для неглубокой отрезки в массовом производ- стве используйте пла- стины с тремя режущи- ми кромками
Особенности выбора державок
Инструментальный блок для державок/лезвий с пружинным закреплением пластин позволяет настраивать вылет.

-
Минимально возможный вылет, OH мм
-
Максимальный размер хвостовика державки
-
Максимальная высота лезвия
-
Максимальная ширина лезвия
Пружинное закрепление пластин
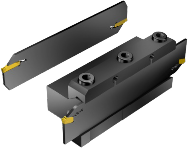
Особенности/преимущества
-
Быстрая замена пластины
-
Отрезка большего диаметра
-
Возможность регулировки вылета
-
Обработка глубоких канавок
-
Двухсторонние лезвия
-
Только радиальная подача
-
Высокоточная подача СОЖ
Закрепление пластин винтом и пружинное закрепление

Особенности/преимущества
-
Обработка небольших диаметров
-
Обработка неглубоких канавок
-
Радиальные и осевые подачи
-
Повышенная жёсткость
-
Односторонние державки
-
Высокоточная подача СОЖ
Закрепление винтом трёхкромочных пластин
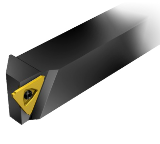
Особенности/преимущества
-
Исключительно малая ширина пластины
-
обработка канавок шириной от 0,5 мм
-
отрезка шириной от 1 мм
-
-
Глубина резания до 6 мм
-
Одна державка для пластин любой ширины
-
Высокая точность положения пластины
-
Максимальная эффективность, 3 ре- жущие кромки
-
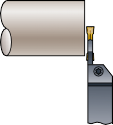

Отрезка прутков

Используйте пластину минимально возможной ширины:
-
Экономия материала
-
Снижение сил резания
-
Сохранение окружающей среды



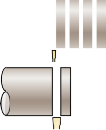




Сэкономленный материал



Расположение инструмента
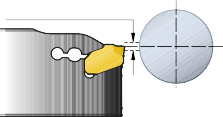
Max ±0,1 мм Максимальное отклонение от высоты центров ±0,1 мм
Режущая кромка выше оси центров
-
Уменьшение заднего угла
-
Затирание режущей кромки (поломка)
Режущая кромка ниже оси центров
-
Образование бобышки при отрезке
-
Расположение инструмента

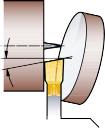
Исполнение пластин
Исполнения пластин



Правое исполнение (R)



Под углом 90º к оси вращения
-
Перпендикулярная поверхность
-
Снижение вибрации
Три типа пластин с различным углом в плане:
-
Правого исполнения (R)
-
Нейтрального исполнения (N)
-
Левого исполнения (L)
Геометрия пластин
Нейтральный угол в плане
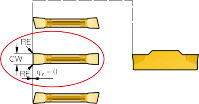
Малый/большой радиус при вершине
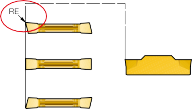
-
-
-
Повышение прочности
-
Увеличение подачи/ производительности
-
Улучшение качества обработанной поверхности
-
Более прямая поверхность среза
-
Бобышка на отрезанной детали
Малый радиус при вершине
-
Небольшая бобышка
-
Улучшенный контроль над стружкодроблением
-
Снижение подачи
Большой радиус при вершине
-
Увеличение подачи
-
Повышение стойкости инструмента
Уменьшение бобышки при использовании пластин
с различными углами в плане
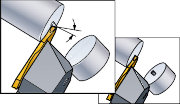




R
L

Пример угла в плане на
1-, 2- и 3-кромочных пластинах:
KAPR = 95°, 98°, 100°, 102°, 105°,
110°
(PSIR = 5°, 8°, 10°, 12°, 15°, 20°)
-
Выбирайте правое или левое исполне- ние пластины для контроля над обра- зованием бобышки или заусенца
-
Когда угол в плане:
-
увеличивается - бобышка/заусенец уменьшаются
-
уменьшается - контроль над стружкодроблением и стойкость инструмента улучшаются
-
-
Центробежная сила всегда будет отрывать отрезаемую деталь от заготовки
Примечание!
Пластина с отличным от 0° углом в плане (PSIR) снижает контроль над стружкодроблением вследствие бокового направления схода стружки (нейтральная пластина направляет стружку прямо из канавки)
-
Инструмент будет оставлять материал по центру (бобышку)
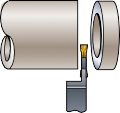
Отрезка труб
Используйте пластину с минимально возможной шириной (CW) для экономии материала, снижения сил резания и уменьшения воздействия на окружающую среду.
Отрезка тонкостенных труб
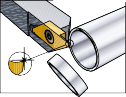
Убедитесь, что в процессе обработки возникают минимально возможные силы резания. Используйте пластины минимально возможной ширины и с максимально острыми кромками.

Выбор инструмента – обзор

Общие рекомендации:
-
Нейтральные пластины
-
Минимально возможная ширина пластины
-
Максимально возможный размер державки
Учитывайте следующие параметры:
-
Глубина обработки
-
Ширина пластины
-
Угол в плане
-
Радиус при вершине
Применение СОЖ
СОЖ выполняет важную функцию, так как доступ в зону обработки затруднён и ограничен стружкой. Важно использо- вать высокоточную подачу СОЖ в достаточном количестве с направлением на режущую кромку в течение всей длительно- сти операции.
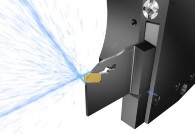
Применяйте СОЖ:
-
В больших объёмах
-
Прямо на режущую кромку
-
С высокоточной подачей
Результат:
-
Положительно влияет на стружкообразование
-
Предотвращает пакети- рование стружки
-
Повышает стойкость инструмента
Практические рекомендации
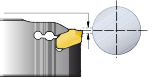
Max ±0,1 мм
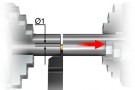
ø2 мм
-
-
Точность установки по высоте центров ±0,1 мм
-
При использовании контршпинделя оторви- те деталь от заготовки примерно за 2 мм до подхода инструмента к центру детали
-
Рекомендуется снизить подачу до 0,05 мм/об примерно за 2 мм до центра детали — также для отрезки труб
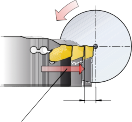
2 мм
fn 0,05 мм/об
Отрезка – особенности применения
Рекомендации по выбору расточных оправок
Рекомендуемый вылет
Твердосплавные антивибрационные
оправки
Антивибрационные стальные оправки
Твердосплавные
оправки
DMM
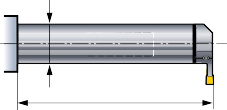
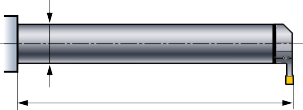
DMM
LBX <7 x DMM
LBX ≤5 x DMM
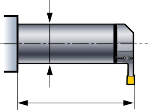
DMM
Стальные оправки
LBX ≤3 x DMM
Втулки EasyFix
Используйте втулки EasyFix для снижения вибраций и обеспечения высокой точности позиционирования режущей кромки
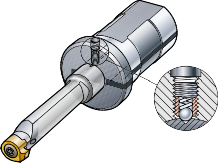
Обработка канавок – особенности применения
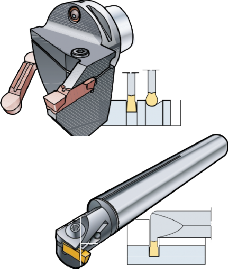
Обработка канавок
-
-
-
-
-
Обработка канавок за один проход – наиболее экономичный и производи- тельный способ изготовления канавок
-
Если глубина канавки больше её шири- ны, используйте метод многопроходно- го врезания для черновой обработки
-
Для обработки канавок следует выбирать державки с закреплением пластин винтом или с пружинным креплением
Обработка канавки однократным врезанием
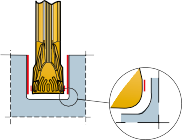
-
Экономичный и производительный способ изготовления канавок
-
Пластины с геометрией для чистовой обработки имеют допуск по ширине
±0,02 мм и хорошо работают при низ- кой подаче
-
Пластины с геометрией Wiper обеспе- чивают исключительно высокое каче- ство боковых поверхностей канавки
-

Обработка канавок – особенности применения
Обработка канавок многократным врезанием
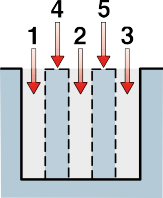
-
Наилучший метод черновой обработки канавок, глубина которых больше, чем ширина
-
Используйте всю ширину пластины для выполнения канавок, после чего удалите кольца
Практические рекомендации
При обработке канавок высокого качества часто требуется снятие фасок.
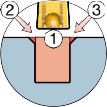
-
• Один из способов — использование вершины пластины, например пласти- ны для чистовой обработки канавок, для снятия фаски; см. рисунок A.
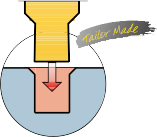
-
• Лучший способ изготовления канавки с фасками в серийном производстве
— заказать пластину Tailor Made с точной формой фаски; см. рисунок B.
Обработка канавок под стопорные кольца – особенности применения
Обработка канавок под стопорные кольца
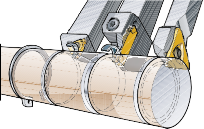
Стопорные кольца часто встречаются на различных валах и осях.
-
Канавки под стопорные кольца могут быть выполнены 2-х и 3-х кромочными пластинами
-
Для внутренней обработки канавок доступен широкий выбор режущих пластин и расточных оправок
-

Основные системы
3-кромочные пластины


Пластины для вну- тренней обработки


Внутренние канавки

Диаметр фрезы 9,7 – 34,7 мм
-
кромочные пластины

Твердосплавные вставки

Внутренние/ наружные канавки

Диаметр фрезы 39 – 80 мм
-
Наиболее экономичны 3-кромочные пластины шириной 1,00 - 3,18 мм
-
Или 2-кромочные пластины шириной 1,50 - 6,00 мм
-
Пластины для внутренней обработки в отверстиях диаметром от 10 мм и с шириной канавок 1,10 - 4,15 мм
-
Твердосплавные вставки для обработки в отверстиях диаметром от 4,2 мм и с шириной канавки 0,78 - 2,00 мм
Фрезерование — альтернативный метод обработки канавок на невращающихся деталях
-
Фрезы диаметром 9,7 – 34,7 мм для обработки канавок шириной
0,7 - 5,15 мм
-
Фрезы диаметром 39 – 80 мм для обработки канавок шириной
1,10 - 5,15 мм


Осевая обработка канавок на торцах детали требует специализированных инструментов.
-
Выбор изгиба лезвия инструмента зависит от радиуса заготовки
-
При выборе инструмента необходимо учитывать внутренний и наружный диаметр канавки
-
Инструмент для обработки торцевых канавок


-
Изогнутый инструмент для обработки торцевых канавок, прямая державка 0°
-
Изогнутый инструмент для обработки торцевых канавок, угловая державка 90°
-
Сменные резцовые головки позволяют получить специализиро- ванный инструмент из стандартных элементов
Обработка торцевых канавок – особенности применения
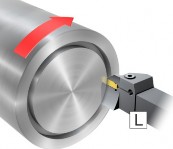
Выбор державок правого и левого исполнения в зависимости от направления вращения
Левое исполнение (L)
инструмента

Правое исполнение (R)
инструмента
-
Инструмент подаётся в осевом направлении, врезаясь в торец детали
-
Изгиб лезвия инструмента должен соответствовать радиусу канавки
-
Для лучшего контроля над стружкой начинайте вести обработку с большего диаметра канавки
Выбор варианта державки A и B, правого или левого исполнения
Выберите правильный инструмент: A- или B-исполнение, право- или левосторонний, в зависимости от наладки станка и направления вращения заготовки.
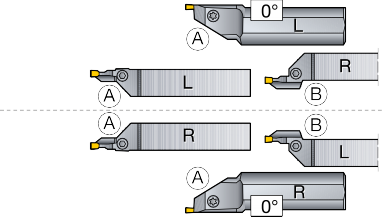


Вращение шпин- деля по часовой стрелке

Вращение шпинде- ля против часовой стрелки
Особенности первого врезания
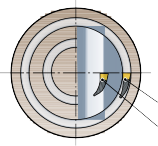
1 Если инструмент затирает обрабатываемую поверхность по меньшему диаметру:
-
выбрана державка с неправильным диапазоном врезания
-
инструмент не параллелен оси вращения заготовки
-
-
1 - проверьте положение кромки по высоте центров
2 - установите инструмент ниже оси центров
2 Если инструмент затирает обрабатываемую поверхность по большему диаметру:
- выбрана державка с неправильным диапазоном врезания
- инструмент не параллелен оси вращения заготовки
- проверьте положение кромки по высоте центров
- установите инструмент выше оси центров
Черновая и чистовая обработка торцевых канавок
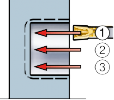
Черновая обработка
Чистовая обработка
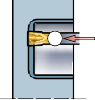
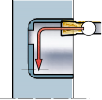
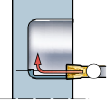
2
1
3
Первое врезание (1) начи- найте с большего диаметра, последующие врезания
-
в направлении к центру. Первое врезание позволя- ет контролировать отвод стружки и, в меньшей степе- ни, стружкодробление.
Ширина врезания при вто- ром (2) и третьем (3) проходе должна составлять
0,5–0,8 от ширины пластины. На этих проходах обеспечи- вается хорошее стружкод- робление, поэтому подачу можно немного увеличить.
Первый проход (1) выполняйте в пределах заданного диапазона диаметров.
Второй проход (2) обеспечивает окончательный диа- метр. Всегда ведите обработку контура канавки и её дна в направлении от периферии к центру и вглубь.
Третий проход (3) обеспечивает формирование мень- шего диаметра канавки.
Профильная обработка – особенности применения
Профильная обработка

Пластины для профильной обработки позволяют решить задачи обработки деталей сложной формы.
-
Современные инструментальные системы для отрезки и обработки канавок способны также выполнять операции точения
-
Для достижения максимальной жёсткости при токарной и профильной обработке необходимо применять державки с закреплением пластин винтом
-
Нейтральная державка подходит как для точения, так и для обработки выборок
-
Пластины круглой формы имеют специализированную геометрию для данных операций
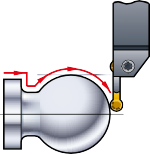

Обработка с врезанием под углом
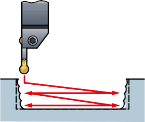
-
Используйте круглые пластины - они обеспечивают превосходный контроль над стружкодроблением и хорошее качество обработанной поверхности
-
При нежёсткой технологической системе используйте метод врезания под углом для предотвращения вибра- ций
-
-
Профильное точение
Радиус пластины < радиуса сопряжения
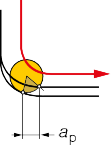
-
При большом контакте режущей кромки с
Рекомендуется
заготовкой возрастают силы резания, поэтому следует снижать подачу
-
По возможности, используйте пластину с радиусом меньше радиуса на детали
-
Если радиус при вершине пластины равен радиусу на обрабатываемой детали, то рекомендуется применять прерывистое резание для дробления стружки и снижения риска возникновения вибраций
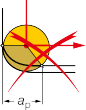
Не рекомендуется
Не рекомендуется применять инстру- мент с радиусом больше, чем радиус обрабатываемого сопряжения
fn1 = прямые проходы – max толщина стружки 0,15–0,40 мм
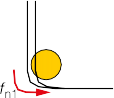


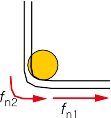


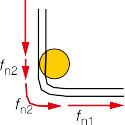

fn2 = обработка по радиусу – 50% от max толщины стружки
Точение – особенности применения
Точение
Наиболее распространёнными способами изготовления широких канавок или выемок являются обработка многократным врезанием, плунжерное точение или точение с врезанием под углом. Все три метода используются для черновых операций и требуют последующей чистовой обработки. Основное правило: если ширина канавки меньше её глубины,
то следует применять метод обработки за несколько врезаний, в противном случае применяется метод плунжерного точения. В случае обработки тонких нежёстких деталей можно использовать точение с врезанием под углом.
Черновая обработка
-
Используйте державки с минимально возможным вылетом, закрепление пластин винтом или пружинным кре- плением, а также пластины с направ- ляющей на посадочной поверхности
-
По возможности, используйте жёсткие модульные инструментальные системы
-
Усиленное лезвие способствует повышению жёсткости
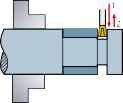
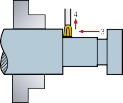
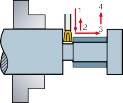
-
Радиальное врезание на требуемую глубину +0,2 мм (max 0,75 x ширина пластины)
-
Радиальный отвод инструмента на 0,2 мм
-
Точение в осевом направлении, к противоположному уступу
-
Радиальный отвод инструмента на 0,5 мм
Чистовая обработка
При обработке режущая кромка следует по контуру детали, перемещение инструмента происходит преимущественно в направлении продольной оси Z. При этом вдоль основной режущей кромки образуется очень тонкая стружка, что может привести к затиранию и вибрациям.




-
Осевая и радиальная глубина резания должна составлять 0,5–1,0 мм
-
Осевое точение
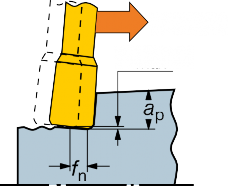
Качество обработанной поверхности
Ra max
-
-
-
-
-
Эффект аналогичный Wiper обеспечивает высокое качество обработанной поверхности
-
Наилучший зачистной эффект достигается при правильном сочетании подачи (fn) и отжатия инструмента
-
Шероховатость Ra ниже 0,5 мкм достигается при использовании оборудования с высокой жёсткостью
Обработка выборок – особенности применения
Обработка выборок
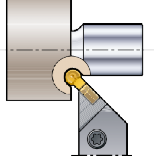
-
Для получения канавки под выход инструмента
-
Для таких операций требуются специализированные пластины круглой формы с острой кромкой и высо- кой размерной точностью
-
Допуск на размер этих пластин ±0,02 мм
Инструмент для обработки выборок
Угловые 7°, 45° и 70°

-
Державка для наружной обработки выборок. Пластина с двумя режущими кромками.
Угловой 20°
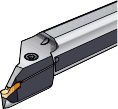
-
Державка для внутрен- ней обработки выборок. Пластина с двумя режущими кромками.
Угловой 45°

-
Державка для наружной обработки выборок. Пластина с одной режущей кромкой.
Износ инструмента
Проблема




Проточи- на

Решение
Износ по задней поверхно- сти
Пласти- ческая деформа- ция
Лунко- образова- ние
Выкраши- вание
Наросто- образова- ние
Более острая геометрия
++
Более прочный сплав
++
Более износостойкий сплав
++
+
+
Увеличьте скорость резания
+
Снизьте скорость резания
+
+
++
Уменьшите подачу
++
+
+
Выберите более прочную геометрию
+
++
+ + = лучшее решение + = возможное решение
Решение проблем
Проблема
Решение

Неудовлетворительное качество поверхности

-
Используйте короткий и жёсткий инструмент
-
Обеспечьте отвод стружки от обработанной поверхно- сти за счёт геометрии пла- стины с лучшим контролем стружкообразования
-
Используйте инструмент с высокоточной подачей СОЖ
-
-
Проверьте рекомендации по скорости резания/ подаче
-
Используйте геометрию Wiper
-
Проверьте правильность установки инструмента

Неудовлетворительное качество поверхности на алюминии

-
Выберите самую острую геометрию пластины
-
Используйте геометрию с хорошим контролем над стружкодроблением
-
Выберите специальную эмульсионную СОЖ для данного материала
-
Используйте инструменты с высокоточной подачей СОЖ

Плохое стружкодробление

-
Выберите другую геометрию
-
Увеличьте подачу
-
Используйте прерывистое резание (с периодическим отводом инструмента)
-
Используйте инструмент с высокоточной подачей СОЖ

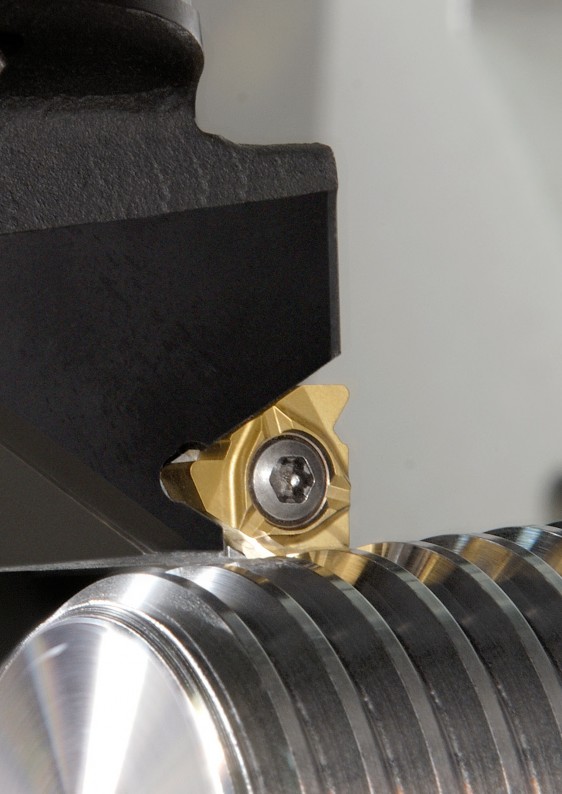
F 2
Проблема

Вибрация

Решение
-
Используйте жёсткую наладку
-
Проверьте рекомендации по скорости резания/ подаче
-
Уменьшите вылет инструмента и детали
-
-
-
Выберите другую геометрию пластины
-
Проверьте состояние инструмента
-
Проверьте правильность установки инструмента по высоте центров

Низкая стойкость инструмента
-
Проверьте точность уста- новки по высоте центров
-
Проверьте перпендикуляр- ность установки инстру- мента относительно оси вращения детали
-
-
-
-
Проверьте состояние державки. Если она изношена, то режущая пластина может быть нежёстко закреплена в гнезде
-
Используйте инструмент с высокоточной подачей СОЖ


Точение резьбы — процесс, при котором токарный инструмент выполняет несколько синхронизирован- ных с вращением шпинделя проходов вдоль участка заготовки, на котором требуется нарезать винтовую резьбу.
При снятии припуска за несколько проходов с небольшой глубиной резания снижается нагрузка на режущую кромку и исключается риск поломки инструмента.
-
-
-
-
-
-
C 3
Методы получения резьбы
Основные функции резьбовых соединений:
-
Крепежная - механическое соединение деталей
-
Передача движения - преобразование вращательного движения в поступа- тельное и наоборот (ходовые винты)
-
Обеспечение передаточного отношения - повышение значения крутящего момента
Различные способы получения резьбы
Литье под давлением
Нарезание
Накатывание


Методы обработки резьбы резанием
Нарезание резьбы
Фрезерование
Точение резьбы
Вихревое резьбонарезание
метчиком

Шлифование резьбы
резьбы

Термины и определения
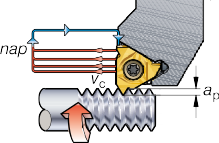
vc = скорость резания, м/мин
n = частота вращения шпинделя, об/мин
ap = общая глубина врезания, мм
nap = количество проходов

P = шаг резьбы в мм или нитках на дюйм (TPI)
= угол профиля резьбы
d1 = внутренний диаметр наружной резьбы
D1 = внутренний диаметр внутрен- ней резьбы
d2 = средний диаметр наружной резьбы
D2 = средний диаметр внутренней резьбы
d = наружный диаметр наружной резьбы
D = наружный диаметр внутренней резьбы
= угол подъема винтовой линии резьбы
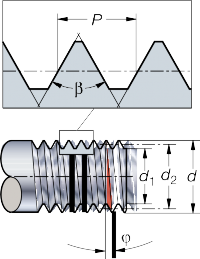
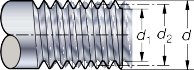
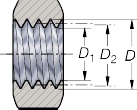
Термины и определения
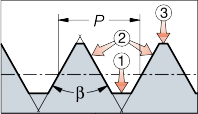
-
Впадина
-
Поверхность у основания, соединя- ющая две боковые стороны сосед- них зубьев
-
-
Боковая сторона
-
Поверхность резьбы, соединяющая вершину и впадину резьбы
-
-
Вершина
-
Поверхность, соединяющая две боковые стороны одного зуба

Угол наклона винтовой линии резьбы
-
Угол наклона винтовой линии резьбы () зависит от диаметра и шага (P) резьбы
-
Боковой задний угол режущей пласти- ны регулируется посредством замены опорных пластин
-
Угол наклона режущей пластины () обеспечивается опорной пластиной. Опорная пластина, поставляемая в комплекте с державкой, имеет угол наклона 1°
-
-
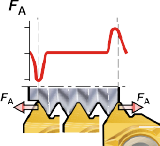
Силы резания
-
Наибольшая осевая сила действует на режущую кромку в момент входа и выхода из резания
-
Высокие режимы резания могут при- водить к смещениям режущей кромки в случае недостаточно надежного закрепления пластины
Обеспечения бокового заднего угла
Выбор опорной пластины
Угол наклона режущей пластины может корректиро- ваться путем подбора опорных пластин. Выбирайте опорную пластину в зависимости от параметров резьбы согласно диаграмме в основном каталоге.
В стандартном исполнении все державки поставляют- ся с опорной пластиной, которая имеет угол
наклона 1°.
Угол наклона
Примечание! Для выполнения некоторых операций резбонарезания необходима установка пластин с отрицательным углом наклона.
P *ns tan = × d2
Стандартная опорная пластина = 1°
Теория
Шаг, мм








Диаметр

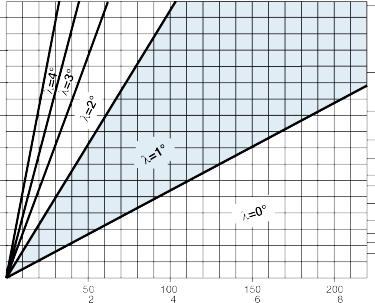


* ns = число заходов резьбы Ниток/дюйм








мм
заготовки дюйм
Выбор опорной пластины для обеспечения угла наклона
Диаметр и шаг резьбы определяют угол наклона пластины.
Пример использования диаграммы.
-
Диаметр заготовки равен 40 мм, шаг резьбы составляет 6 мм. По диаграмме определяем, что необходимая опорная пласти- на должна иметь угол наклона 3º
(стандартную пластину использовать нельзя).
-
Диаметр заготовки равен 4", шаг резьбы составляет 5 ниток на дюйм. По диаграмме определяем, что необходимая опорная пластина должна иметь угол наклона 1º (можно использовать стандартную пластину).
Шаг, мм
1
2
Диаметр заго-
Ниток/дюйм








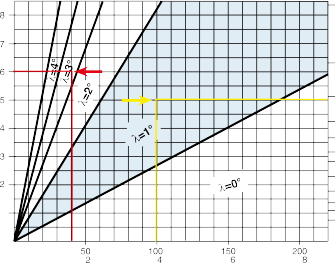

мм
товки дюйм
Маркировка режущих и опорных пластин
Расшифровка маркировки
Профиль резьбы
Внутренняя (O) Наружная (пусто)
Сплав
Угол наклона

опорной пластины
Шаг резьбы
Процесс планирования производства
Параметры и ка- чество резьбы
1 Анализ детали
2
Анализ оборудования
3
Выбор инструмента
4
Способ применения

5
Способ применения
Материал заго- товки, профиль резьбы и раз- мер партии
Параметры станка


Тип инструмента:
-
Многозубый
-
Полный профиль
-
V-профиль
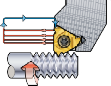
Режимы резания, метод врезания и т.д.


Проблемы и их решение
-
Деталь и материал заготовки
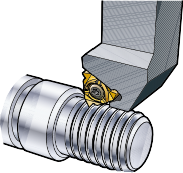
Деталь
-
Проанализируйте требования к раз- мерам и качеству обрабатываемой резьбы
-
Тип операции (наружная или внутрен- няя резьба)
-
Правая или левая резьба
-
Тип профиля (метрическая резьба, UN и т.д.)
-
Шаг зубьев
-
Число заходов резьбы
-
Допуски (профиль, положение)
P
M
K
N
S
H
Материал заготовки
-
Обрабатываемость
-
Стружкодробление
-
Твёрдость
-
Легирующие элементы
-
-
Параметры станка
Состояние и настройки станка
-
-
-
-
Интерфейс шпинделя
-
Жёсткость станка
-
Частота вращения шпинделя
-
Подвод СОЖ
-
Закрепление заготовки
-
Мощность и крутящий момент
-
Наличие встроенных циклов резьбонарезания
-
Геометрическая проходимость и зазор между инструментом и заготовкой
-
Вылет инструмента
-
Выбор инструмента Варианты обработки резьбы Многозубые пластины

Применение пластин полного профиля с несколькими вершинами сокращает количество проходов, что увеличивает производительность. Например, при- менение пластины с двумя вершинами вдвое сокращает количество проходов. В данном случае силы резания увели- чиваются пропорционально количеству зубьев, поэтому возрастают требования к жёсткости наладки и требуется умень- шение вылета инструмента. Кроме того, потребуется достаточное пространство для выхода инструмента.
Пластины полного профиля

Профиль резьбы полностью формиру- ется пластиной, что обеспечивает высо- кую геометрическую точность профиля. Каждому шагу резьбы соответствует своя режущая пластина.
Поскольку пластина создаёт как впади- ну, так и вершину профиля, инструмент подвергается высоким нагрузкам, что предъявляет повышенные требования к наладке и вылету инструмента.
Преимущества
-
-
Уменьшение количества проходов
-
Высокая производи- тельность
Недостатки
-
Требуется жёсткая тех- нологическая система
-
Требуется достаточное пространство для выхо- да инструмента
Преимущества
-
Упрощение контроля формы профиля резьбы
-
Уменьшение задиров и заусенцев
Недостатки
-
Для каждого шага и про- филя резьбы необходи- ма отдельная пластина
Пластины с V-профилем (неполным)

Одна пластина может нарезать резьбу с разными шагами, что позволяет сократить номенклатуру инструмента. Впадина и боковые стороны профиля формируются резьбовой пластиной.
Образование вершины происходит на предыдущей операции точения с высокой точностью обработки.
Для снижения сил резания и умень- шения риска возникновения вибраций следует применять пластины с непол- ным профилем (V-профилем).
Преимущества
-
Гибкость - одна пласти- на может использовать- ся для обработки резьб с разными шагами
Недостатки
-
Возможность образова- ния заусенцев, требу- ющих последующего удаления
-
Способ применения
Параметры, которые необходимо учитывать

Метод врезания может оказывать существенное влияние на процесс обработки резьбы.
Он влияет на:
-
контроль стружкообразования
-
износ пластин
-
качество резьбы
-
стойкость инструмента
На практике выбор метода врезания зависит от станка, геометрии пластины, материала заготовки, шага резьбы.
-
-
Решение проблем
Параметры, которые необходимо учитывать

В случае возникновения проблем, связанных со стойкостью инструмента, контролем струж- кообразования или качеством резьбы, следует обратить внимание на следующие параметры.
Метод врезания

-
Оптимизируйте метод врезания (количество проходов и глубину врезания за проход)
Угол наклона пластины
-
Убедитесь в том, что обеспечивается достаточ- ный и равномерный задний угол (за счет опорной пластины)
Геометрия пластины

-
Убедитесь в том, что используется подходящая
геометрия режущей пластины (A, F или C)
Сплав пластины
-
Выберите сплав в соответствии с обрабатывае- мым материалом и требованиями к прочности
Режимы резания
-
При необходимости, измените скорость резания и количество проходов
-
Точение наружной резьбы
-
Мелкоразмерное точение резьбы
-
Традиционное точение резьбы
-
Точение резьбы нефтяного сортамента
3
10 – 5 TPI*
TP* 0,5 – 8 мм
2
32 – 3 TPI 1
Точение внутренней резьбы
TP 0,5 – 8 мм
32 – 3 TPI
TP 0,5 – 2,5 мм
32 – 10 TPI
Min диам. отв.: 10 мм
Min диам. отв.: 12 мм
TP 0,2 – 2 мм

10 – 5 TPI
Min диам. отв.: 60,3 мм
4
TP 0,5 – 3 мм
56 – 16 TPI
Min диам. отв.: 4 мм
3
2
1
*TPI = ниток на дюйм
*TP = шаг резьбы
-
Твердосплавные вставки для точения резьбы
-
Сменные пластины с торцевым креплением для точения резьбы
-
Традиционная система нарезания резьбы
-
Нарезание резьбы нефтяного сортамента
Точение наружной резьбы
Программа инструмента
Пластины
0.2 2.0 5.0 8.0
32 10 3
Шаг резьбы (TP) мм
TPI
-
Четыре типоразмера пластин (L) / (IC):
11, 16, 22, 27 мм
Державки




11 16 22 27
(1/4) (3/8) (1/2) (5/8)
-
Резцовые головки Coromant Capto®
-
Державки QS
-
Призматические державки
-
Сменные резцовые головки
-
Картриджи
Точение внутренней резьбы
Программа инструмента
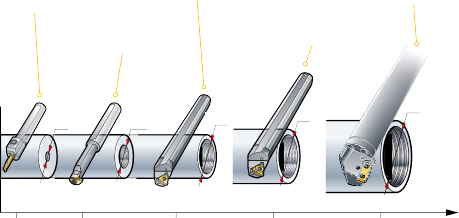
Твёрдосплавные вставки
Расточные оправки
Оправки для обработки резьб нефтяного сортамента
(≥2.362")
Сменные пластины с торцевым креплением
Расточные оправки
(≥.157")
≥4 мм
(≥.394")
≥10 мм
(≥.472")
≥12 мм
(≥.984")
≥25 мм
≥60 мм
(.157)
(.394)
(.472)
(.984)
(2.362)





4 10 12 25 60
Min диаметр отверстия, мм
Обработка высокоточных резьб в отверстиях малого диаметра
Твердосплавный инструмент (вставка)
Сменные пластины с торцевым креплением






Форма профиля резьбы
Область применения
Пластина/Форма профиля
Тип резьбы
Обозна- чение
Общего назначения
Метрическая ISO Дюймовая UN
MM UN
Трубная резьба
Whitworth, Британский стан- дарт (BSPT), NPT, NPTF, амери- канская стандартная трубная
резьба
WH, NT PT, NF
Пищевая промыш- ленность и пожар- ное оборудование

Круглая DIN405
RN
Аэрокосмическая промышленность
MJ
UNJ
MJ NJ
Нефтегазовая промышленность
API круглая
API V-профиль 60°
RD
V38, 40,
50
Нефтегазовая промышленность


Buttress, VAM
BU
Ходовые винты Общего назначения
Трапецеидальная ACME
Stub ACME
TR AC SA






Резьбы общего назначения
-
-
Хороший баланс между несущей способностью и прочностью профиля резьбы
Трубные резьбы
-
Способность выдерживать большие нагрузки
-
Герметичные соединения (часто применяется коническая резьба)
Резьбы для пищевой промышленности и пожарного оборудования
-
Аналогичны трубной резьбе, но про- филь резьбы круглый, для упрощения чистки и использования в пищевой промышленности
-
Простое многократное использование для пожарной фурнитуры
-
-
Резьбы аэрокосмической промышленности
-
Высокая точность и минимальный риск концентрации напряжений и поломки
Резьбы нефтегазовой промышленности
-
Способность выдерживать высокие нагрузки даже в тонкостенных соеди- нениях
Резьбы ходовых винтов
-
Симметричная форма
-
Большая поверхность контакта
-
Прочный профиль
Типы пластин
Три типа резьбовых пластин


Пластины полного профиля
-
Высокая производительность при нарезании резьбы


Пластины V-профиля (неполного) — 60º и 55º
-
Нарезание резьбы при минимальной номенклатуре инструмента


Многозубые пластины
-
Высокопроизводительное экономич- ное точения резьбы в условиях массо- вого производства
Три геометрии пластин
Геометрия A
Первый выбор для большинства операций

Хорошее стружкообра- зование в широком диа- пазоне обрабатываемых материалов
Геометрия F
Острая режущая кромка

Хорошее качество по- верхности при обработке вязких материалов и материалов, склонных к упрочнению
Геометрия С
Стружколомающая геометрия

Оптимизированная геометрия для обработ- ки низкоуглеродистых, низколегированных и легкообрабатываемых нержавеющих сталей
Решения для резьбонарезания


-
Сверхжёсткая система, исключающая микросмещения пластин в процессе обработки

-
Режущая пластина базируется на выступ опорной пластины
-
Винт прижимает режущую пластину к одной из сторон гнезда державки
(контактные поверхности обозначены красным)
-
Надёжное закрепление пластины обе- спечивает высокую стойкость инстру- мента и высокое качество резьбы
-
-
Различные типы державок
Резцовая головка
Державка для работы в
Быстросменное соединение
Расточная оправка
Coromant Capto® для наружных резьб
перевернутом положении
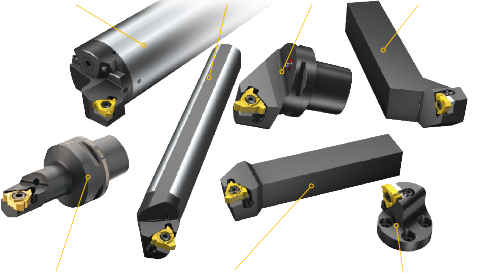
Резцовая головка Coromant Capto® для внутренних резьб
Призматическая державка
Сменная резцовая головка (SL)
Три метода врезания
Метод врезания может оказывать существенное влияние на процесс обработки резьбы. Он влияет на:
-
контроль стружкообразования
-
износ пластин
-
качество резьбы
-
стойкость инструмента
На практике выбор метода врезания зависит от станка, геометрии пластины, материала заготовки и шага резьбы.
Одностороннее боковое врезание

-
Большинство станков с ЧПУ имеют встроенные циклы для обработки резьбы методом одностороннего боко- вого врезания
-
Используйте геометрию C и метод бокового односто- роннего врезания в случае неудовлетворительного стружкодробления при радиальном врезании
-
Осевое направление силы резания снижает риск вибраций
-
Контроль над направлением схода стружки
-
Применяется с пластинами любой геометрии
-
Геометрия C используется только для одностороннего бокового врезания
Радиальное врезание
-
Используется на универсальных станках и на большин- стве станков с ЧПУ
-
Первый выбор для обработки материалов, склонных к упрочнению в процессе резания, а также для нареза- ния резьбы с мелким шагом
Двухстороннее боковое врезание

-
Рекомендуется для обработки резьб с крупными профилем и шагом, при длительных рабочих циклах обработки резьбы, когда требуется высокая стойкость инструмента
-
Требует специального программирования
Одностороннее боковое врезание
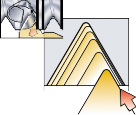
-
Большинство станков с ЧПУ имеют циклы резьбонаре- зания с врезанием данного типа
-
Форма стружки приближена к форме стружки при обычном точении — стабильный отвод из зоны резания
-
Осевое направление силы резания снижает риск вибраций
-
Стружка большей толщины, но в основном имеет кон- такт только с одной гранью пластины
-
Меньше нагрев пластины
-
Первый выбор для большинства операций резьбонаре-
-
-
Направление врезания
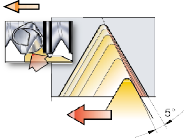
Сход стружки
зания
 Сход стружки
Сход стружкиНаправление

подачи
Пластина с геометрией С
Радиальное врезание
Направление подачи
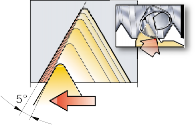
-
Улучшенный контроль над стружкообразо- ванием
-
Высокое качество поверхности резьбы
-
Единственно возможный метод врезания для геометрии С — это одностороннее боковое врезание
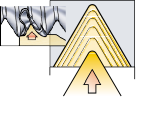
-
Наиболее часто используемый метод и единственно возможный для старых станков без ЧПУ
-
Образует жёсткую V-образную стружку
-
Равномерный износ режущих кромок пластины
-
Вершина пластины испытывает сильный нагрев, что, в свою очередь, ограничивает глубину резания
-
Подходит для обработки резьб с мелким шагом
-
Возможны вибрации и плохое качество поверхности при обработке резьбы с крупным шагом
-
Первый выбор для обработки материалов, склонных к упрочнению в процессе резания
Двухстороннее боковое врезание

-
Рекомендуется для резьб с крупным про-
филем
-
Равномерный износ режущих кромок и вы- сокая стойкость инструмента при обработ- ке очень крупных резьб
-
Направление схода стружки изменяется на противоположное при каждом проходе, что затрудняет контроль
-
-
Методы программирования
Пути оптимизации процесса обработки
Постепенное уменьшение глубины резания (постоянная площадь сече- ния стружки)
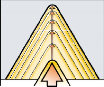
Данный метод позволяет получить стружку с посто- янной площадью сечения. Наиболее распространен- ный метод программиро- вания.
-
Наибольшая глубина реза- ния при первом проходе
-
Соответствует рекоменда- циям, указанным в ката- логе
-
Сбалансированная пло- щадь сечения стружки
-
Глубина последнего прохо- да примерно 0,07 мм
Постоянная глубина резания
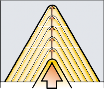
Каждый проход выполняет- ся с постоянной глубиной резания, независимо от количества проходов.
-
Высокая нагрузка на пла- стину
-
Хороший контроль струж- кообразования
-
Не рекомендуется для обработки резьб с шагом более 1,5 мм или 16 ниток на дюйм
Точение резьбы пластинами полного профиля
Пластина удаляет весь припуск/материал при формировании резьбы
Для большинства пластин предварительная обработка ведётся с припуском 0,03–0,07 для последующего формирования вершины профиля.
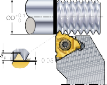
-
При обработке резьбы пластинами полного профиля нет необходимости обрабатывать поверхность под резьбу в окончательный размер
-
Оставляйте небольшой припуск на диаметр (0,06 – 0,14 мм) для формирования полного профиля резьбы
Рекомендации по глубине резания
Число проходов и глубина врезания за проход






ISO метрическая и дюймовая, наружная
Номер прохода (nap)
Шаг, мм
Снижение скорости резания
0.5 0.75 1.0 1.25 1.5 1.75 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
Радиальное врезание за проход, мм
1
0.11 0.17 0.19 0.20 0
.22 0.22 0.25 0.27 0.28 0.34 0.34 0.37 0.41 0.43 0.46
2
0.09 0.15 0.16 0.17 0
.21 0.21 o.24 0.24 0.26 0.31 0.32 0.34 0.39 0.40 0.43
3
0.07 0.11 0.13 0.14 0
.17 0.17 0.18 0.20 0.21 0.25 0.25 0.28 0.32 0.32 0.35
4
0.07 0.07 0.11 0.11 0
.14 0.14 0.16 0.17 0.18 0.21 0.22 0.24 0.27 0.27 0.30
5
0.34 0.50 0.08 0.10 0
.12 0.12 0.14 0.15 0.16 0.18 0.19 0.22 0.24 0.24 0.27
6
0.67 0.08 0.
08 0.10 0.12 0.13 0.14 0.17 0.17 0.20 0.22 0.22 0.24
7
0.94 0.10 0.11 0.12 0.13 0.15 0.16 0.18 0.20 0.20 0.22
0.80
8
0.08 0.08 0.11 0.12 0.14 0.15 0.17 0.19 0.19 0.21
9
1.14 1.28 0.11 0.12 0.14 0.14 0.16 0.18 0.18 0.20
10
0.08 0.11 0.12 0.13 0.15 0.17 0.17 0.19
11
1.58 0.10 0.11 0.12 0.14 0.16 0.16 0.18
12
0.08 0.08 0.12 0.13 0.15 0.15 0.16
13
1.89 2.20 0.11 0.12 0.12 0.13 0.15
14
0.08 0.10 0.10 0.13 0.14
14
2.50 2.80 3.12 0.12 0.12
16
0.10 0.10
3.41 3.72
Номер прохода (nap)
Шаг, TPI
32
28
24
20
18
16
14
13
12
11
10
9
8
7
6
5
4.5
4
Радиальное врезание за проход,
1
.007
.006
.007
.007
.0
08
.007
.007
.008
.009
.008
.008
.008
.009
.010
.009
.012
.011
.013
2
.006
.005
.006
.007
.0
07
.007
.007
.007
.008
.008
.008
.008
.008
.009
.009
.011
.011
.012
3
.005
.005
.006
.006
.0
07
.007
.007
.007
.008
.008
.008
.008
.008
.009
.009
.011
.011
.012
4
.003
.004
.005
.006
.0
06
.006
.006
.007
.007
.007
.007
.007
.008
.009
.009
.011
.010
.012
5
.003
.003
.005
.0
05
.006
.006
.006
.007
.007
.008
.007
.007
.008
.008
.010
.010
.011
6
.003
.003
.005
.005
.006
.006
.006
.006
.007
.007
.008
.008
.010
.010
.011
7
.003
.005
.005
.005
.006
.006
.006
.007
.008
.008
.010
.010
.011
8
.003
.003
.003
.005
.006
.006
.006
.007
.008
.009
.009
.010
9
.003
.005
.005
.006
.007
.007
.009
.009
.010
10
.003
.005
.005
.006
.007
.008
.008
.010
11
.003
.005
.005
.007
.008
.008
.009
12
.003
.003
.006
.007
.008
.008
13
.005
.006
.007
.008
14
.004
.004
.007
.007
14
.006
.006
16
.004
.004
3.72
3.72
Позиционирование инструмента
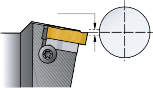
Max ±0,1 мм Отклонение от высоты центров не более ±0,1 мм.
Режущая кромка выше оси центров
-
Уменьшение заднего угла
-
Затирание или поломка режущей кромки
Режущая кромка ниже оси центров
-
Погрешность профиля резьбы
-
-
Методы точения резьбы
Пластины и резьбы правого и левого исполнения
Наружная
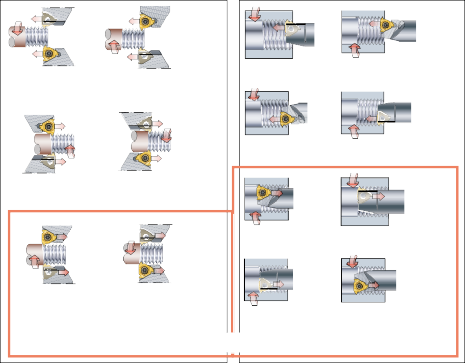
Правая резьба
Внутренняя
Левая резьба Правая резьба
Левая резьба
Правое исполнение державки/пластины
Левое исполнение державки/пластины
Правое исполнение державки/пластины
Левое исполнение державки/пластины
Правое исполнение державки/пластины
Левое исполнение державки/пластины
Правое исполнение державки/пластины
Левое исполнение державки/пластины
Левое исполнение державки/пластины
Правое исполнение державки/пластины
Левое исполнение державки/пластины
Правое исполнение державки/пластины
Левое исполнение державки/пластины
Правое исполнение державки/пластины
Применяется опорная пластина с отрицательным углом наклона
Рекомендации по точению резьбы
Важные факторы успешного резьбонарезания
-
Проверьте наличие дополнительного припуска на диаметр заготовки
0,1– 0,14 мм для формирования полного профиля резьбы
-
Точно установите инструмент в станке
-
Проверьте расположение режущей кромки в соответствии со средним диаметром резьбы
-
Убедитесь в правильном выборе гео- метрии пластины (A, F или C)
-
Убедитесь в том, что обеспечивается достаточный и равномерный задний угол и получите правильный боковой задний угол с помощью соответствую- щей опорной пластины
-
В случае получения бракованной резьбы убедитесь в правильности настройки станка
-
Проверьте программу ЧПУ для точе- ния резьбы

-
Оптимизируйте метод врезания, коли- чество и глубину проходов
-
Обеспечьте скорость резания, требуе- мую для конкретной операции
-
В случае погрешности шага резьбы, проверьте правильность программи- рования цикла резьбонарезания
-
Обеспечьте дополнительное рас- стояние до начальной точки резьбы (примерно три шага резьбы)
-
Высокоточная подача СОЖ улучшает контроль над стружкодроблением и повышает стойкость инструмента
-
Быстросменная система позволяет быстро и легко выполнить настройку инструмента

-
Для достижения наилучшей произво- дительности и стойкости инструмента первым выбором является много- зубая пластина, вторым – однозубая полного профиля и третьим – пласти- на с V-профилем (неполным)
Решение проблем
Проблема
Причины
Решение

Пластическая деформация


-
Повышенная температура в зоне резания
-
Недостаточный подвод
-
Уменьшите скорость реза- ния, увеличьте количество проходов.
СОЖ
A B 3. Неподходящий сплав
Уменьшите глубину пер- вого прохода, проверьте
диаметр заготовки
-
Возникает пластическая деформация,
-
что приводит к выкраши- ванию кромки.
-
-
Увеличьте подачу СОЖ
-
Выберите сплав, более стойкий к пластической деформации

Наростообразование (BUE)


-
Характерно для обработки нержавеющей и низко- углеродистой стали
-
Неподходящий сплав или
-
Увеличьте скорость резания
-
Выберите более прочную пластину, предпочтитель-
A B
слишком низкая темпера-
тура в зоне резания
но с покрытием PVD
Образование нароста (A) и выкрашивание кромки (B) ча- сто сопутствуют друг другу.
Нарост отрывается вместе с небольшими кусочками материала пластины, что вызывает выкрашивание.

Поломка режущей пластины

-
Неправильная величина предварительно обра- ботанного диаметра под резьбу
-
Чрезмерно высокая на- грузка на режущую кромку
-
Неподходящий сплав
-
Неудовлетворительный контроль над стружко- образованием
-
Некорректное положение кромки по высоте центров
-
-
Обработайте диаметр под резьбу с припуском 0,03–0,07 мм относитель- но наружного диаметра резьбы
-
Увеличьте количество проходов.
Уменьшите глубину макси- мального врезания
-
Выберите более прочный сплав
-
Используйте пластину с геометрией С и односто- роннее боковое врезание
-
Скорректируйте режущую кромку по высоте центров
Проблема
Причины
Решение

Интенсивный износ по задней поверхности

-
Очень абразивный мате- риал заготовки
-
Слишком высокая ско- рость резания
-
Слишком малая глубина врезания
-
Режущая кромка выше оси центров
-

Неравномерный износ по задней поверхности


-
Неподходящий метод врезания
-
Угол наклона пластины не соответствует углу подъема винтовой линии резьбы
Низкое качество обработки
одной из боковых поверхно- стей резьбы
-
Неподходящий сплав. Выберите более износо- стойкий сплав
-
Уменьшите скорость резания
-
Уменьшите количество проходов
-
Установите пластину точ- но по высоте центров
-
Измените метод врезания. Для геометрии F и A реко- мендуется угол 3–5°, для геометрии C — 1°.
-
Замените опорную пластину для получения нужного угла наклона режущей пластины

Вибрация

-
Недостаточно жёсткое закрепление заготовки
-
Неправильная настройка инструмента
-
Некорректные режимы резания
-
Неправильная установка по высоте центров
-
-
Используйте кулачки из более мягкого материала
-
При использовании задней бабки, оптимально расположите центровоч- ное отверстие детали
и проверьте давление зажима и поджима задним центром
Уменьшите вылет инстру- мента до минимума
Убедитесь, что не изноше- на втулка для закрепления расточной оправки
Используйте антивибраци- онные оправки 570-3
-
Увеличьте скорость резания, и если это не поможет, то значительно снизьте скорость и попро- буйте геометрию F
-
Установите кромку точно по высоте центров
Проблема
Причины
Решение

Низкое качество обработанной поверхности
-
Слишком низкая скорость резания
-
Режущая кромка установ- лена выше оси центров
-
Плохой контроль стружко- образования
-

Плохой контроль над стружкообразованием
-
Неподходящий метод врезания
-
Неверная геометрия пластины

Занижен профиль резьбы
-
Неправильное положение кромки по высоте центров
-
Поломка пластины. Чрезмерный износ
-
Увеличьте скорость резания
-
Установите кромку точно по высоте центров
-
Используйте геометрию С и метод одностороннего бокового врезания
-
Используйте односторон- нее боковое врезание 3–5°
-
Используйте геометрию С и одностороннее боковое врезание 1°
-
Установите кромку точно по высоте центров
-
Смените режущую кромку

Неправильный профиль резьбы
-
Непригодный профиль пластины (угол профиля резьбы и радиус при верши- не), пластины для наружной резьбы используются для изготовления внутренней и наоборот
-
Неправильное положение кромки по высоте центров
-
Державка расположена не перпендикулярно оси заготовки
-
Погрешность станка по шагу
-

Разрушение режущих кромок

-
Слишком маленькая глуби- на резания при обработке материалов, склонных к упрочнению
-
Чрезмерная нагрузка на режущую кромку, вызыва- ющая выкрашивание
-
Недостаточный угол про- филя резьбовой пластины
-
Выберите державку, режу- щую и опорную пластины в соответствии с нарезае- мой резьбой
-
Установите кромку точно по высоте центров
-
Установите державку строго под углом 90° к оси заготовки
-
Исправить ошибку в управляющей программе
-
Уменьшите количество проходов.
Выберите пластину с геометрией F
-
Выберите более прочный сплав
-
Используйте односторон- нее боковое врезание

-
-
Процесс нарезания резьбы метчиком
-
Размеры и допуски отверстий
-
СОЖ
-
C 30
C 33
C 34
Теория нарезания резьбы метчиком
Термины и определения
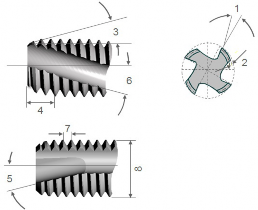
-
Передний угол
-
Задний угол (затылов- ка)
-
Угол режущей части
-
Длина режущей части
-
Угол спиральной под- точки
-
Угол подъема стружеч- ной канавки
-
Шаг
-
Наружный диаметр
Длинная режущая часть
-
Высокий крутящий момент
-
Наилучшее качество обработанной поверхности
-
Тонкая стружка
-
Низкое давление на режущую часть
-
Высокая стойкость инструмента
-
Наиболее распространенный вариант для метчиков со спиральной подточкой
Режущая часть средней длины
Метчик
Метчик-раскатник
Короткая режущая часть
Метчик
Метчик-раскатник
Различные стандарты

-
ISO
-
ANSI
Метчики стандартов ISO и ANSI обладают достаточно небольшой общей длиной (OAL) и очень похожи между собой, за исключением диаметра хвостовика, который выражается в дюймах для стандарта ANSI и в мм для ISO.

-
DIN
-
DIN/ANSI
Метчики DIN имеют длинное исполнение с метрическим хвостовиком и большим значением OAL. Стандарт DIN/ANSI – это сочетание двух стандартов с хвостовиком по ANSI и величиной OAL по DIN
Процесс нарезания резьбы метчиком
Различные способы нарезания резьбы метчиком


Процесс нарезания резьбы метчиком
Геометрии для нарезания резьбы в отверстиях разных типов
Метчик со спиральной подточкой для сквозных отверстий

-
Самая прочная конструкция
-
Подходит для тяжёлых условий обра- ботки
-
Выталкивает стружку вперед через отверстие
-
Предназначен для нарезания резьбы в сквозных отверстиях
Метчик с прямыми стружечными канавками для любых отверстий

-
Для обработки материалов, дающих короткую стружку, в частности чугуна
-
Часто используется в автомобильной промышленности, например при про- изводстве насосов и клапанов
-
Может использоваться для обработки резьбы в отверстиях любых типов и любой глубины
-
Метчик со спиральными стружеч- ными канавками для глухих отвер- стий

-
-
Наиболее распространенный тип метчика
-
Выводит стружку вверх вдоль хвосто- вика
-
Предназначен для нарезания резьбы в глухих отверстиях
Метчик-раскатник — бесстружеч- ное решение

-
Бесстружечное решение
-
Для обработки резьбы в мягкой стали, нержавеющей стали и алюминии
-
Может использоваться для обработки резьбы в отверстиях любых типов и любой глубины
-
Увеличивает прочность резьбы в неко- торых материалах, например алюминии
Процесс нарезания резьбы метчиком
Процессы раскатывания и нарезания

Метчик-раскатник Резьба образуется путем деформации материала.
Стружка не образуется.
Метчик

Метчик срезает материал.
Образуется стружка.
Размеры и допуски отверстий
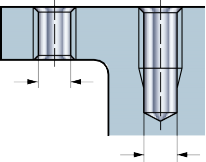
Расчет диаметра предварительного отверстия для метчика
D = TD - TP
D = диаметр отверстия (мм)
TD = номинальный диаметр резьбы (мм)
TP = шаг резьбы (мм)
Размер отверстия для метчика M10 x 1,5 = 8,5 мм (8,5 = 10 - 1,5)
Расчет диаметра предварительного отверстия для метчика-раскатника
D = TD - (TP/2)
D = диаметр отверстия (мм)
TD = номинальный диаметр резьбы (мм)
TP = шаг резьбы (мм)
Размер сверла для метчика-раскатника M10 x 1,5 = 9,25 (9,25 = 10 - 1,5/2)
СОЖ
Факторы успешной обработки

Подвод СОЖ является важным аспектом нарезания резьбы метчиком и влияет на следующее:
-
Эвакуация стружки
-
Качество резьбы
-
Стойкость инструмента
Подвод СОЖ
Внутренний подвод СОЖ
Наружный подвод СОЖ
Различные СОЖ/ эмульсия

-
Всегда рекомендуется для лучшей эвакуации стружки, особенно при нарезании резьбы на деталях из длинностру- жечных материалов или в глубоких отверстиях (2-3 x D)
-
Предпочтителен в случае, когда глубина отверстия более чем в 3 раза превышает диаметр

-
-
-
Наиболее распростра- ненный способ подачи СОЖ
-
Может использоваться при хорошем стружко- образовании
-
Для улучшения эвакуа- ции стружки по крайней мере одно сопло (два при стационарном ин- струменте) должно быть направлено как можно ближе к оси инстру- мента
Три основных вида
-
На основе минерально- го масла
-
Синтетическая СОЖ
-
Минеральное масло без присадок
Дополнительные виды
-
На основе растительно- го масла
-
Полусинтетические СОЖ
Всегда учитывайте
-
Тип используемой в станке СОЖ
-
Состав масла
Обзор
Резьбовой патрон с прорезиненной цангой
Имеет возможность осевой компенсации для обеспе- чения надлежащей обработки резьбы. Часто исполь- зуется на станках с ручным управлением и небольших токарных станках.

Coromant Capto®
Резьбовой цанговый патрон ER
Жёсткие патроны без осевой компенсации. Это озна- чает, что вращение шпинделя и осевое перемещение должны быть точно синхронизированы. Для этого требуется более сложный контроллер ЧПУ.

Жёсткое нарезание резьбы с помощью цангового патрона ER
Преимущества и рекомендации
-
Прорезиненные цанги допускают широкий диапазон закрепляемых диаметров
-
Патрон с осевой ком- пенсацией
Преимущества и рекомендации
-
Высокая произво- дительность за счет жёсткого резьбового патрона
-
Меньшая стоимость оснастки (жёсткие патроны стоят меньше, чем патроны с компен- сацией)
-
Более компактные и надёжные, чем патроны с компенсацией
-
Более высокая точность резьбы
Внимание! Повышенные усилия, действующие на метчик, приводят к сокращению стойкости инструмента. Не реко- мендуется отводить метчик на большой скорости, снижайте частоту вращения до 6000 об/мин.
Инструментальная оснастка
Быстросменный резьбовой патрон
Первый выбор для стандартных операций нарезания резьбы метчи- ком. Мелкосерийное производство с широкой номенклатурой деталей. Преимущественно для старых нежёстких станков.
Преимущества и рекомендации
-
Легкое закрепление метчиков за счет быстросменной системы
-
Патрон с осевой компенсацией
-
Используется с быстросменными адаптерами для метчиков с предохрани- тельной муфтой или без предохранительной муфты


Coromant Capto®
С конусом HSK
С хвостовиком Weldon
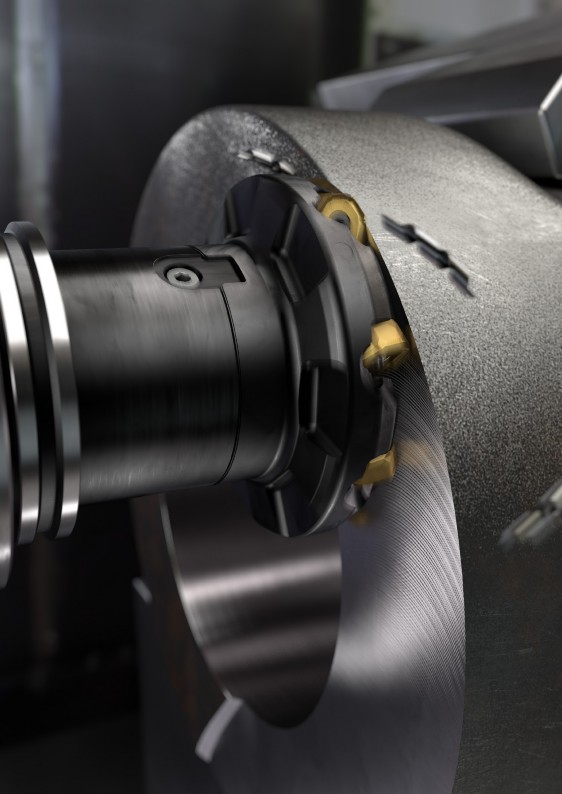
D 2
Резьбовой патрон с синхронизацией
Жёсткий резьбовой патрон с микрокомпенсацией для исключения вероятности обработки резьбы большего диаметра. Первый выбор для станков с ЧПУ и синхронизированных операций резьбонарезания.
Преимущества и рекомендации
-
Для крупносерийного производства и высокой точности резьбонаре- зания
-
Снижение нагрузки на заднюю поверхность зуба метчика
-
Отсутствие компенсации способствует увеличению точности глубины резьбонарезания
-
Возможность подачи СОЖ под высоким давлением


Coromant Capto®
С креплением Weldon Цельный с конусом
MAS-BT
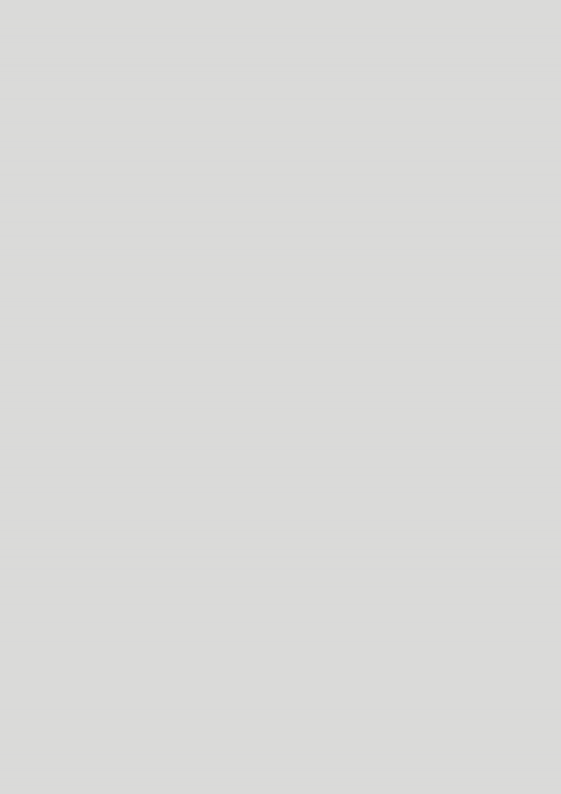
Фрезерование представляет собой обработку враща- ющимся многокромочным инструментом, перемеща- ющимся по заданному циклу или программе.
Фрезерование в основном применяется для обработ- ки плоскостей, но с развитием станков и программно- го обеспечения повышается возможность получать другие формы и поверхности.
D 3
Термины и определения
Частота вращения шпинделя, скорость резания и диаметр фрезы
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин
ve = эффективная скорость резания, м/мин
DC = диаметр фрезы, мм DCX = максимальный диаметр
резания, мм
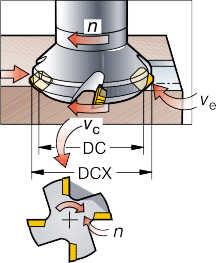
Частота вращения шпинделя (n, об/мин) - это число оборотов фрезерного инструмента, закрепленного в шпинделе, совершаемое за минуту.
Скорость резания (vc, м/мин) - окружная скорость перемещения режущих кромок фрезы в процессе обработки.
Диаметр фрезы (DC), который указан в каталоге, и эффектив- ный диаметр резания (DCX) на определенной глубине резания используются для расчета скоростей резания vc или ve.
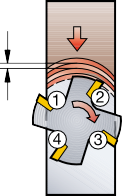



fz = подача на зуб, мм/зуб
vf = минутная подача, мм/мин
zn = число зубьев фрезы, шт
zc = эффективное число зубьев, шт fn = подача на оборот, мм/об [fz x zc] n = частота вращения шпинделя,
об/мин
Подача на зуб, число зубьев и частота вращения шпинделя


vf = fz × zc × n
мм/мин
Подача на зуб (fz, мм/зуб) используется для расчета минутной подачи при фрезеровании. Значение подачи на зуб определяется исходя из рекомендованных значений максимальной толщины стружки.
Скорость подачи (vf, мм/мин) или минутная подача — это скорость дви- жения инструмента относительно заготовки, измеряемая в пройден- ном пути за единицу времени. Зависит от подачи на зуб и числа зубьев фрезы.
Число зубьев фрезы (zn) может превышать эффективное число зубьев (zc), то есть количество зубьев в резании. Для определения минутной подачи используется эффективное число зубьев фрезы.
Подача на оборот (fn, об/мин) используется для расчета минутной подачи и, зачастую, является определяющим параметром в отношении чистовой обработки.
Термины и определения
Глубина резания
ae = ширина фрезерования, мм
ap = глубина резания, мм
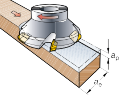
Глубина резания (ap мм), показывает, сколько материала удаляется с заго- товки торцем фрезы. Это расстояние между обработанной и необработанной поверхностями, измеряемое вдоль оси фрезы.
Ширина фрезерования (ae мм) - это величина срезаемого припуска, изме- ряемая в радиальном направлении.
Это длина сечения удаляемого слоя материала.
ap = глубина резания, мм
ae = ширина фрезерования, мм
vf = минутная подача, мм/мин
kc = удельная сила резания, Н/мм2 Pc = потребляемая мощность, кВт Mc = крутящий момент, Нм
Потребляемая мощность, крутящий момент и удельная сила резания
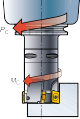
Потребляемая мощность (Pc) — это мощность, которую должен сообщать станок режущей кромке для осущест- вления процесса резания. При выборе и назначении режимов резания необхо- димо учитывать КПД станка.
Крутящий момент (Mc) — это внутрен- нее усилие, возникающее в процессе резания под действием внешних нагрузок на инструмент.
Удельная сила резания (kc1) — величина, характеризующая обрабатываемый ма- териал с точки зрения затрат мощности на резание и толщины стружки, измеря- ется в Н/мм2. Значения этой величины указаны в основном каталоге и техниче- ском руководстве.
Метрическая система Дюйовая система Метрическая система




P × 16501
Нм
Pc × 30 × 103
× n
Mc =
л.с.
p e f c
396 × 103
c
a × a × v × k
P =
кВт
p e f c
60 × 106
c
a × a × v × k
P =
Дюймовая система
фунт-сила-фу
× n
c
c
M =
т
Попутное и встречное фрезерование
Попутное фрезерование – предпочтительный метод
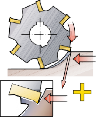
При попутном фрезеро- вании скорость резания и движение подачи сона- правлены. В этом случае снижается эффект зати- рания и, как следствие, обеспечивается меньший нагрев инструмента и ми- нимальное упрочнение материала.
Встречное фрезерование
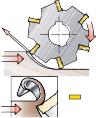
При встречном фрезеро- вании скорость резания и движение подачи заго- товки направлены в про- тивоположные стороны
Всегда используйте попутное фрезерование для обеспечения лучших условий резания
Диаметр и положение фрезы
-
-
-
При попутном фрезеро- вании толщина стружки при входе зуба в реза- ние максимальна
-
При встречном фрезе- ровании в момент вре- зания толщина стружки равна нулю, а на выходе из резания — макси- мальна
Выбор диаметра фрезы обычно делает- ся на основе ширины заготовки с учетом мощности, необходимой для осуществления процесса обработки.
Положение фрезы относительно заго- товки и число зубьев в резании — клю- чевые факторы успешного выполнения операции.


-
Диаметр инструмента должен быть на 20–50% боль- ше ширины фрезерования
-
Правило 2/3 (например, для фрезы 160 мм)
-
2/3 перекрытие (100 мм)
-
1/3 вне резания (50 мм)
-
-
При обработке инструмент следует располагать со смещением относительно оси симметрии детали для оптимизации направления действия сил резания
Образование стружки в зависимости от положения фрезы
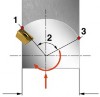
Контакт режущей кромки и обрабатываемого матери- ала в радиальном направлении можно разделить на три фазы:
-
Вход в резание
-
Резание по дуге контакта
-
Выход из резания
ae = 75% x DC
DC = диаметр фрезы

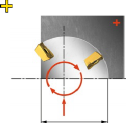
ae = ширина фрезерования
ae
Ось вращения фрезы находится внутри заготовки,
ae >75% от DC.
ae
Ось вращения фрезы находится вне заготовки,
ae <25% от DC

ae
Ось вращения фрезы совпадает с краем детали,
ae = 50% от DC..
-
Наиболее благоприятные условия резания и эффективное использование диаметра фрезы
-
При врезании точка первого контакта удалена от вершины пластины
-
Постепенный выход из резания
-
Положительный угол входа кромки в резание
-
При врезании точка первого контакта находится на верши- не пластины, и инструмент нагружается постепенно
-
Не рекомендуется
-
Высока вероятность поломки режущей кромки при входе в резание

 = Рекомендованное положение фрезы
= Рекомендованное положение фрезы
= Нерекомендованное положение фрезы
Процесс планирования производства
Тип операции и метод обработки
1
Анализ детали
2
Анализ оборудования
3
Выбор инструмента
4
Способ применения

5
Решение проблем
Материал заготовки и размер партии

Параметры станка

Выбор типа фрезы

Режимы резания, стратегия обработки и т.д.

Проблемы и их решение
-
Деталь и материал заготовки
Параметры, которые необходимо учитывать
Геометрическая форма
-
Плоская поверхность
-
Глубокие впадины
-
Тонкие стенки/основания
-
Пазы
P
M
K
N
S
H
Материал
-
Обрабатываемость
-
Отливка или предвари- тельно обработанная деталь
-
Стружкообразование
-
Твёрдость
-
Легирующие элементы
Точность/качество
-
Размерная точность
-
Шероховатость поверх- ности
-
Погрешность формы
-
Качество поверхности
-
-
-
Параметры станка
Состояние и настройки станка
Станок
-
Мощность станка
-
Возраст/состояние – жёсткость
-
Горизонтальное/верти- кальное исполнение
-
Тип и размер шпинделя
-
Количество осей/ конфигурация
-
Закрепление заготовки
Оснастка
-
Вылет
-
Надёжность закрепления
-
Осевое/радиальное биение
-
-
-
Выбор инструмента
Пути оптимизации процесса фрезерования
Фрезы с круглыми пластинами

Преимущества
-
Надёжность конструк- ции
-
Высокая универсаль- ность — для торцевого и профильного фрезе- рования
-
Высокая производительность
Торцевые фрезы с углом в плане 45°

Преимущества
-
Первый выбор для тор- цевого фрезерования
-
Сбалансированность осевых и радиальных сил резания
-
Плавное врезание
Недостатки
-
Круглые пластины требуют повышенной жёсткости оборудо- вания
Недостатки
-
Максимальная глубина фрезерования 6–10 мм
Фрезы для обработки прямоугольных уступов с углом в плане 90°

Преимущества
-
Высокая универсаль- ность
-
Большая глубина резания
-
Низкие осевые силы резания (обработка тон- костенных деталей)
-
Острокромочные пластины с четырьмя режущими кромками
-
Недостатки
-
-
-
-
-
Относительно низкая подача на зуб, так как fz = hex
-
Способ применения
Рекомендации

Количество режущих кромок/шаг

-
Очень важно правильно выбрать количество режущих кромок
-
Этот выбор влияет как на производительность, так и на стабильность процесса обработки

Геометрия пластин

-
Выбирайте пластины геометрий L (легкая), M (средняя) или H (тяже- лая) в соответствии с условиями обработки
Жёсткость
-
-
-
Используйте шпиндель максимально возмож- ного типоразмера
Положение фрезы
-
Всегда применяйте по- путное фрезерование
-
Смещайте фрезу отно- сительно оси симме- трии детали
-
Используйте фрезу с диаметром на 20–50% больше ширины фрезе- рования
-
Решение проблем
Параметры, которые необходимо учитывать
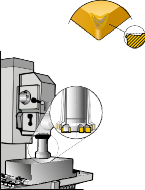
Износ и стойкость пластины
-
Контролируйте вид из- носа и, при необходимо- сти, вносите коррекцию в режимы резания
Вибрация
-
Нежёсткое закрепление
-
Большой вылет инструмента

-
Нежёсткая заготовка
-
Неподходящий размер шпинделя
-
Неудовлетворительное качество поверхности
-
-
Проверьте биение шпинделя
-
Используйте пластины
Wiper
-
Уменьшите подачу на зуб
Торцевое фрезерование
Фрезы общего назначения

Торцевые фрезы с круглыми пластинами для тяжёлой обработки
Фрезы для обработки плоскостей и прямоугольных уступов в хороших условиях
Торцевые фрезы общего назначения с главным углом в плане 45°
Специализированные фрезы
Высокопроизводительное фрезерование

Тяжёлое фрезерование
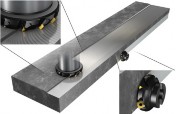
Торцевые фрезы для обработки чугуна

K
Торцевые фрезы для обработки алюминия

N
Фрезерование уступов
Фрезы общего назначения

Фрезы для тяжёлой обработки
Фрезы для обработки уступов в хороших условиях
Дисковые фрезы для обработки уступов
Концевые и длиннокромочные фрезы
Концевые фрезы со сменными твердосплавными головками
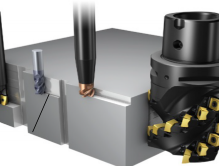
Концевые фрезы со сменными пластинами
Цельные твердосплавные концевые фрезы

Фрезерование глубоких уступов
Длиннокромочные фрезы

Фрезерование кромок фрезами для обработки прямоугольных уступов
Профильное фрезерование
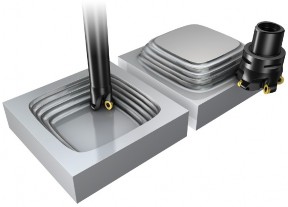
Фрезы общего назначения – черновая обработка
Концевые фрезы с круглыми пластинами
Фрезы с круглыми пластинами

Фрезы общего назначения – чистовая обработка
Концевые фрезы
Цельные твердосплавные фрезы со сферическим
концом
со сменными твердосплавными головками
Другие методы
Фрезерование поверхностей тел вращения


Обработка лопаток турбин

Фрезерование канавок

Фрезы общего назначения – радиальное фрезерование канавок
Фрезы для отрезки и обработки канавок
Дисковые фрезы для обработки канавок
Фрезы для обработки внутренних канавок и пазов
Фрезы общего назначения – осевое фрезерование пазов
Концевые фрезы со сменными твердосплавными головками
Цельные твердосплавные
концевые фрезы
Концевые фрезы со сменными пластинами
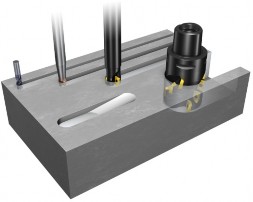
Длиннокромоч- ные фрезы
Резьбофрезерование


Цельные твердосплавные концевые фрезы
Концевые фрезы со сменными пластинами
Фрезы со сменными пластинами
Обзор фрезерных операций
Фрезерование является одним из самых универсальных методов обработки. В тече- ние последних нескольких лет, двигаясь рука об руку с быстро развивающимся станочным оборудованием, фрезерование эволюцио- нировало в тип обработки, который имеет сегодня много стратегий и методов. Их большой выбор, вместе с использованием многоосевых станков, позволяет с высо-
кой производительностью обрабатывать отверстия, карманы, поверхности вращения, резьбы и т.д.
Развитие конструкций фрезерного инстру- мента также вносит вклад в рост произво- дительности и надёжности и повышение качества выпускаемой продукции. Всё это обеспечивается новейшими технологиями производства сменных пластин и цельного твердосплавного инструмента.
Торцевое
фрезерование
Фрезерование с
высокими подачами
Фрезерование
уступов
Фрезерование
канавок




Отрезка
Обработка фасок
Профильное
фрезерование
Фрезерование поверх-
ностей тел вращения




Плунжерное
фрезерование
Трохоидальное
фрезерование
Круговая
интерполяция
Фрезерование с вре-
занием под углом




Винтовая
интерполяция
Резьбофрезерование


Методы фрезерования
Станки для фрезерования могут быть управляемыми вручную, механически автоматизированными или иметь систему числового программного управления (ЧПУ).
Традиционные методы фрезерования
Вертикальный фрезерный станок
Традиционно, на 3-осевых станках обрабатываются плоскости, уступы и пазы.
Ввиду растущей потребности в обра- ботке поверхностей и форм, отличаю- щихся от описанных выше, количество пятикоординатных обрабатывающих центров и многоцелевых станков также постоянно растет.
Торцевое фрезерование
Фрезерование с высокими подачами
Фрезерование уступов
Фрезерование канавок




Отрезка
Обработка фасок
Плунжерное фрезерование



Современные методы фрезерования
Современные четырех- и пятикоординатные станки
Сегодня станки развиваются во всех направлениях. Токарные станки имеют возможность фрезерования с помощью приводного инстру- мента, обрабатывающие центры имеют возможность выполнять токарные операции — токарно-фрезерные или фрезерно-токарные станки. Развитие САМ-систем упрощает использование пятиосевой обработки.

Вышеописанные тенденции и развитие технологий обработки определили следующие новые требо- вания и возможности по отношению к инструменту:
-
Повышенная универсальность

-
Меньшее количество станков/наладок для изготовления детали
-
Снижение жёсткости
-
Работа при большом вылете
-
Меньшая глубина резания
Профильное фрезерование
Фрезерование поверх- ностей тел вращения
Трохоидальное фрезерование
Круговая интерполяция




Фрезерование с вре- занием под углом
Винтовая интерполяция
Фрезерование резьбы



Фрезы для торцевого фрезерования
Тип фрезы
Параметры




С круглыми пластинами
10-25°
45°
90°
Размер шпинделя
ISO 40, 50
ISO 40, 50
ISO 40, 50
ISO 30, 40, 50
Требования к жёсткости
Высокие
Высокие
Средние
Низкие
Черновая обработка
Очень хорошо
Хорошо
Очень хорошо
Возможно
Чистовая обработка
Возможно
Возможно
Очень хорошо
Хорошо
Глубина резания ap
Средняя
Малая
Средняя
Большая
Универсальность
Высокая
Хорошая
Хорошая
Высокая
Производитель- ность
Высокая
Высокая
Высокая
Хорошая
Фрезы для обработки уступов
Тип фрезы
Параметры




90°
90°
90°
90°
Размер шпинделя
ISO 40, 50
ISO 30, 40, 50
ISO 40, 50
ISO 30, 40, 50
Требования к жёсткости
Высокие
Высокие
Средние
Низкие
Черновая обработка
Очень хорошо
Хорошо
Возможно
Хорошо
Чистовая обработка
Возможно
Возможно
Очень хорошо
Хорошо
Глубина резания ap
Большая
Средняя
Малая
Большая
Обрабатываемый материал
Все
Все
Алюминий
Алюминий
Универсальность
Высокая
Высокая
Приемлемая
Хорошая
Фрезы для профильной обработки
Тип фрезы




Параметры
С круглыми пластинами
Со сферическим концом, сменные
пластины
Со сферическим концом, сменные
головки
Со сферическим концом, цельные
твердосплавные
Размер шпинделя
ISO 40, 50
ISO 40, 50
ISO 30, 40
ISO 30, 40
Требования к жёсткости
Высокие
Средние
Средние
Низкие
Черновая обработка
Очень хорошо
Хорошо
Возможно
Возможно
Чистовая обработка
Возможно
Возможно
Очень хорошо
Очень хорошо
Глубина резания ap
Средняя
Средняя
Малая
Малая
Универсальность
Высокая
Высокая
Высокая
Высокая
Производитель- ность
Высокая
Хорошая
Хорошая
Хорошая
Фрезы для обработки пазов и канавок
Тип фрезы
Параметры



Дисковые
Для обработки канавок
Длиннокромочные
Размер шпинделя
ISO 50
ISO 40, 50
ISO 40, 50
Открытый паз
+
+
+
Закрытый паз
+
+
+
Ширина резания
Малая
Малая
Большая
Глубина резания ap
Средняя-большая
Малая
Средняя-большая
Универсальность
Ограничена
Хорошая
Хорошая
Тип фрезы
Параметры



Концевая со сменными
пластинами
Концевая со сменными
головками
Цельная твердосплавная
концевая
Размер шпинделя
ISO 30, 40, 50
ISO 30, 40, 50
ISO 30, 40, 50
Открытый паз
+
+
+
Закрытый паз
+
+
+
Ширина резания
Средняя
Малая
Малая
Глубина резания ap
Средняя
Малая
Большая
Универсальность
Высокая
Высокая
Высокая

Выбор пластин и особенности применения
Современные пластины для фрезерного инструмента
Конструкция современной фрезерной пластины
(.005)
(.005)
Определения и геометрии
Вершина
0.13
-
Ширина фаски 0,13 мм
-
Передний угол 30°
-
Угол фаски 11°
Главная режущая кромка
0.13
-
Ширина фаски 0,13 мм
-
Передний угол 30°
-
Угол фаски 17°
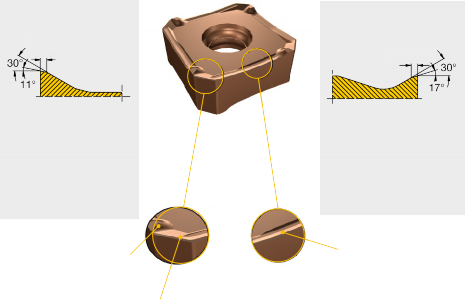
Усиление вершины
Конструкция главной режущей кромки
Стружколом
Выбор фрезерного инструмента
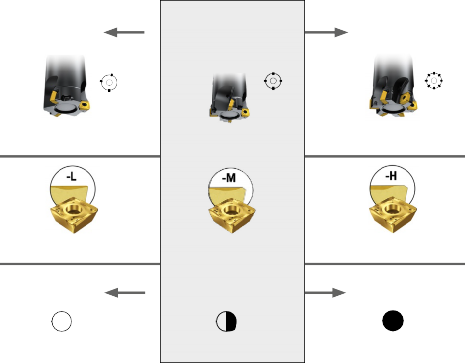
Первый выбор
Стабильность
Шаг зубьев фрезы
Низкая Высокая
M
L H
Нормальный шаг (-M)
Крупный шаг (-L) Мелкий шаг (-H)
Средняя (-M)
Условия обработки/ сплавы
Лёгкая (-L) Тяжелая (-H)
Износостойкость
Прочность
Средние условия
Хорошие условия Тяжелые условия
Области применения
ap Глубина резания, мм
Фрезерование в тяжелых условиях
H
-
Удаление максимального припуска и/или тяжелые условия обработки
-
Сочетание больших значений глубины резания и подачи
-
Операции, требующие высокой надёжности режущей кромки
M
Фрезерование в средних условиях
-
-
-
Большинство операций – общее назначение
-
Операции получистовой обработки
-
Средние глубины резания и подачи
L
Фрезерование в легких условиях
-
Обработка с небольшими глубиной резания и подачей
-
Операции, требующие низких сил резания
Подача, мм/зуб fn
Выбор геометрии пластины



Лёгкая (-L)
-
Очень острая
-
Лёгкие условия обработки
-
Низкие силы резания
-
Низкие подачи
Средняя (-M)
-
Геометрия общего назначения
-
Средние подачи
-
Лёгкая черновая и получистовая обработка
Тяжелая (-H)
-
Особо прочная режущая кромка
-
Тяжёлые условия обработки
-
Высокая надёжность режущей кромки
-
Высокие подачи
Обеспечение хорошей шероховатости при фрезеровании
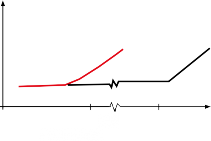

Шероховатость поверхности
Стандартная пластина
= ≤.031 x bs1)
(fn1
fn1 = ≤0.8 x bs1
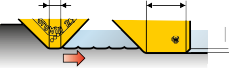
bs1
Пластина
Wiper
fn1 = ≤.024 x bs2)
fn1 = ≤0.6 x bs2
(
bs2
fn
Подача, мм/зуб
-
-
Используйте пластины Wiper для повышения производительности и качества обработанной поверхности
-
Подача на оборот не должна превышать 60% от ширины зачистной фаски
-
Правильно устанавли- вайте пластину Wiper
(.079) (.323)
bs, мм 2.0 8.2
0,05 мм

Выбор сплава пластины
Выберите геометрию и сплав в соответствии с условиями обработки
Область применения сплава
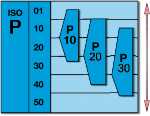

Хорошие условия

Средние условия

Тяжёлые условия
Условия обработки




Хорошие
Средние
Тяжёлые
Определение условий обработки






Хорошие условия
-
Глубина резания — 25% от максимальной ap или меньше
-
Вылет менее двух диаметров
-
Непрерывное резание
-
Обработка с СОЖ и без СОЖ
-
Средние условия
-
-
-
Глубина резания 50% от максимальной ap или больше
-
Вылет от двух до трех диаметров
-
Прерывистое резание
-
Обработка с СОЖ и без СОЖ
Тяжёлые условия
-
Глубина резания 50% от максимальной ap или больше
-
Вылет более трех диаметров
-
Прерывистое резание
-
Обработка с СОЖ и без СОЖ
Сплавы для материалов групп ISO P, M и K
Специализированные сплавы сводят к минимуму износ
Материал заготовки по-разному влияет на износ в процессе ре- зания. Поэтому специализированные сплавы разрабатываются с учетом стойкости к основным механизмам износа, например:
-
Износ по задней поверхности, лункообразование и пластиче- ская деформация при обработке сталей
-
Наростообразование и образование проточин при обработке нержавеющих сталей
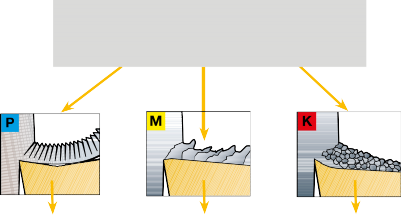



-
Износ по задней поверхности и пластическая деформация при обработке чугунов
Выбирайте геометрию и сплав в соответствии с об- рабатываемым материалом и условиями обработки


ISO


P
P10-P50
ISO
M
M10-M40
ISO

K
K10-K40

Выбор инструмента и особенности применения
Высокопроизводительные фрезы для работы с малой и средней глубиной резания
Выбор фрезерного инструмента
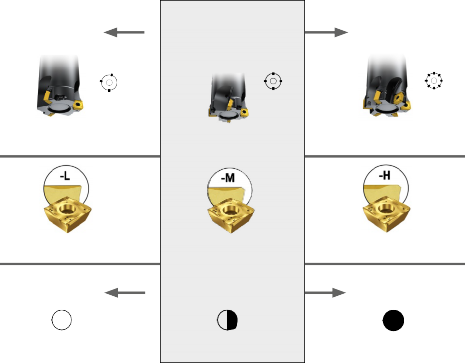
Первый выбор
Стабильность
Шаг зубьев фрезы
Низкая Высокая
M
L H
Нормальный шаг (-M)
Крупный шаг (-L) Мелкий шаг (-H)
Лёгкая (-L) Износостойкость
Тяжёлая (-H) Прочность
Средние условия
Средняя (-M)
Условия обработки/ сплавы
Хорошие условия Тяжелые условия


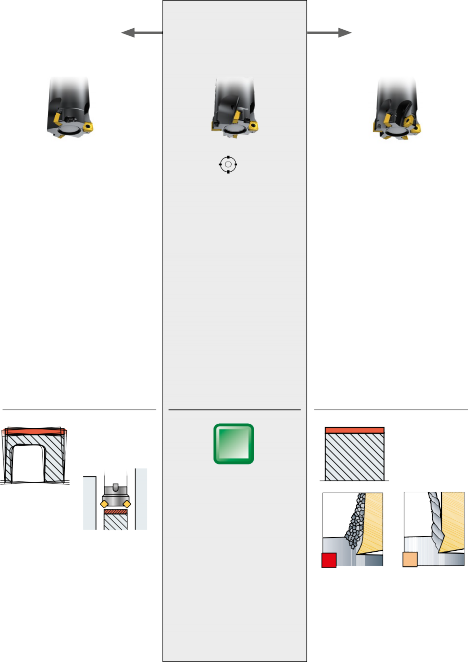
Выбор инструмента – особенности применения
Выбор шага фрезы
Первый выбор
Стабильность
Шаг зубьев фрезы
Низкая Высокая
L
Крупный шаг (-L)
-
Меньшее количество пластин
-
Низкая жесткость
-
Большой вылет инструмента
-
Небольшие станки/ ограниченная мощность
-
Обработка в полный паз с большой глубиной
-
Неравномерный шаг
H
M
Нормальный шаг (-M)
-
Общее назначение
-
Многономенклатурное производство
-
Малые и средние станки
-
Обычно первый выбор
Мелкий шаг (-H)
-
-
Большое количество пластин для максималь- ной производительно- сти
-
Стабильные условия обработки
-
Материалы, дающие короткую стружку
-
Жаропрочные материалы
Низкая жёсткость
Стабильные условия
Первый выбор
Большой
вылет K S
инструмента Чугун
(CMC 08)
Ограниченная мощность
Жаропрочные сплавы
(CMC 20)
Неравномерный шаг зубьев
Как правило, чем крупнее шаг фрезы, тем меньше вероятность возникнове- ния гармонических колебаний. Иногда замена 16-зубой фрезы на 12-зубый инструмент помогает устранить ви- брацию. В более сложных случаях для устранения больших вибраций может потребоваться фреза с неравномер- ным шагом.
Зубья фрез с неравномерным шагом расположены на неравном расстоянии, что влияет на амплитуду вибраций каж- дого зуба. В результате снижается риск возникновения вибрации.
Равномерный шаг зубьев
Неравномерный шаг зубьев
Неравномерный шаг зубьев снижает риск возникновения вибрации.
Силы резания и угол в плане



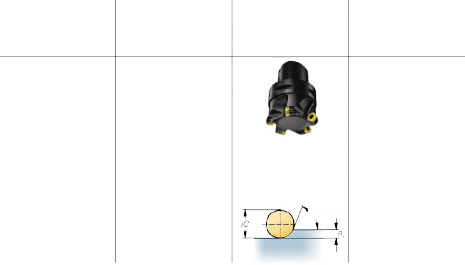




Главный угол в плане 90°
Главный угол в плане 45°
Фреза с круглыми пластинами
Главный угол в плане 10-25°
KAPR
Выбор инструментов – особенности применения
Радиальные и осевые силы резания
Главный угол в плане 90º


Главный угол в плане 45º
-
-
Тонкостенные детали
-
Детали, слабо закрепленные в осевом направлении
-
Прямоугольные уступы
-
hex = fz (в случае ae > 50% x DC)
-
Первый выбор для общего применения
-
Снижает вибрации при большом вылете
-
Эффект утоньшения стружки дает возмож- ность повысить производительность
-
fz = 1,41 x hex (коэффициент увеличения подачи зависит от угла в плане)
Круглые пластины (переменный угол в плане)
При использовании фрез с круглыми пластинами толщина снимаемой стружки и угол в плане зависят от глубины резания.
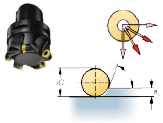
-
Наиболее прочная режущая кромка
-
Фрезы общего назначения
-
Более выраженный эффект утоньшения стружки, что важно при обработке
-
-
KAPR

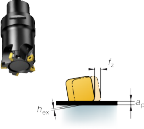
Главный угол в плане 10-25°
жаропрочных сплавов
-
hex = зависит от ap
-
Фрезерование с высокими подачами
-
Образуется тонкая стружка, что позволяет работать с высокими подачами на зуб
-
Осевые силы резания направлены к шпинделю, что увеличивает жёсткость системы
Выбор пластин – особенности применения
Коэффициент увеличения подачи для различных углов в плане




90° = (fz или hex) × 1.0 45° = (fz или hex) × 1.41

Круглые = зависит от ap

iC

√ a
p
Формула расчета коэффициента увеличения подачи



10° = (fz или hex) x 5.76
Формулы для фрез с круглыми пластинами
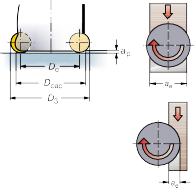


Max диаметр резания при заданной глубине
Dcap = DC +√iC2 – (iC – 2 × ap)2
2 × √ap × iC – ap2
Торцевые фрезы с круглыми пластинами (ap<iC/2)
fz = hex × iC

4 × √ap × iC – ap2 × √ Dcap × ae – ae2
Концевые фрезы (ae<Dcap/2) и круглые пластины (ap<iC/2)
fz = hex × iC × Dcap
Выбор инструмента – особенности применения
Расчет режимов резания
Пример для торцевого фрезерования
Дано: Рассчитать:

-
Скорость резания, vc = 225 м/мин
-
Подача на зуб, fz = 0,21 мм

-
-
Частота вращения шпинделя, n (об/мин)
4 мм
(.157"
)
-
Число зубьев, zn = 5
-
Диаметр фрезы, DC = 125 мм
-
Глубина резания, ap = 4 мм
-
Ширина фрезерования, ae = 85 мм
-
Минутная подача, vf (мм/мин)
-
Скорость съема материала,
Q (см3/мин)
-
Потребляемая мощность, кВт
85 мм
(3.346"

)
Частота вращения шпинделя
Дано: vc = 225 м/мин
Метрическая система Дюймовая система
n =
vc × 1000
× DC
(об/мин)
n =
vc × 12
× DC
(об/мин)
225 × 1000

n = 3.14 × 125
Минутная подача
= 575 об/мин
738 × 12

n = 3.14 × 4.921
= 575 об/мин
Дано: n = 575 об/мин
vf = n × fz × zn (дюйм/мин)
vf = n × fz × zn (мм/мин)
Метрическая система Дюймовая система
vf = 575 × 0.21 × 5 = 600 мм/мин vf = 575 × .0082 × 5 = 23.6 дюйм/мин
Скорость съема металла
Дано: vf = 600 мм/мин
Q = ap × ae × vf (дюйм3/мин)
Метрическая система Дюймовая система
Q =
ap × ae × vf
1000
(см3/мин)
4 × 85 × 600

Q = 1000
= 204 см3/мин
Q = .157 × 3.346 × 23.6 = 12.4 дюйм3/мин
Расчет потребляемой мощности
Дано: Материал CMC 02.1
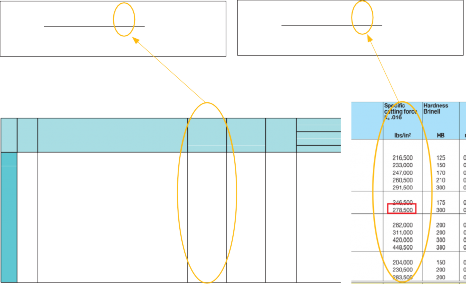
P =
Метрическая система Дюймовая система
P =
ae × ap × vf × kc c 60 × 106
(кВт)
ae × ap × vf × kc c 396 × 103
(л.с.)
Фрезерование с большой шириной контакта
Specific
Hardness
CMC
ISO No. Material
-
Steel
Unalloyed
cutting force Brinell kc 1
N/mm2 HB
CT530
Max chip thickne
0.1 – 0.15 – 0.
mc Cutting speed vc,
01.1
C = 0.10 – 0.25%
1500
125
0.25
430–390–50
01.2
C = 0.25 – 0.55%
1600
150
0.25
385–350–15
01.3
C = 0.55 – 0.80%
1700
170
0.25
365–330–00
01.4
1800
210
0.25
315–290–60
01.5
2000
300
0.25
235–210–95
02.1
Low alloyed (alloying elements 5%)
Non-hardened
1700
175
0.25
300–275–45
02.2
Hardened and tempered
1900
300
0.25
195–180–60
03.11
High alloyed (alloying elements > 5%)
Annealed
1950
200
0.25
230–205–85
03.13
Hardened tool steel
2150
200
0.25
190–170–55
03.21
2900
300
0.25
165–150–35
03.22
3100
380
0.25
105–95–85
06.1
Castings
Unalloyed
1400
150
0.25
305–280–50
06.2
Low alloyed (alloying elements 5%)
1600
200
0.25
245–220–00
06.3
High alloyed (alloying elements > 5%)
1950
200
0.25
180–160–45
85 × 4 × 600 × 1700

Pc = 60 × 106
= 5.8 кВт
3.346 × .157 × 23.6 × 246500

Pc = 396 × 103
= 7.7
л.с.
Приведенные расчеты приблизительны и действительны для максимальной толщины стружки (hm) 1 мм. Для получения более точных значений потребляемой мощности (Pc) необхо- димо рассчитать значение kc.
(
Метрическая система
100
o
-mc
k = k × h ×
c c1 m 1 –
) (Н/мм2)
)(фнт/дюйм2)
100
o
1 –
(
×
0.039
hm
k = k ×
-mc
)
(
c c1
Дюймовая система
hm = средняя толщина стружки
o = передний угол пластины
mc = коэффициент толщины стружки
kc = удельная сила резания
kc1 = удельная сила резания для максимальной толщины стружки 1 мм
D 35
Практические рекомендации по фрезерованию

Мощность привода
-
Проверьте мощность привода и шпинделя станка, сравните с расчетными значениями потребляемой мощности для инструмента необходимого диаметра
Жёсткость заготовки
-
Условия и особенности крепления детали
Вылет
-
Проводите обработку с минимально возможным вылетом инструмента
Шаг фрезы
-
Выбирайте корректный шаг фрезы, так как чрезмерное количество зубьев, одновремен- но находящихся в резании, может привести к вибрациям
Процесс резания

-
Убедитесь, что при обработке узких деталей или деталей с карманами в резании находит- ся достаточное число режущих кромок
Выбор геометрии пластины
-
Используйте пластины с острой геометрией для обеспечения плавного процесса резания и минимального потребления мощности

До 0,50 мм
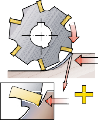
Подача
-
Убедитесь, что выбрана правильная подача на зуб, исходя из рекомендованной мак- симальной толщины стружки для данной геометрии
Направление резания
-
По возможности используйте попутное фрезерование
Параметры детали
-
Материал заготовки и конфигурация, а также требования к качеству обрабатываемой поверхности

2


ISO
P10-P50
Выбор сплава пластины
Решение проблем

P

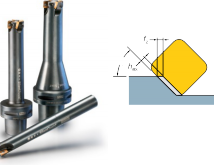
KAPR





• Выбирайте сплав в соответствии с обраба- тываемым материалом заготовки и обла- стью применения
Антивибрационный фрезерный инструмент
• При работе с большим вылетом, более чем в 4 раза превышающим диаметр инстру- мента, могут появиться вибрации. В таких случаях использование антивибрационного фрезерного инструмента позволит значи- тельно повысить производительность
Главный угол в плане
• Выбирайте фрезу с оптимальным углом в плане исходя из условий обработки
Диаметр фрезы
• Выбирайте диаметр инструмента в соответ- ствии с размером заготовки
Положение фрезы
• Правильно располагайте инструмент относительно заготовки
Вход в резание и выход из резания
• При врезании фрезы по дуге толщина струж- ки на выходе зуба из резания равна нулю. Это увеличивает период стойкости инстру- мента и позволяет работать с более высоки- ми подачами
СОЖ
• Используйте охлаждение только в случае необходимости. Как правило, фрезерные операции лучше осуществлять без СОЖ
Обслуживание
• Контролируйте износ инструмента и следуйте рекомендациям по техническому обслуживанию инструмента
D 37

Сверление
Сверление — это метод получения цилиндрических отверстий в деталях с помощью металлорежущего инструмента.
• Процедура выбора инструмента
• Качество и точность отверстий
E 3
Процесс сверления

• При обработке отверстия сверло на- ходится внутри заготовки, что не даёт возможности наблюдать за процессом резания
• Очень важен контроль над стружко- образованием
• Беспрепятственная эвакуация стружки важна для обеспечения необходимого качества отверстия, стойкости инстру- мента и надёжности операции
Методы сверления отверстий
Обычное сверление

Сверление отверстия с фаской
Трепанирование
Ступенчатое сверление
Различают следующие методы сверления:
-
Обычное сверление
-
Трепанирование
-
Сверление отверстия с обработкой фаски
-
Ступенчатое сверление


Типовые отверстия

1 2 3 4 5 6 7
Наиболее распространенные виды отверстий:
1 Отверстия под болтовое соединение 2 Отверстия с винтовой резьбой
-
Отверстия с цековкой
-
Точные отверстия (для соединений с натягом) 5 Отверстия со свободной посадкой
6 Отверстия, образующие каналы 7 Балансировочные отверстия
Максимальная глубина отверстия
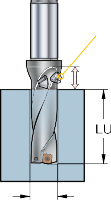
Эвакуация стружки
Выбор длины инструмента зависит от глубины отверстия (LU).
Максимальная глубина сверления выра- жается количеством диаметров сверла DC.
Пример: Max глубина сверления LU = 3 x DC
DC
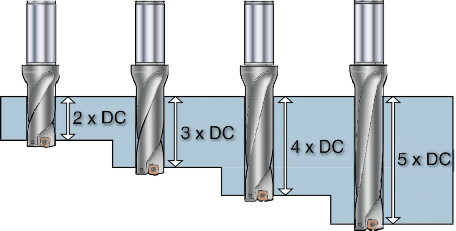
Теория сверления
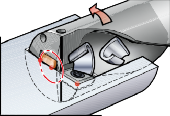
Скорость резания для свёрл со сменными пластинами
50% от vc max
vc = 0
vc max
-
Скорость резания (vc) для свёрл со сменными пластинами изменяется от 100% на периферии до 0 в центре
-
Центральная пластина работает со скоростью от 0 до примерно 50% от максимального значения vc. Скорость резания для периферийной пластины изменяется от 50% до максимального значения vc.
-
Одна эффективная режущая кромка zc.

Скорость резания для цельных твердосплавных свёрл и свёрл со сменными головками
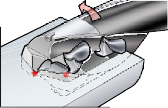
-
Две эффективные режущие кромки
-
Скорость резания (vc) для цельных свёрл изменяется от 100% на периферии до
0 в центре и минимальных значений в районе перемычки сверла
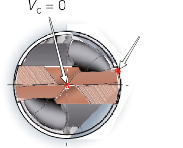
vc max
Сравнение цельных твердосплавных свёрл и свёрл из быстрорежущей стали
Угол при вершине и перемычка


Цельные твердосплавные свёрла
Угол при вершине 140º
-
Перемычка на цельных твердосплавных свёр- лах значительно меньше
-
В связи с меньшим размером перемычки снижается осевая сила резания
-
Результатом является


Свёрла из быстрорежущей стали
Угол при вершине 118º
Перемычка
лучшее центриро- вание и стабильное резание вблизи центра. Соответственно, для цельных твердосплав- ных свёрл нет необхо- димости в предвари- тельной центровочной операции
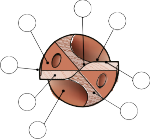
-
Главная режущая
кромка 4
-
Перемычка
-
Задняя поверхность 6
-
Вспомогательная
задняя поверхность 3
-
Стружечная канавка 5

-
Ленточка
-
Дополнительная задняя поверхность
-
Отрицательная фаска
-
Задняя поверхность 6
5
2 Твердосплавное сверло
1 – Преимущества
-
Перемычка практически отсутствует
8 • Главная режущая кром- ка достигает центра
7 инструмента
-
Выше стойкость и про- изводительность
2 1 • Меньше осевая нагруз- ка и крутящий момент
-
Выше точность отвер- стия
9
Термины и определения
Скорость резания
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин fn = подача на оборот, мм/об vf = минутная подача, мм/мин DC = диаметр сверла, мм
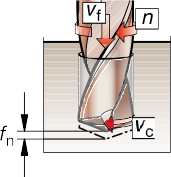

Метрическая система
vc =
× DC × n
1000

Дюймовая система
vf = fn × n мм/мин
Производительность при сверлении определяется минутной подачей, vf
12
vc = × DC × n
м/мин фут/мин
Скорость резания для свёрл со сменными пластинами
Скорость резания (vc) для свёрл со смен- ными пластинами изменяется от 100% на периферии до 0 в центре.
Центральная пластина работает со скоро- стью от 0 до примерно 50% от vc max.
Скорость резания для периферийной
пластины изменяется от 50% vc max до
100% vc max.
Одна эффективная режущая кромка (zc)
50% vc max
vc = 0
vc max
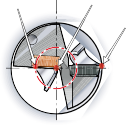
Скорость резания для цельных твердосплавных свёрл и свёрл со сменными головками
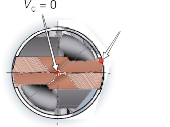
Две эффективные режущие кромки.
Скорость резания (vc) для цельных свёрл из- меняется от 100% на периферии до 0 в центре и минимальных значений в районе перемычки сверла.
vc = max
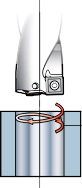
Влияние скорости резания – vc (м/мин)
-
-
Влияет на мощность Pc кВт и крутящий момент Mc Нм
-
Наиболее важный фактор, определяющий стойкость инструмента
-
Повышенная скорость резания генерирует высокую температуру в зоне обработки и приводит к ускорен- ному износу по задней поверхности, особенно на периферии (в уголках)
-
Высокая скорость резания улучшает процесс фор- мирования стружки при обработке длинностружеч- ных и мягких материалов, например низкоуглероди- стой стали
-
Влияет на уровень шума
Слишком высокая скорость резания приводит к:
-
быстрому износу по задней поверхности
-
пластической деформации режущих кромок
-
низкому качеству обработки
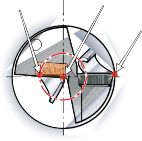
-
получению отверстия вне поля допуска
Слишком низкая скорость резания приводит к:
-
образованию нароста на режущих кромках
-
ухудшению эвакуации стружки
-
увеличению времени обработки
-
повышению риска поломки сверла
-
ухудшению качества отверстия
50% vc max
vc = 0
vc max
Подача
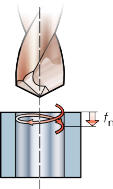

Влияние подачи – fn (мм/об)
-
-
-
-
-
-
-
-
Влияет на усилие подачи Ff (Н), потребляемую мощ- ность Pc (кВт) и крутящий момент Mc (Нм)
-
Контролирует стружкообразование
-
Влияет на точность отверстия
-
Определяет качество обработанной поверхности
-
Является причиной возникновения износа и термотрещин
fn = fz × 2 мм/об
Высокое значение подачи:
-
устойчивое стружкодробление
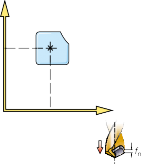
-
сокращение времени обработки
Низкое значение подачи:
-
образование длинной тонкой стружки
-
улучшение качества обработки
-
ускоренный износ инструмента
-
увеличение времени обработки
*Примечание: Величина подачи должна соотноситься со скоростью резания.
Приблизительный расчёт потребляемой мощности
CoroDrill® 880

Метрическая система
CoroDrill®Delta-C

n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин fn = подача на оборот, мм/об vf = минутная подача, мм/мин DC = диаметр сверла, мм
fz = подача на кромку, мм
kc1 = удельная сила резания, Н/мм2
Pc = потребляемая мощность, кВт
Ff = усилие подачи, Н
Mc = крутящий момент, Нм
Дюймовая система
Pc =
ISO P
Код MC
fn × vc
240
Код CMC
× DC × kc
× 103 кВт
Удельн резания
kc1 1,0
Обрабатываемый материал Н/мм2
fn × vc × D
P =
132 × 1
я сила Удельная сила резания
kc1 0,0394
фнт/дюйм2
C × kc
03 л.с.
Твердость по Бринеллю
HB
mc
Нелегированная сталь
P1.1.Z.AN
01.1
C = 0.1-0.25%
1500
216.500
125
0.25
P1.2.Z.AN
01.2
C= 0.25-0.55%
1600
233.00
150
0.25
P1.3.Z.AN
01.3
C = 0.55-0.80%
1700
247.000
170
0.25
P1.3.Z.AN
01.4
Высокоуглеродистая, отпущенная
1800
260.50
210
0.25
P1.3.Z.HT
01.5
Закаленная и отпущенная сталь
2000
291.500
300
0.25
Низколегированная сталь (легирующих элементов ≤5%)
P2.1.Z.AN
02.1
Незакаленная сталь
1700
246.500
175
0.25
P2.5.Z.HT
02.2
Закаленная и отпущенная сталь
1900
278.50
300
0.25
c
а
0
0
0
Значение kc1 смотрите на стр. H16
Точный расчёт потребляемой мощности
CoroDrill® 880 CoroDrill®Delta-C
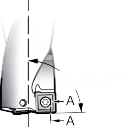
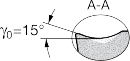
KAPR = 88°
KAPR = 70°
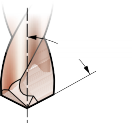
0 = 30°
Метрическая система Дюймовая система
Pc =
fn × vc × DC × kc 240 × 103
кВт
Pc =
fn × vc × DC × kc
132 × 103 Hp



100
kc = kc1 × (fz × sin KAPR )-mc × (1 – 0 )
ISO P
Код MC
Код CMC
Обрабатываемый материал
Удельная сила резания
kc1 1,0 Н/мм2
Удельная сила резания
kc1 0,0394
фнт/дюйм2
Твердость по Бринеллю
HB
mc
Нелегированная сталь
P1.1.Z.AN
01.1
C = 0.1-0.25%
1500
216.500
125
0.25
P1.2.Z.AN
01.2
C= 0.25-0.55%
1600
233.000
150
0.25
P1.3.Z.AN
01.3
C = 0.55-0.80%
1700
247.000
170
0.25
P1.3.Z.AN
01.4
Высокоуглеродистая, отпущенная
1800
260.500
210
0.25
P1.3.Z.HT
01.5
Закаленная и отпущенная сталь
2000
291.500
300
0.25
Низколегированная сталь (легирующих элементов ≤5%)
P2.1.Z.AN
02.1
Незакаленная сталь
1700
246.500
175
0.25
P2.5.Z.HT
02.2
Закаленная и отпущенная сталь
1900
278.500
300
0.25
Значение kc1 смотрите на стр. H16
Расчёт момента и усилия подачи
n = частота вращения шпинделя, об/мин
fn = подача на оборот, мм/об DC = диаметр сверла, мм
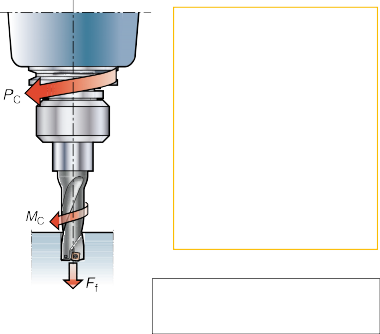
Ff = усилие подачи, Н
Mc = крутящий момент, Нм
резания, Н/мм2
kc1 = удельная сила
Потребляемая мощность,
кВт
Крутящий момент,
Нм
2
Ff ≈ 0.5 × kc × DC fn × sin KAPR (Н)
Усилие подачи, Н
Метрическая система Дюймовая система
Mc =
Pc × 30 × 103
× n
(Нм)
Pc × 16501
Mc = × n
(фунт-сила- фут)
Процедура выбора инструмента
Процесс планирования производства
1
Анализ детали
2
Анализ оборудования
3
Выбор инструмента
4
Способ применения
5
Решение проблем
Размеры и качество отверстия
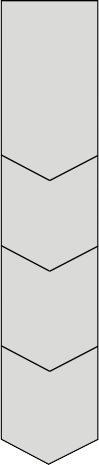
Материал заготовки, форма детали и размер партии
Параметры станка

Тип инструмента и метод обработки


Режимы резания, СОЖ и т.д.



Проблемы и их решение
-
Деталь и материал заготовки
Материал:
-
Обрабатываемость
-
Стружкодробление
-
Твёрдость
-
Легирующие элементы
Деталь:
-
Симметрично ли отверстие относи- тельно оси вращения детали? Можно ли обработать отверстие невращаю- щимся сверлом?
-
Закрепление, размер и глубина отвер- стия. Склонна ли деталь к воздействию усилия подачи и/или вибрациям?
-
Необходим ли удлинитель инструмен- та, чтобы достать до поверхности, где будет сверлиться отверстие, напри- мер, потребуется ли больший вылет инструмента?
-
Есть ли какие-либо особенности дета- ли, осложняющие процесс обработки? Есть ли у детали наклонные, выпуклые или вогнутые поверхности? Есть ли пересекающиеся отверстия?
-
-
-
Параметры станка
Состояние станка:
-
Жёсткость станка
-
Частота вращения шпинделя
-
Подвод СОЖ
-
Расход и давление СОЖ
-
Закрепление заготовки
-
Горизонтальный или вертикальный шпиндель
-
Мощность и крутящий момент
-
Инструментальный магазин
-
-
Выбор инструмента
Различные способы получения отверстий
Основные параметры отверстия:
-
Диаметр
-
Глубина
-
Качество (точность, шероховатость поверхности, прямолинейность)
Тип отверстия и требования по точно- сти определяют выбор инструмента.
На процесс сверления влияют такие факторы, как вход и выход инструмента в наклонную или криволинейную по- верхность, а также сверление пересе- кающихся отверстий.
Фрезерование
Сверление

Преимущества
-
Простой стандартный инструмент
-
Относительно гибкое применение
Недостатки
-
Два инструмента, переходники и базовые держатели
-
Требуется дополнитель- ный инструмент и опе- рация, если необходимо выполнить отверстие со ступенями и/или фасками
-
В зависимости от типа сверла
-
Производительность
-
Качество отверстия
-
Сверление отверстий со ступенями/фаской

Преимущества
-
-
-
Сокращение числа операций
-
Самый быстрый способ выполнить отверстия со ступенями и/или фасками
Недостатки
-
Требуется больше мощ- ности и жёсткости
-
Низкая гибкость приме- нения
методом винтовой интерполяции
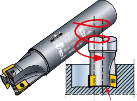
Преимущества
-
Простой стандартный инструмент
-
Высокая гибкость при- менения
-
Низкие силы резания
Недостатки
-
Большое время цикла обработки
-
Способ применения
Параметры, которые необходимо учитывать

Инструментальная оснастка
-
Всегда используйте инструмент с ми- нимально возможным вылетом, чтобы уменьшить отжатие инструмента и риск возникновения вибраций, но при этом обеспечить надлежащую эвакуа- цию стружки
-
Для лучшей стабильности и качества отверстия используйте модульную оснастку, гидромеханические или гидропластовые патроны
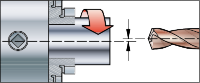
Биение инструмента
-
Минимальное биение — основа успешного сверления

Эвакуация стружки и применение СОЖ
-
Формирование и эвакуация стружки при сверлении — основной фактор, влияющий на качество получаемого отверстия
Скорость резания
Более толстая и жёсткая стружка



Более открытая стружка благодаря меньшему трению
Сплав и геометрия
-
-
-
-
Используйте рекомендованные сплав и геометрию
-
Используйте рекомендованные пара- метры резания
-
Для достижения непрерывного про- цесса обработки обеспечьте хорошее стружкообразование за счет коррек- тировки параметров резания
Подача
-
Решение проблем
Процедура выбор инструмента
Параметры, которые необходимо учитывать

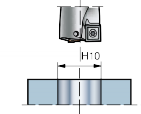
ø25 мм
Износ пластин и стойкость инструмента
-
Контролируйте износ инструмента и, при необходи- мости, корректируйте режимы резания или выбери- те другой сплав пластины
Эвакуация стружки
-
Убедитесь в удовлетворительном дроблении струж- ки и обеспечьте требуемый расход СОЖ, а при необ- ходимости, замените стружколом и/или поменяйте параметры резания
Качество и точность отверстия
-
Проверьте закрепление сверла/заготовки, значение подачи, состояние станка и эвакуацию стружки
Режимы резания
-
Назначьте корректные скорости резания и подачи для обеспечения высокой производительности и стойкости инструмента
Свёрла
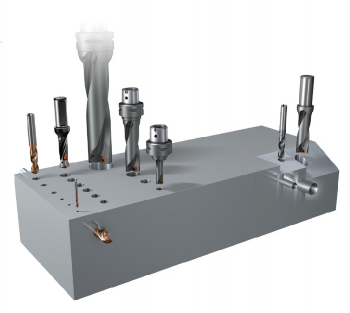
В стандартной программе представлены свёрла для обработки отвер- стий диаметром от 0,30 до 110 мм. Есть возможность заказа инженер- ного инструмента для обработки отверстий большего диаметра.
Традиционное сверление
Засверливание в неровную поверхность и сверление пересекающихся отверстий
Глубина сверления
30xDC
20xDC
15xDC
Цельные твердосплавные свёрла
Свёрла для глубокого сверления
10xDC
5xDC
Свёрла со сменными головками
Свёрла для неглубоких отверстий
Свёрла большого диаметра
Трепанирующие свёрла
Диаметр сверла, DC
(.394) (.787) (1.181) (1.575) (1.969) (2.362) (2.756) (3.150) (4.331)

10 20 30 40 50 60 70 80 110 мм
Выбор инструмента
Сверление ступенчатых отверстий и отверстий с фаской
Сверление отверстий с фаской
Сверление ступенчатых отверстий, в том числе с фаской
Другие методы
Сверление с радиальным смещением
сверла
Рассверливание
Винтовая интерполяция
Плунжерное сверление
Трепаниро- вание
Диаметр и глубина отверстия
Свёрла для обработки неглубоких отверстий
Свёрла со сменными пластинами Области применения

Всегда должны рассма- триваться как первый выбор, позволяющий снизить затраты на отверстие. Это наиболее универсальный инстру- мент.
-
Отверстия среднего и большого диаметра
-
Средние требования по точности
-
Глухие отверстия c
«плоским» дном
-
Плунжерное сверление или растачивание
-
Цельные твердосплавные свёрла

Первый выбор для отвер- стий малого диаметра с жёстким допуском.
Свёрла со сменной головкой

Первый выбор для отвер- стий среднего диаметра, так как обеспечивают экономичность обра- ботки.
-
Малый диаметр
-
Высокие требования к точности отверстия
-
Отверстия небольшой и относительно большой глубины
-
Отверстия среднего диаметра
-
Высокая точность отверстий
-
Стальной корпус с вы- сокой прочностью
-
Отверстия небольшой и относительно большой глубины
Свёрла со сменными пластинами

Преимущества
-
Наиболее экономичный выбор для сверления отверстий
-
Для всех обрабатываемых материалов
-
Доступны стандартные, Tailor Made и специальные корпуса
-
Универсальный инструмент, который выполняет не только операции свер- ления
Типы закрепления
Доступны различные варианты соединений, что позволяет закреплять свёрла на станках почти всех конфигураций. Сегодня производители станков пред- лагают типы крепления, интегрированные в шпиндель.
Цилиндрический хвостовик

P-хвостовик
Coromant Capto®

Whistle Notch
Цилиндрический хвостовик с лыской

Другие модульные системы


Цельные твердосплавные свёрла
Основной выбор
Оптимизированные по обрабатываемому материалу




P
M
K
N
S
H
P M K N S

Оптимизированные по применению
Свёрла для обработки фасок
Свёрла для сталей высокой твёрдости, точность отверстия


IT6-IT7
P
M
K
N
S
H
P
H
Области применения свёрл по группам материалов

Группа материалов по ISO
P M K N S H
Цельные твердосплавные свёрла
Свёрла со сменной головкой
Свёрла со сменными пластинами
+++
+++
+++
+++
+++
+++
+++
+++
+++
+++
++
+++
+++
++
+++
+++
+
+++
Отверстия большого диаметра
Сверло большого диаметра

Свёрла со сменными пластинами доступны до диаметра 84 мм.
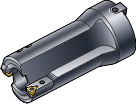
Трепанирующее сверло
Трепанирование используется для обработки боль- ших отверстий при ограниченной мощности станка, поскольку этот процесс менее энергоёмкий по срав- нению со сверлением в сплошном материале. В стан- дартной программе трепанирующие свёрла доступны до диаметра 110 мм.
Фрезерование методом винтовой интерполяции

Фреза, работающая методом винтовой или круговой интерполяции, может использоваться для получения отверстий или в качестве расточного инструмента. Этот метод менее производителен, но может исполь- зоваться как альтернативный при возникновении проблем со стружкодроблением.
Особенности применения
Свёрла со сменными пластинами
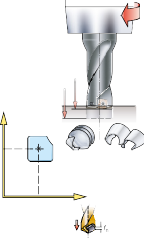
Рекомендации по настройке
-
Используйте сверло минимально возможной длины
-
Проверьте запрограммированную длину
-
Начинайте сверлить со средних рекомендованных значений подачи и скорости резания
-
Проверьте стружкообразование и измерьте диаметр отверстия
-
Осмотрите сверло на наличие износа и убедитесь, что не было затирания корпуса
-
Увеличьте или уменьшите подачу в зависимости от стружкообразования, вибраций, качества поверхно- сти и т.п.
Стружкообразование – Свёрла со сменными пластинами
-
Хорошая эвакуация стружки изначально достигается за счет хорошего стружкообразования
-
Длинная стружка может пакетироваться в стружечных канавках сверла
-
Также может ухудшиться качество обработанной поверхности, существует риск поломки пластины и корпуса
-
-
-
Стружкообразование корректируется изменением геометрии пластины и отладкой режимов резания
-
Используйте геометрию пластины в соответствии с обрабатываемым материалом и условиями резания




Отлично
Приемлемо
Не приемлемо
Обработка вращающимся сверлом
Соосность

-
Если диаметр полученного отверстия больше или меньше номинального диаметра сверла, или если центральная пластина склонна к сколам, то, как пра- вило, ось вращения сверла смещена относительно оси вращения шпинделя
-
Повернув сверло на 180° в держателе, можно решить данную проблему
-
Для получения точного отверстия необходимо обеспечить совмещение осей вращения сверла и шпинделя
-
Шпиндель станка и оснастка должны быть в хоро- шем состоянии
Радиальная регулировка

Регулируемый патрон
-
Регулировка осуществляется поворотом кольца со шкалой на патроне. Шкала имеет величину деления 0,05 мм и показывает диаметральное перемещение инструмента
-
Радиальная регулировка -0,2 /+0,7 мм. Обратите внимание, что диапазон регулировки не должен превышать максимальных/минимальных значений для каждого типоразмера сверла. (Максимальная величина радиального смещения указана в каталоге)
-
Применение регулируемого патрона может вызвать необходимость снижения подачи (fn) из-за увеличен- ного вылета инструмента и несбалансированных сил резания, созданных смещением
-
Используйте втулки для закрепления хвостовиков разных размеров в одном патроне
Регулировочные втулки для хвостовиков по ISO 9766
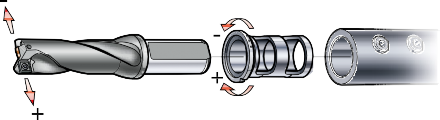
Вращающееся сверло — эксцентрико- вые втулки
Диаметр сверления может быть отрегу- лирован для получения более точного диаметра отверстия. Диапазон регули- ровки ±0,3 мм, но изменение диаметра в отрицательном направлении допу- стимо только для свёрл, формирующих отверстия большего диаметра, чем требуется (чтобы не получить отверстие недостаточного диаметра).
-
Одно деление на пояске втулки увели- чивает/уменьшает диаметр на 0,10 мм
-
При вращении втулки по часовой стрелке диаметр сверления увеличи- вается
-
При вращении втулки против часовой стрелки диаметр сверления уменьша- ется
-
Используйте оба винта для закрепле- ния сверла, предварительно убедив- шись, что их длины достаточно для надежной фиксации инструмента в патроне
Обработка невращающимся сверлом
Центрирование
0,03 мм
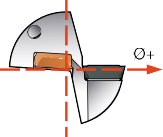
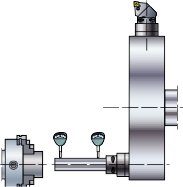
-
Суммарная несоосность между лини- ей центров станка и осью вращения обрабатываемой детали не должна превышать 0,03 мм
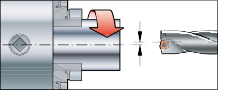
-
Сверло должно быть установлено та- ким образом, чтобы передняя поверх- ность периферийной пластины была параллельна поперечному движению станка (обычно ось X)
Часовой индикатор и эталон
-
Несоосность может быть также скор- ректирована смещением инструмента в радиальном направлении, в против- ном случае можно получить отверстие неправильного диаметра
-
Замер можно сделать с помощью часового индикатора и эталона
Сверло с четырьмя лысками

-
Другой способ — изготовить сверло с 4-мя лысками, равномерно располо- женными по хвостовику сверла
-
Отверстия сверлятся и измеряются при установке в каждом положении лыски на хвостовике. Результаты изме- рения отверстия показывают точность настройки станка
Отклонение револьверной головки
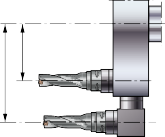
B
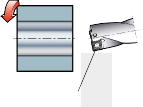
A

Периферийная
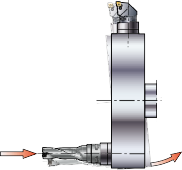
пластина
Усилие подачи
Решение проблемы
-
-
-
-
Отклонение револьверной головки на токарном станке с ЧПУ может быть вызвано усилием подачи
-
Проверьте возможность минимизации изгибающего момента, устанавливая инструмент по-другому.
Позиция B предпочтительней позиции A.
-
Во избежание износа на корпусе сверла и повреждения отверстия при отводе инструмента, сверло устанав- ливается периферийной пластиной так, как показано на рисунке
-
Также можно снизить подачу на обо- рот (fn), чтобы минимизировать усилие подачи
Радиальное смещение
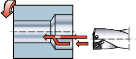
-
Можно просверлить отверстие диаметром больше, чем номинальный диаметр сверла. Также можно рассверлить и сделать чистовой проход — расточить отверстие
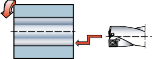
-
Невращающимся сверлом со сменными пластинами можно обработать коническую поверхность
-
Можно обработать фаску и получить ступенчатое отверстие
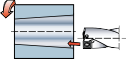
-
Отверстие, в котором будет нарезаться резьба, мож- но выполнить за один проход с обработкой фаски
Неровная поверхность и рассверливание
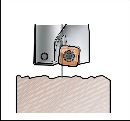
При входе и выходе в неровную поверхность есть риск скалывания пластины.
-
Чтобы избежать этого, подача должна быть умень- шена на входе в резание
-
Предварительное отверстие должно быть неболь- шим — не более 25% диаметра сверления — во избежание отклонения сверла
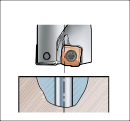
-
Рассверливание осуществляется при сниженной подаче
Врезание в неплоскую поверхность
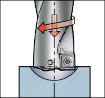
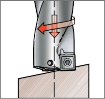
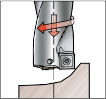
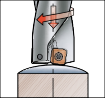
D
C
B
A
Выпуклая поверхность
-
Обычно нет необходимости снижать подачу
Вогнутая поверхность
-
Уменьшите подачу до 1/3 от рекомендован- ного значения
Наклонная поверхность
-
-
-
Когда наклон со- ставляет 2º–89º, необходимо снизить подачу до 1/3 от реко- мендованного значения
Изогнутая поверхность
-
Уменьшите подачу до 1/3 от рекомендован- ного значения
Цельные твердосплавные свёрла и свёрла со сменными головками
Центрирование
Вращающееся сверло Минимальное биение инструмента — это один из основных критериев для
0,02 мм
Невращающееся сверло
0,02 мм
успешного применения цельных твер- досплавных свёрл.
Биение не должно превышать 0,02 мм, что позволит обеспечить:
-
высокую точность отверстия
-
хорошее качество обработанной поверхности
-
стабильно высокую стойкость инструмента
Инструментальная оснастка
-
Плохое состояние цанги и хвостовика полностью испортит даже превосход- ную во всём остальном инструмен- тальную наладку

-
Убедитесь, что суммарное биение не превышает 0,02 мм
-
Биение может быть временно умень- шено путем поворота сверла или цанги на 90° или 180° для обеспечения минимального общего биения
-
Для лучшей работоспособности инструмента используйте гидропластовые или термозажимные патроны
Цельные твердосплавные свёрла и свёрла со сменными головками


Цельные твердосплавные свёрла
-
Не рекомендуются в связи с риском выкрашивания режущей кромки
Свёрла со сменной головкой
-
Не рекомендуется рассверливать существующие отверстия в связи с проблемами со стружкодроблением
Врезание в неплоскую поверхность
При врезании в неплоскую поверхность существует риск увода сверла. Во избе- жание этого необходимо снизить подачу на входе.
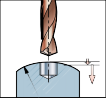
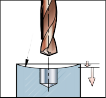
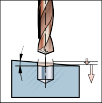
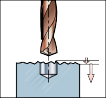
Выпуклая поверхность
Сверление воз- можно, если ра- диус поверхности в 4 раза больше диаметра сверла и ось отверстия перпендикулярна поверхности.
При входе умень- шите подачу на 50% от реко- мендованного значения.
Вогнутая поверхность
Сверление воз- можно, если ра- диус поверхности в 15 раза больше диаметра сверла и ось отверстия перпендикулярна поверхности.
При входе умень- шите подачу на 25% от реко- мендованного значения.
Наклонная поверхность
При наклоне до 10º, умень- шите подачу на входе до ¹/3 от
рекомендуемого значения. Более 10º — сверление не рекомендуется. Отфрезеруйте небольшую плоскость на по- верхности, после чего просверлите отверстие.
Волнистая поверхность
Уменьшите вели- чину подачи до ¼ от рекомендуе- мого значения во избежание выкра- шивания режущих кромок.
Стружкообразование – Цельные твердосплавные свёрла и свёрла со сменными головками

-
Хорошая эвакуация стружки изначально достигается за счет хорошего стружкообразования
-
Длинная стружка может пакетироваться в стружеч- ных канавках сверла
-
Также может ухудшиться качество обрабатываемой поверхности и существует риск поломки пластины и корпуса



-
Убедитесь, что используются правильные режимы резания и геометрия сверла/головки в соответствии с обрабатываемым материалом и условиями реза- ния
-
-
Начальная стружка
Примечание: В начале процесса сверления всегда образуется длинная струж- ка, которая не вызывает проблем.
Превосходно
Приемлемо
Пакетирование стружки

Применение СОЖ
Внутренний подвод СОЖ
-
Всегда предпочтителен, особенно при обработке материалов, образующих при резании длинную стружку, и при сверлении глубоких отверстий
(4-5 x DC)
Наружный подвод СОЖ
-
Может использоваться при хорошем стружкообразовании и малой глубине отверстия
Сжатый воздух, минимальная смазка или сверление без СОЖ
-
Могут быть использованы при благо- приятных условиях, но в основном не рекомендуются
СОЖ
Содержащая масло (эмульсия)
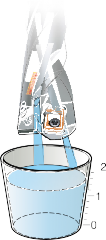
-
От 5 до 12% масла (10−25% для нержавеющей стали)
-
Присадки EP (высокого давления)
Чистое масло
-
Всегда с присадками EP
-
Повышает стойкость инструмента при обработке материалов ISO-M и ISO-S
-
Используется как для твердосплавных свёрл, так и для свёрл со сменными пластинами
Масляный туман или минимальная смазка
-
Может использоваться при хорошем стружкообра- зовании
Обработка без применения СОЖ
-
Может осуществляться при обработке материалов, дающих короткую стружку
-
Для выполнения отверстий глубиной до 3 x D
-
Предпочтительна при горизонтальном положении инструмента
-
Отрицательно влияет на стойкость
Применение СОЖ — важно для успешного сверления
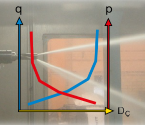
Применение СОЖ при сверлении влияет на:
-
эвакуацию стружки
-
качество отверстий
-
стойкость инструмента
-
Объем бака для СОЖ должен быть в 5–10 раз боль- ше, чем минутный расход насоса
-
Расход можно проверить, используя секундомер и мерную тару
СОЖ
Внутренний или наружный подвод
Внутренний подвод СОЖ
-
Всегда предпочтителен, чтобы избежать пакетирова- ния стружки
-
Должен всегда использоваться при глубине отвер- стия больше 3 x D
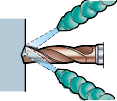
-
При горизонтальном расположении сверла напор СОЖ должен быть горизонтальным на вылете мини- мум 30 см
Наружный подвод СОЖ
-
Может применяться при обработке материалов, дающих короткую стружку
-
Чтобы улучшить эвакуацию стружки, по крайней мере одно сопло (два при невращающемся сверле) должно быть направлено вдоль оси сверла
-
Иногда может помочь избежать возникновения наро- ста из-за больших температур в зоне резания
Сжатый воздух, минимальная смазка или сверление без СОЖ
-
Могут использоваться для свёрл со сменными головками в благоприятных условиях при сверлении материалов, дающих короткую стружку
-
Цельные твердосплавные свёрла хорошо работают в данных условиях
Меры безопасности
Внутренний подвод СОЖ
Ограждение от дисков
Наружный подвод СОЖ
Упор для предотвраще- ния проворота
патрона
-
Защита от вылета дисков важна для обеспечения безопасности, особен- но при сверлении невращающимся сверлом
-
Необходима надёжная фиксация па- трона для вращающегося сверла
-
Если СОЖ содержит частицы струж- ки, то подшипники могут заклинить и корпус может начать вращаться
-
Если патрон не использовался долгое время, прежде чем запускать шпин- дель, убедитесь в легкости вращения подшипников (инструмента) в патроне
Качество и точность отверстия
Гарантия хорошего качества отверстия

-
Хорошее состояние станка
-
Надёжность и жёсткость оснастки
-
Использование сверла с минимальным вылетом для максимальной стабиль- ности
-
Обеспечение удовлетворительного стружкодробления и эвакуации стружки
-
Обеспечение подвода СОЖ с требуе- мым расходом и давлением
-
Допуск на отверстие
Dmax Dmin
Размер отверстия характеризуется тремя параметрами:
-
номинальный размер (теоретически точное значение)
-
величина поля допуска (число), например IT7 по ISO
-
расположение поля допуска (обозна- ченное заглавными буквами по ISO)
Dmax - Dmin = величина поля допуска, например IT7
Допуски на отверстия по ISO
Диапазон диаметров, мм
–10
3–6
.0
.0
.0
.0
.0
.0
.0
.0
6
.0
.0
.0
.0
.0
.0
.0
.0
1
.0
.0
.0
.0
.0
.0
.0
.0
36–
394
18–
236
.2
.
.1
.
Допуск
.394–
004
003
.709
–120
1
.0
.0
.0
.0
.0
.0
.0
.0
3
.00
.00
.00
.00
.00
.00
.00
.01
50
.0
.0
.0
.0
.0
.0
.0
.0
80
.0
.0
.0
.0
.0
.0
.0
.0
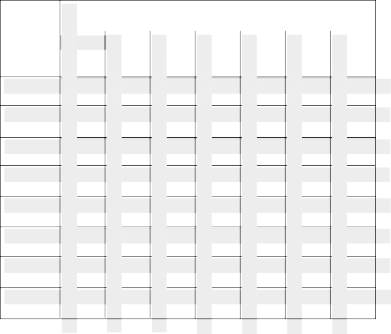
969–
150
81–
969
09–
181
3.1
4.
–80
1.
3.
0–50
1.1
1.
8–30
.7
1.
0–18
50–
724
IT6 0.008 0.009 0.011 0.013 0.016 0.019 0.022
IT7 0.012 0.015 0.018 0.021 0.025 0.030 0.035
009
007
06
005
004
Примеры
Подшипники
005
006
007
008
10
012
014
IT8 0.018 0.022 0.027 0.033 0.039 0.046 0.054
021
018
15
013
011
009
007
1) Отверстия
IT9 0.030 0.036 0.043 0.052 0.062 0.074 0.087
под резбьу
IT10 0.048 0.058 0.070 0.084 0.100 0.120 0.140
055
047
39
033
028
022
019
034
029
02
020
017
014
012
Отверстия под обычную
IT11 0.075 0.090 0.110 0.130 0.160 0.190 0.220
IT12 0.120 0.150 0.180 0.210 0.250 0.300 0.350
резьбу
030
035
043
051
62
074
089
047
059
071
083
98
118
138
071
087
106
130
54
181
213
IT13 0.180 0.220 0.270 0.330 0.390 0.460 0.540
1) Отверстие под обработку резьбы метчиком-раскатником
-
Чем меньше квалитет IT, тем меньше допуск
-
Допуск для одного квалитета IT увеличивается по мере увеличения диаметра

0,07 мм
+0,00
Пример:
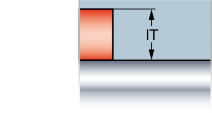
Номинальный диаметр:
Поле допуска:
Ø 15,00 мм H10
15,00 мм
0,07 мм
(IT 10 по ISO)
Отклонение:
0 +
(H по ISO)
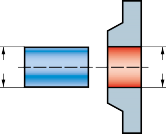
Точность вала и отверстия по ISO
Вал
Ø 20 мм h7
Отверстие Ø 20 мм H7
Точность отверстия зачастую связана с точностью вала, который устанавливают в отвер- стие.
Точность отверстия и вала по ISO
Основное отклонение вала обозначается строчными латинскими буквами и соответствует полю допуска отверстия, обозначенному прописными буквами. На рисунке представлена подробная схема.

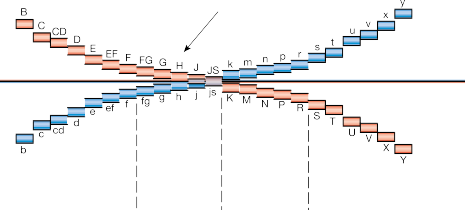







Наиболее распространенный
Отверстие больше вала
Вал больше отверстия
Посадка с зазором
Скользящая посадка
Тугая посадка
Посадка с натягом
С зазором (подвижные соединения)
С натягом
(неподвижные соединения)
Допуск на отверстие и инструмент
Достижимая точность отверстий при обработке различными свёрлами
Допуск на диаметр сверла (DC)
DC DMM
IT6
Допуск на DC для цельного твердосплавно- го сверла и сверла со сменными головками
Допуск
Цельные твердос- плавные свёрла
IT7
IT8
Допуск на сверло
-
-
-
-
Сверло шлифуется по диаметру с определенным допуском, который обозначается строчными буквами в соответствии с ISO
Допуск на отверстие
Свёрла со сменной головкой
-
Современные цельные твердосплав- ные свёрла и свёрла со сменными головками позволяют получать отвер- стия, точность которых очень близка к точности самого сверла
Свёрла со сменны- ми пластинами
IT9
С предва- рительной настройкой
IT10
IT11
IT12
IT13
Свёрла со сменными пластинами
Допуск на диаметр сверла
-
Допуск на диаметр сверла со сменны- ми пластинами складывается из допу- ска изготовления посадочного гнезда под пластину и допуска изготовления режущей пластины
Точность отверстия
-
-
Сверло со сменными пластинами обеспечивает оптимальный баланс сил резания. Отверстия всегда получаются с положительным допуском, поскольку большинство отверстий имеют допуск квалитета H
![]()

DC DMM
(.472 – 1.732) (1.732 – 2.086) (2.087 – 2.5)
(0/+.0098) (0/+.011) (0/+.0118)
![]()
![]()
Глубина сверления 2−3 x DC
|
Диаметр сверла, мм |
12 – 43.99 |
44 – 52.99 |
53 – 63.5 |
|
Точность отверстия, мм Допуск DC, мм |
0/+0.25 0/+0.2 |
0/+0.28 0/+0.25 |
0/+0.3 0/+0.28 |
(0/+.0079) (0/+.0098) (0/+.011)
(.472 – 1.732) (1.732 – 2.086) (2.087 – 2.5)
(0/+.0157) (0/+.0169) (0/+.0177)
![]()
![]()
![]()
Глубина сверления 4–5 x DC
|
Диаметр сверла, мм |
12 – 43.99 |
44 – 52.99 |
53 – 63.5 |
|
Точность отверстия, мм
Допуск DC, мм |
0/+0.4 +0.04/+0.24 |
0/+0.43 +0.04/+0.29 |
0/+0.45 +0.04/+0.32 |
Ø25,084 мм
Ø25 мм
Ø25 мм H10
Как улучшить точность отверстия
(+.0016/+.0094) (+.0016/+.0114) (+.0016/+.0126)
![]()
Один из способов исключить влияние допусков изготовления корпуса сверла и пластины — произвести регулировку сверла в радиальном направлении.
Достижимая величина поля допуска (IT) — в пределах 0,10 мм.
На размер отверстия может повлиять изме- нение геометрии одной из пластин.
Решение проблем
Свёрла со сменными пластинами
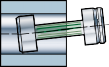
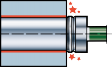
Проблема Решение
|
Диаметр отверстия вышел за Вращающееся сверло верхний предел поля допуска 1. Увеличьте расход СОЖ, очистите фильтр, прочисти- те каналы для внутреннего подвода СОЖ в сверле 2. Выберите более прочную геометрию для периферий- ной пластины (центральную пластину не меняйте) |
Невращающееся сверло
шпинделя |
|
Диаметр отверстия вышел за Вращающееся сверло нижний предел поля допуска 1. Увеличьте расход СОЖ, очистите фильтр, прочисти- те каналы для внутреннего подвода СОЖ в сверле 2. Выберите более прочную геометрию для центральной пластины и более острую геометрию для периферийной пластины |
Невращающееся сверло
шпинделя |
|
Стержень в отверстии Вращающееся сверло
очистите фильтр, прочисти- те каналы для внутреннего подвода СОЖ в сверле пластины и назначьте подачу в соответствии с рекоменда- циями |
Невращающееся сверло
шпинделя |
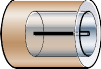
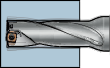
Вибрации
-
Уменьшите вылет инструмента, повысьте жёсткость заготовки
-
Уменьшите скорость резания
-
Попробуйте различные геометрии для периферийной пластины и назначьте подачу в соответствии с рекомен- дациями

Недостаточный крутящий момент
-
Уменьшите подачу
-
Выберите более острую геометрию режущих пластин, чтобы снизить силы резания

Mc Нм

Проблема
Недостаточная мощность шпинделя
Решение
-
Уменьшите скорость резания
-
Уменьшите подачу

-
Выберите более острую геометрию режущих пластин, чтобы снизить силы резания
-
Pc кВт
Несимметричность отверстия


Низкая стойкость инструмента
Отверстие вблизи дна расширяется (замятие стружки на центральной пластине)
-
Увеличьте подачу СОЖ, очистите фильтр, прочистите каналы для внутреннего подвода СОЖ в сверле
-
Попробуйте различные геометрии для периферийной пластины и назначьте подачу в соответствии с рекомен- дациями
-
Уменьшите вылет инструмента
-
Увеличьте или уменьшите скорость резания в зависимо- сти от типа износа

-
Выберите более острую геометрию режущих пластин, чтобы снизить силы резания
-
Увеличьте подачу
Поломка винта пластины


Низкое качество поверхности


Пакетирование стружки в канавках
-
Затягивайте винты с помощью динамометрического ключа и с использованием смазки
-
Регулярно проверяйте и заменяйте винты пластин
-
Важно обеспечить хороший отвод стружки
-
Уменьшите подачу (если важно сохранить vf, увеличьте скорость)
-
Увеличьте подачу СОЖ, очистите фильтр, прочистите каналы для внутреннего подвода СОЖ в сверле
-
Уменьшите вылет инструмента, повысьте жёсткость заготовки
Причина — длинная стружка
-
Проверьте геометрии пластин и режимы резания
-
Увеличьте подачу СОЖ, очистите фильтр, прочистите каналы для внутреннего подвода СОЖ в сверле
-
Уменьшите подачу в пределах рекомендованных значе- ний
-
Увеличьте скорость резания в пределах рекомендованных значений

Износ инструмента — свёрла со сменными пластинами

Проблема
Причины
Решение
Износ по задней поверхности

-
Слишком высокая скорость резания
-
Недостаточно износостойкая марка сплава
-
-
Уменьшите скорость резания
-
Выберите более износостойкий сплав

Лункообразование

Периферийная пластина
-
Диффузионный износ, вызван-
ный слишком высокой темпера- турой на передней поверхности
Центральная пластина:
-
Абразивный износ, вызванный
наростом на режущей кромке и налипанием обрабатываемого материала
Периферийная пластина
-
Выберите более износостойкий
сплав
-
Снизьте скорость резания
Центральная пластина:
-
Уменьшите подачу
Общая рекомендация:
-
Выберите более острую геоме-
-
трию, т.е. -LM

Пластическая деформация (периферийная пластина)

-
Слишком высокая темпера- тура (скорость резания) в сочетании с высоким усилием (подача, твёрдость заготовки)
-
Как результат износа по зад- ней поверхности и лункообра- зования
-
a–b) Выберите более износостой- кую марку сплава с лучшим сопротивлением пластиче- ской деформации
a–b) Уменьшите скорость резания
-
Уменьшите подачу

Выкрашивание

-
Недостаточно прочный сплав
-
Слишком острая геометрия пластины
-
Наростообразование
-
Неудовлетворительное каче- ство поверхности
-
Недостаточная жёсткость системы
-
Абразивные включения (чугун)
-
-
Выберите более прочный сплав
-
Выберите более прочную геометрию
-
Увеличьте скорость резания или выберите более острую геометрию
-
Уменьшите подачу на входе
-
Увеличьте жёсткость
-
Выберите более прочную гео- метрию. Уменьшите подачу


Проблема
Причины
Решение
Наростообразование

-
Низкая скорость резания (слишком низкая температура на режущей кромке)
-
Неподходящая геометрия
-
Вязкий материал, такой как нержавеющая сталь или алюминий
-
Слишком низкий процент масла в СОЖ
-
-
Увеличьте скорость резания или выберите сплав с покры- тием
-
Выберите более острую геоме- трию, т.е. -LM
c-d) Увеличьте концентрацию и объем/давление СОЖ

Эвакуация стружки — общие рекомендации

Ключевые моменты и решения проблем
-
Убедитесь в правильности режимов резания и выбранных геометрий
-
Проанализируйте форму стружки (сравните с образцами на стр. E 26)
-
Проверьте состояние режущих кромок. Выкрашивание на кромке может вызвать образование длинной стружки. Кроме того, сильное на- ростообразование может ухудшить стружкообразование
-
Проверьте, не изменилась ли об- рабатываемость материала после получения новой партии заготовок. Возможно, необходима корректиров- ка режимов резания
-
Отрегулируйте подачу и скорость резания. См. график на стр. E 18.
-
Сверление за несколько проходов — цельные твер- досплавные свёрла/свёрла со сменными головками
Допустимо использовать сверление с отводом сверла, если невозможно применить другие решения.
Существует два метода реализации данного способа сверления:
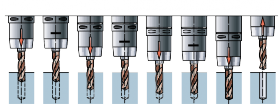
1 2 3 4 5 6 7 8
- Метод 1, обеспечивающий луч- шую производительность
Не отводите сверло более чем на
0,3 мм от дна отверстия. В каче- стве альтернативы, делайте перио- дические остановки осевой подачи без прерывания вращения.
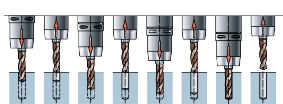
1 2 3 4 5 6 7 8
- Метод 2, обеспечивающий луч- шую эвакуацию стружки
После каждого цикла сверления
полностью выводите сверло из отверстия, чтобы убедиться в отсутствии налипания стружки на сверле.
Износ инструмента — твердосплавные свёрла/ свёрла со сменными головками
Причины
![]()
Наростообразование

-
Слишком низкая скорость резания и температура на режущей кромке
-
Слишком большая отрица- тельная фаска
-
Отсутствие покрытия
-
Слишком низкое содержание масла в СОЖ
Решение
-
Увеличьте скорость резания или используйте наружный подвод СОЖ
-
Выберите более острую геоме- трию пластины
-
Выберите сплав с покрытием
-
Увеличьте процентное содер- жание масла в СОЖ

Выкрашивание в углах режущих кромок

-
Недостаточная жёсткость закрепления
-
Большое биение
-
Прерывистое резание
-
Недостаточная подача СОЖ (термические трещины)
-
Нежёсткий патрон
-
-
Проверьте закрепление
-
Проверьте радиальное биение
-
Уменьшите подачу
-
Увеличьте подачу СОЖ
-
Проверьте патрон

Износ режущих кромок по задней поверхности

-
Слишком высокая скорость резания
-
Слишком низкая подача
-
Слишком мягкий сплав
-
Недостаточное количество СОЖ
-

Выкрашивание режущих кромок

-
Нестабильные условия обра- ботки
-
Превышение максимально допустимого износа
-
Слишком твёрдый сплав

Увеличенный износ по ленточке

-
Слишком большое биение
-
Слишком низкий процент масла в СОЖ
-
Слишком высокая скорость резания
-
Материал с абразивными включениями
-
Уменьшите скорость резания
-
Увеличьте подачу
-
Выберите более прочный сплав
-
Увеличьте подачу СОЖ
-
Проверьте жёсткость наладки
-
Немедленно замените сверло
-
Выберите более мягкий сплав
-
Проверьте радиальное биение
-
Используйте чистое масло или более концентрированную эмульсию
-
Уменьшите скорость резания
-
Выберите более твёрдую мар- ку сплава
F 2
Причины

Износ по перемычке

-
Слишком низкая скорость резания
-
Слишком высокая подача
-
Слишком маленькая величина перемычки
-
Решение
-
Увеличьте скорость резания
-
Снизьте подачу
-
Проверьте размеры сверла

Пластическая деформация

-
Слишком высокая скорость резания и/или подача
-
Недостаточное количество СОЖ
-
Неправильно выбран тип сверла или марка сплава
-
-
Уменьшите скорость резания и/ или подачу
-
Увеличьте давление подачи СОЖ
-
Выберите более твёрдую мар- ку сплава

Термотрещины (проточины)

-
Неверно организована подача СОЖ
-
-
Проверьте подачу СОЖ
-
Долейте охлаждающей жидкости в бак


Операции растачивания вращающимися инстру- ментами применяются для обработки отверстий, полученных на предварительных операциях путём сверления, литья, ковки, экструзии, газовой резки и т.д.
F 3
Описание процесса
-
Как правило, операции растачивания вы- полняются на обрабатывающих центрах и горизонтальных расточных станках
-
Вращающийся инструмент работает с осевой подачей
-
Большинство отверстий - сквозные, часто в призматических деталях, таких как корпуса
Три основных метода увеличения размера отверстия
Растачивание невращающимся инструментом

-
Применяется только для обработки симметрич- ных деталей на токар- ных станках
-
Профильную обработку можно выполнять стан- дартными расточными оправками
-
Очень гибкие инстру- ментальные решения со сменными резцовыми головками
Растачивание вращающимся инструментом

-
Для обработки несим- метричных деталей
на обрабатывающих центрах
-
Гибкие инструменталь- ные решения с регули- руемыми диаметрами
-
Высокая производи- тельность на черновых операциях
-
Высокое качество и точность отверстий
Фрезерование методом винтовой нтерполяции

-
Очень гибкое реше- ние, одна фреза может использоваться для обработки различных диаметров
-
Экономия места в инструментальном магазине
-
Хорошее решение при затрудненном струж- кодроблении
-
Высокие требования к оборудованию (для чистовой обработки)
-
Формулы и определения
n = частота вращения шпинделя, об/мин
ap = глубина резания, мм
vc = скорость резания, м/мин fn = подача на оборот, мм/об DC = диаметр растачивания, мм vf = минутная подача, мм/мин fz = подача на зуб, мм/зуб
zc = эффективное число режущих кромок
Формулы для расчёта режимов резания
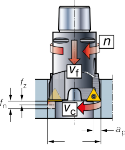
DC
Скорость резания
Расточной инструмент вращается с определенным числом оборотов (n) в минуту, обрабатывая заданный диаметр (DC). Этот процесс обеспечивает опре-
Метрическая система
деленную скорость резания (vc), изме- ряемую в м/мин на режущей кромке.
vc =
× DC × n
![]()
1000
м/мин
Подача
Осевое перемещение инструмента называется подачей на оборот (fn) и измеряется в мм/об. Подача на оборот получается путём умножения подачи на зуб на количество эффективных зубьев (zc). Подача на оборот является ключе- вой величиной, определяющей качество обработанной поверхности и обеспечи- вающей стружкообразование в допу- стимых пределах геометрии режущей пластины.
Минутная подача
Минутная подача (vf) — скорость осевого перемещения инструмента, значительно влияющая на производи- тельность.
Дюймовая система
vc = × DC × n
фут/мин
vf = fn × n мм/мин
fn = zc × fz мм/об
![]()
12
Глубина резания
Глубина резания (ap) — разность ра- диусов предварительного отверстия и отверстия после растачивания.
Расчёт крутящего момента и потребляемой мощности
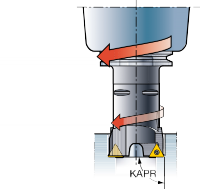
n = частота вращения шпинделя, об/мин
vc = скорость резания, м/мин fn = подача на оборот, мм/об DC = диаметр растачивания, мм
kc = удельная сила резания, Н/мм2 Pc = потребляемая мощность, кВт Mc = крутящий момент, Нм
KAPR = главный угол в плане
Pc кВт
Mc Нм
Крутящий момент
Крутящий момент (Mc) — величина мо- мента вращения расточного инструмен- та в процессе резания, которую должен обеспечить станок.
Потребляемая мощность
Потребляемая мощность (Pc) — это мощность, которую станок должен пе- редавать режущей кромке для осущест- вления процесса резания. При выборе режимов резания должны приниматься во внимание механические и электри- ческие характеристики станка.
Удельная сила резания
Определяется как отношение силы резания к единице площади срезаемого слоя в тангенциальном направлении.
Значение kc показывает обрабатыва- емость определенного материала и выражается в Н/мм2.
Метрическая система
3
c
Нм
× n
=
c
P × 30 × 10
M
Дюймовая система
Pc × 16501
Mc = × n
фунт-сила/ фут
p
DC )
(
c p n c
60 × 103
c
Потребляемая мощность, кВт
P = v × a × f × k
1 –
a
)
p
1 – DC
(
c p n c
132 × 103
c =
P
Потребляемая мощность, л.с.
v × a × f × k
a
Теория
Методы растачивания
Многолезвийное растачивание
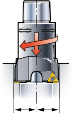
При многолезвийном растачивании используется 2-3 режущих кромки. Метод применяется для черновой об- работки отверстий с классом точности IT9 и более, когда первым приоритетом является скорость съема металла. При многолезвийном растачивании все ползуны настро- ены на одинаковые диаметр и высоту. Подача на оборот вычисляется умножением подачи для каждой режущей пластины на количество пластин (fn = fz x z). Это базовая наладка для большинства операций растачивания.
Ступенчатое растачивание
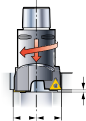
При ступенчатом растачивании ползуны настроены на различные диаметры и с разной осевой высотой.
Ступенчатое растачивание используется там, где требу- ется большая радиальная глубина резания или при об-
работке мягкого материала (дающего длинную стружку). При этом методе ширина стружки делится на 2 мелких части, которые легко эвакуируются. Подача на оборот и
качество обработанной поверхности такие же, как при использовании одной режущей пластины (fn = fz).
Растачивание одной режущей кромкой

Черновое растачивание одной режущей кромкой приме- няется в случаях, когда возникают сложности с контро- лем стружкодробления (материал даёт длинную стружку) и/или когда ограничена мощность станка. Используется только один ползун. Поверхности неиспользуемых ползунов защищены заглушками. При чистовом раста- чивании используется регулируемый однокромочный инструмент для получения отверстий более высокой точности, (fn = fz).

Развёртывание
Развёртывание — это чистовая операция, выполняемая многозубой развёрткой с высокими подачами.
Процесс планирования производства
1 Анализ детали
2
Анализ оборудования
3
Выбор инструмента
4
Способ применения
5
Решение проблем
Размеры и каче- ство поверхно- сти отверстия

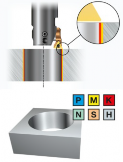
Материал и форма заго- товки, размер партии
Параметры станка


Тип инструмента


Режимы резания, СОЖ и т.д.



Проблемы и их решение
-
Деталь и материал заготовки

Параметры, которые необходимо учитывать
P
M
K
N
S
H
-
Анализ оборудования
Состояние станка

Деталь
-
Определите тип операции и параме- тры обрабатываемого отверстия, а также материал заготовки и состояние станка
-
Закрепление, зажимные усилия и силы резания. Склонна ли деталь к вибра- циям?
-
Выберите инструмент с требуемым диапазоном диаметров и глубины растачивания, удовлетворяющий требованиям конкретной операции, в том числе по шероховатости и точно- сти отверстия
Материал заготовки
-
Обрабатываемость
-
Стружкодробление
-
Твёрдость
-
Легирующие элементы
-
Интерфейс шпинделя
-
Жёсткость станка
-
Частота вращения шпинделя
-
Подвод СОЖ
-
Давление СОЖ
-
Закрепление заготовки
-
Горизонтальный или вертикальный шпиндель
-
Мощность и крутящий момент
-
Инструментальный магазин
-
-
Выбор инструмента
Жёсткость при изгибе и передача крутящего момента
— это самые важные факторы при выборе инструмен- та для расточных операций. Выбирайте инструмент согласно своим конкретным потребностям:

-
Инструмент для различных материа- лов, областей применения и условий обработки
-
Механизмы точной регулировки и вы- сокоточная подача СОЖ для чистовой обработки
-
Повышение производительности бла- годаря инструментам с несколькими режущими кромками
-
Инструменты малых и больших диа- метров
-
Антивибрационные инструменты для обработки с большими вылетами без вибрации
-
Уменьшение массы и инерции инстру- ментальной сборки для повышения удобства работы
Инженерные решения

-
Выполнение нескольких операций одним инструментом
-
Несколько операций за один проход
-
-
-
Способ применения
Параметры, которые необходимо учитывать

Инструментальная оснастка
-
Всегда используйте наиболее жёсткий тип соединения и минимально воз- можный вылет инструмента
-
Для лучшей стабильности и качества отверстий применяйте модульную систему Coromant Capto®, антивибра- ционные инструменты и конические хвостовики


Инструмент
-
Выберите угол в плане, геометрию и сплав пластины
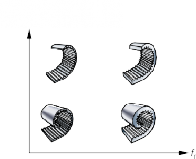
Скорость резания,
vc м/мин
Подача, мм/об
Эвакуация стружки и СОЖ
-
Стружкообразование и эвакуация стружки — важные факторы при растачивании, влияющие на качество и точность отверстий
Режимы резания
-
Для обеспечения высокой производи- тельности, стойкости инструмента и качества отверстий важно правильно подобрать скорости резания и подачи
-
Обязательно учитывайте крутящий момент и мощность станка
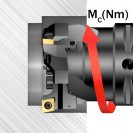
-
-
-
Решение проблем
Практические рекомендации
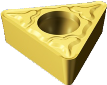
Износ пластины и стойкость инструмента
-
При растачивании крайне важно правильно выбрать геометрию и сплав пластин, а также режимы резания
Эвакуация стружки
-
Проверьте дробление стружки и подачу СОЖ
Качество и точность отверстия

-
Проверьте закрепление расточного инструмента/заготовки, величину подачи, состояние станка и эвакуацию стружки
Режимы резания
-
Для обеспечения высокой производи- тельности, стойкости инструмента и предотвращения вибрации важно пра- вильно подобрать скорость резания и подачу

Инструмент для чернового растачивания
Черновое растачивание выполняется для увеличения диаметра существующего отверстия и подготовки к последующей чистовой обработке.
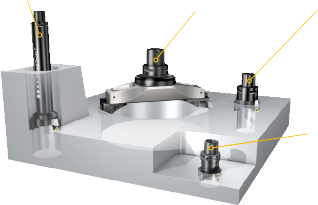
Антивибрационный инструмента с двумя режущими пластинами
Инструмент большого диаметра с двумя режущими пластинами
Инструмент с одной пластиной и инструмент с двумя пластинами
Инструмент с тремя режущими пластинами

Инструмент для чистового растачивания
Чистовое растачивание выполняется для получением требуемых точности и шероховатости поверхности.
Антивибрационный инструмент с одной
пластиной
Модульный
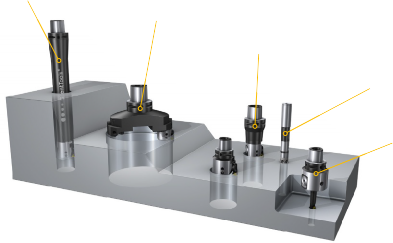
инструмент с одной пластиной
Инструменты с одной пластиной
Многолезвийная развёртка
Чистовая расточная головка для чистовых расточных оправок
Обзор систем

Черновое растачивание
0 2
4
6
8
10
12
14
16
18 20
22
50
0 50
100
150
200
250
300
350
400
340 500
550
1260 Ø (мм)


 Инструмент для чернового растачивания с двумя пластинами Ø23-170 мм
Инструмент для чернового растачивания с двумя пластинами Ø23-170 мм  Инструмент для чернового растачивания с тремя пластинами Ø36-306 мм
Инструмент для чернового растачивания с тремя пластинами Ø36-306 мм

Антивибрационный инструмент для чернового растачивания с двумя пластинами Ø25-150 мм

Инструмент большого диаметра для чернового растачивания с двумя пластинами Ø150-1260 мм


 Инструмент большого диаметра для чернового растачивания с двумя пластинами (со сниженной массой) Ø148-300 мм
Инструмент большого диаметра для чернового растачивания с двумя пластинами (со сниженной массой) Ø148-300 мм
Инструмент большого диаметра для чернового растачивания с двумя пластинами (антивибрационный) Ø148-300 мм

Чистовое растачивание отверстий малого диаметра
0 0.4
0.6
0.8
1.0
1.2
1.4
6
12
24
36
61
0 10
15
20
25
30
35
150
300
600
800
1275 Ø (мм)

Чистовые расточные головки с цельной твердосплавной оправкой Ø1-8,2 мм



Чистовые расточные головки с оправкой со сменными пластинами Ø6-20 мм

Чистовые расточные головки с оправкой со сменными пластинами или оправкой для обработки канавок Ø8-32 мм

Многолезвийная развёртка Ø3,97–31,75 мм
Чистовое растачивание — средние диаметры
0
0.4
0.6
0.8
1.0
1.2
1.4
6
12
24 36 61
0
10
15
20
25
30
35
150
300
600 800 1275 Ø (мм)
















Система сменных головок Ø19-36 мм




Инструмент с цилиндрическим хвостовиком Ø19-36 мм
Инструмент с модульной системой Coromant Capto Ø19-167 мм
Антивибрационный инструмент с модульной системой Coromant Capto Ø23-167
Инструмент с модульной системой Coromant Capto (со сниженной массой) Ø69-167 мм

Чистовое растачивание — большие диаметры
0 0.4
0.6
0.8
1.0
1.2
1.4
6
12
24
36
61
0 10
15
20
25
30
35
150
300
600
800
1275 Ø (мм)


Инструмент для чистового растачивания Ø150-1275 мм

Антивибрационный инструмент для чистового растачивания Ø150-315 мм

Инструмент с соединением Coromant Capto или с креплением на оправке (со сниженной массой) Ø150-315 мм
Черновая обработка


Чистовая обработка




Многолезвийное растачивание
Растачивание одной режущей кромкой
Ступенчатое растачивание
Растачивание одной режущей кромкой
Развёрты- вание
Многолезвийное растачивание
-
Высокая скорость съёма металла
-
Высокая производи- тельность, пластины на одном уровне
Растачивание одной режущей кромкой
-
Улучшенный контроль над стружкодробле- нием
-
Пониженные требова- ния к мощности станка
Ступенчатое растачивание
-
-
Черновое растачивание с большим припуском
-
Улучшенный контроль над стружкодробле- нием
Растачивание одной режущей кромкой
-
Высокоточное чистовое растачивание
-
Класс точности IT6
-
Возможность регули- ровки с точностью до 0,002 мм
Развёртывание
-
Высокое качество обра- ботанной поверхности при большой минутной подаче
-
Возможность примене- ния в массовом
производстве
Инженерные решения

-
Выполнение нескольких операций одним инструментом
-
Несколько операций за один проход
Инструмент для чернового растачивания
Инструмент для черновой обработки с тремя пластинами
Первый выбор для станков средней и высокой мощ- ности — инструмент для чернового растачивания с тремя режущими кромками для обеспечения мак- симальной производительности. Также может иметь наладку для однолезвийного и ступенчатого растачи- вания.
Инструмент для черновой обработки с двумя пластинами

Черновой расточной инструмент с двумя режущи- ми кромками — первый выбор для станков низкой и
средней мощности, нестабильных условий обработки и больших диаметров.
Инструмент для черновой обработки со сниженной массой

Уменьшает массу инструментальной сборки, её инер- цию, упрощает смену инструмента и его эксплуата- цию. Для растачивания отверстий больших диаметров с повышенной стабильностью без увеличения веса инструмента.
Антивибрационный инструмент для черновой обработки с большими вылетами
Выбирайте антивибрационный инструмент для черно- вого растачивания при работе с вылетом более 4 x D.
Пластины для чернового растачивания
Пластины без задних углов



Пластины с задними углами



-
Для стабильных условий выбирайте пластины без задних углов с целью повышения стойкости
-
Используйте режущие пластины без задних углов для обработки в тяжёлых условиях, когда требуется повышенная прочность режущей кромки и надёжность процесса обработки
-
При черновом растачивании целе- сообразно использовать режущие пластины с задними углами, так как они обеспечивают меньшие силы реза- ния по сравнению с пластинами без задних углов
-
Малый угол при вершине и малый ра- диус при вершине также способствуют снижению сил резания
Главный угол в плане и форма пластины
Главный угол в плане расточного инструмента влияет на направление и величину осевой и радиальной состав- ляющих сил резания. Большой угол в
плане вызывает значительные осевые силы резания, а малый угол в плане
— значительные радиальные силы резания.
Пластины с задними углами Пластины без задних углов

84°
(6°)
75°
(15°)
90°
(0°)
95°
(-5°)
Для прерывистого резания, обработки материалов с песчаными включениями, для растачивания пакетов и т. д. Только для сквозных отверстий


Первый выбор для общих операций растачивания, ступенчатого растачива- ния и для обработки уступов

Для обработки с высокими подачами или повышения качества обработанной поверхности при использовании пла- стин Wiper в стабильных условиях
84°

(6°)
90°

(0°)
95°
(-5°)
Инструмент для чистового растачивания
Инструмент для чистовой обработки с одной пластиной

Однолезвийный чистовой расточной инструмент — первый выбор для чистового растачивания.
Инструмент для чистовой обработки со сниженной массой

Уменьшает массу инструментальной сборки, её инер- цию, упрощает смену инструмента и его эксплуата- цию. Для растачивания отверстий больших диаметров с повышенной стабильностью без увеличения веса инструмента.
Чистовая расточная головка с чистовыми расточными оправками

Для чистовой обработки отверстий малого диаметра.
Антивибрационный инструмент для чистовой обработки с большими вылетами
Антивибрационные инструменты Silent Tools — пер- вый выбор при работе с вылетами более 4 x D.
Многолезвийная развёртка

Применяется для обработки с высокими подачами в массовом производстве.
Резцовые вставки для чистового расточного инструмента
Общие рекомендации


Пластины с задним
углом 7º

Пластины с задним углом 11º
Главный угол в плане
Bлияет на направление и величину осевой и радиальной составляющих силы резания. С увеличением главного угла в плане увеличи- ваются осевые силы, что благоприятно при растачивании. Напротив, с уменьшением глав- ного угла в плане увеличиваются радиальные силы и, соответственно, возникает вибрация.
Форма пластины
Должна выбираться в зависимости от степени врезания режущей кромки. Больший угол при вершине повышает прочность и надёжность пластины, однако при этом требует большую мощность станка и может приводить к вибра- циям из-за более сильного врезания режущей кромки. Уменьшение угла при вершине может повысить стабильность инструмента и исклю- чить радиальные смещения, в результате чего снижаются вибрации и сила резания. Первый выбор — пластины с задними углами 7°.
Радиус при вершине пластины
Ключевой фактор при растачивании. Выбор ра- диуса при вершине зависит от глубины резания и подачи и влияет на качество обработанной поверхности, стружкодробление и прочность режущей пластины. Большой радиус при вер- шине будет отклонять расточной инструмент сильнее, чем небольшой радиус при вершине, инструмент будет больше подвержен вибра- ции. Использование геометрии пластин для ненагруженного резания, тонкого покрытия и небольшого радиуса при вершине с меньшей глубиной резания способствует уменьшению сил резания.
Вылет инструмента



-
-
-
Выбирайте адаптер минимально возможной длины
-
Выбирайте адаптеры с максимально возможным диаметром/размером соединения
-
При длинных вылетах (более 4 x D) выбирайте антивибрационные адаптеры
-
По возможности используйте конический адаптер для повышения статической жёсткости и уменьшения отжатия
-
Для работы с большим вылетом по возможности обеспечивайте жёсткое закрепление инструмента в шпинделе с контактом по фланцу



Точность отверстия
На точность оказывают влияние:
-
закрепление инструмента
-
закрепление детали
-
износ режущих пластин и т. д.
Всегда выполняйте окончательную ре- гулировку после измерения диаметра отверстия, пока инструмент находится в шпинделе станка. Это позволяет ком- пенсировать возможные отклонения от заданного положения между шпинделем станка и инструментом, а также радиальные отклонения и износ пластины.



Инструмент для растачивания и развёртывания
Многолез- вийный инструмент для чернового растачивания
Однолезвийный инструмент для чистового раста- чивания
Многолезвийная развёртка для чистовой обра- ботки с высокими подачами
IT6
IT7
IT8
IT9
Инструмент для чистового растачивания
Механизм регулировки чистового расточного инструмента

Инструмент для чистовой обработки с одной режущей кромкой имеет возмож- ность точной регулировки диаметра в пределах микрометра.
Отжатие инструмента
Точность отверстия
-
Расточной инструмент для чистовой обработки с одной режущей кромкой будет испытывать радиальное откло- нение, возникающее в процессе обра- ботки в результате действия радиаль- ных сил резания
-
Радиальное отжатие расточного ин- струмента зависит от глубины резания и вылета

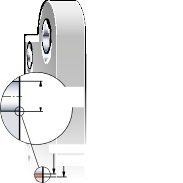
-
Отжатие инструмента может стать причиной уменьшения диаметра от- верстия и возникновения вибраций
-
Обычно требуется пробный проход, после которого выполняется оконча- тельная регулировка инструмента
Ø25 мм
H7
Ø25 мм Ø25,021 мм
Общие рекомендации
Применение СОЖ
Эвакуация стружки, охлаждение и смазывание поверхности кон- такта инструмента и заготовки являются основными функциями смазочно-охлаждающей жидкости (СОЖ).

-
Применяйте СОЖ для улучшения отво- да стружки, охлаждения и смазывания
-
СОЖ влияет на качество отверстия и стойкость инструмента
-
Рекомендуется внутренний подвод СОЖ в зону резания
Контроль над стружкодроблением и эвакуация стружки
Стружкообразование и эвакуация стружки являются критиче- скими вопросами на операциях растачивания, особенно при обработке глухих отверстий.
Идеальная форма стружки напоминает запятую или короткую спираль.

Глубина резания,
ap (мм)
Факторы, влияющие на стружкодробление:
-
микро- и макрогеометрия пластины
-
радиус при вершине
-
главный угол в плане
-
глубина резания
-
подача
-
скорость резания
-
обрабатываемый материал
Подача, мм/об


Рекомендуемые режимы резания
Выбор скорости резания (vc) и подачи (fn) зависит от области применения. С ростом скорости резания и/или подачи повышается риск снижения надёжности процес- са обработки и, как следствие, неудовлетворительной эвакуации стружки, пакетирования стружки и поломки пластин. Особенно при обработке глубоких отвер-
стий. Небольшие скорости резания могут повысить вероятность наростообразования на режущей кромке (BUE), что приводит к неудовлетворительному качеству обработанной поверхности, повышению сил резания и
снижению стойкости инструмента. Режимы резания для пластин с определенной геометрией и сплавом выбира- ются с учётом следующих общих рекомендаций:
-
Черновое растачивание
Max начальное значение vc = 200 м/мин
-
Чистовое растачивание с адаптерами для чистовой обработки:
Max начальное значение vc = 240 м/мин
-
Чистовое растачивание с расточными оправками для чистовой обработки:
Max начальное значение vc = 90 – 120 м/мин
-
Чистовое растачивание:
Max APMX = 0,5 мм
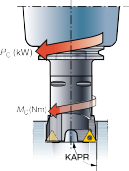
Скорость резания ограничивается в основном следующими факторами:
-
склонность к вибрациям
-
сложность эвакуации стружки
-
длинные вылеты
Глубина резания и подача
Слишком большое врезание режущей кромки, большая глубина резания (ap) и/или подача (fn) могут вызвать вибрацию и повысить потребляемую мощность. При слишком малой глубине резания пластина будет сколь- зить по предварительно обработанной поверхности, царапая и истирая ее, что также приводит к увеличению износа инструмента и снижению качества обработанной поверхности.
Потребляемая мощность и крутящий момент
При растачивании убедитесь, что станок может обеспе- чить достаточные мощность и крутящий момент.
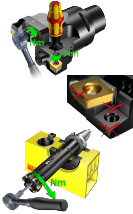
Обслуживание инструментов и применение динамометрического ключа
-
Всегда используйте динамометрический ключ и затяги- вайте винты пластины и элементы сборки с рекоменду- емым моментом
-
Регулярно проверяйте режущие пластины и их гнезда на предмет загрязнений и повреждений. Очищайте все сборочные единицы перед их сборкой
-
Смазывайте все сборочные единицы и механизм точ- ной регулировки диаметра растачивания как минимум раз в год
-
Заменяйте изношенные сборочные элементы и комплектующие

-
Используйте подходящие сборочные приспособления и устройства для предварительной наладки инструмен- тов
-
Никогда не зажимайте антивибрационный инструмент за корпус адаптера. Адаптеры легко деформируются из-за малой толщины стенок
-
Проверяйте шпиндель станка, биение, износ и усилие зажима
Рекомендации по применению развёрток

-
Применение развёрток не исправляет погрешностей прямолинейности и позиционирования отверстия
-
Отклонение от прямолинейности предварительно изго- товленного отверстия не должно превышать 0,05 мм
-
При развёртывании отверстий необходимо максималь- но сократить биение
-
Максимально допустимое биение составляет 5 мкм
-
Убедитесь, что оси развёртки и предварительно обра- ботанного отверстия концентричны
-
Выбирайте как можно более короткий держатель и хвостовик
-
Использование эмульсии в качестве СОЖ увеличивает стойкость инструмента по сравнению с маслом
-
Используйте рекомендуемые режимы резания
-
-
Факторы, влияющие на возникновение вибраций
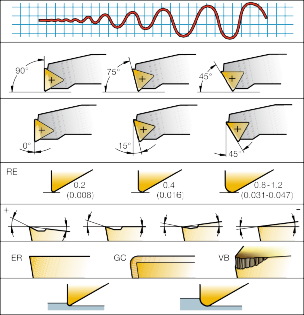
Склонность к вибрациям растёт вправо на рисунке.
Главный угол в плане
Угол в плане (дюймовый)
Радиус при вершине
Микро- и макрогеометрия
Конструкция кромки Глубина резания (DOC)
-
-
-
Уменьшите скорость резания
-
Применяйте ступенчатое растачива- ние
-
Выбирайте инструмент для чернового растачивания с 2 режущими кромками
-
Выбирайте геометрию и сплав, снижа- ющие силы резания
-
Используйте меньший радиус при вершине пластины
-
Проверьте закрепление заготовки
-
Проверьте шпиндель станка, закре- пление, износ и т. д.
-
Увеличьте глубину резания (чистовая обработка)
-
Уменьшите глубину резания (черновая обработка)
-
Используйте антивибрационные ин- струменты при больших вылетах
-
Проверьте, что все элементы ин- струментальной сборки правильно собраны и затянуты с рекомендуемым моментом
-
Уменьшите или увеличьте подачу
-
Используйте инструмент максимально возможного диаметра
-
Выбирайте минимально возможный вылет инструмента
Решение проблем
Износ пластины
Вид износа пластин и пути решения проблем при растачивании, как правило, очень схожи с точением.
Стружкодробление

Причина Решение

Слишком короткая, твёрдая стружка
-
Увеличьте скорость реза- ния
-
Уменьшите подачу
-
Выберите геометрию с более открытым стружко- ломом


Слишком длинная стружка
-
Увеличьте подачу
-
Уменьшите скорость резания
-
Выберите геометрию с более закрытым стружко- ломом

Вибрация инструмента

Слишком высокая подача Слишком высокая скорость резания
Слишком большая глубина резания
Слишком большие силы резания
-
-
Уменьшите подачу
-
Уменьшите скорость резания
-
Применяйте ступенчатое растачивание
-
Уменьшите глубину резания
-
Используйте пластины с задними углами
-
Используйте меньший радиус при вершине пла-
стины
Следы механической обработки

Слишком высокая подача
-
Выберите пластину с гео- метрией Wiper
-
Используйте больший радиус при вершине пла- стины
-
Уменьшите подачу

Износ пластины
Причина Решение

Некорректные режимы резания
-
Смените режущую кромку и определите причину износа: режимы резания, геометрия пластины или сплав пластины

Царапины от стружки на обработанной поверхности
Неудовлетворительное стружкодробление
-
Измените режимы резания
-
Измените геометрию пластины


Шероховатость обработанной поверхности
Неудовлетворительная ше- роховатость обработанной поверхности

Ограничение мощности станка

Недостаточная мощность станка
-
-
-
Увеличьте скорость реза- ния
-
Используйте СОЖ
-
Используйте кермет
-
Уменьшите режимы реза- ния
-
Применяйте ступенчатое растачивание
-
Уменьшите количество пластин, участвующих в резании
-
Уменьшите глубину резания

Потребляемая мощность и крутящий момент
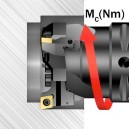
При черновом растачива- нии убедитесь, что станок может обеспечить достаточ- ные мощность и крутящий момент
Важные параметры:
-
-
Подача
-
Количество режущих пластин
-
Диаметр
-
Глубина резания







Закрепление режущего инструмента оказывает суще- ственное влияние на его эксплуатационные характе- ристики и производительность обработки. Поэтому большое значение приобретает выбор правильной системы крепления. В этой главе описан процесс вы- бора инструментальной оснастки и даны рекоменда- ции по её корректной эксплуатации и обслуживанию.
-
-
Преимущества модульной оснастки
-
-
-
-
G 3
Системы крепления инструмента

-
Система крепления инструмента на станке играет важную роль в процессе резания
-
Стабильность, время смены ин- струмента, точность, гибкость, мо- дульность, удобство применения и хранения являются основными харак- теристиками оснастки, влияющими на процесс обработки
-
По сравнению с традиционными державками, быстросменная оснаст- ка позволяет повысить эффективное время резания на 25% при обработке на токарных центрах
Современные системы крепления
Обрабатывающие центры
Токарные центры
Многоцелевые станки
-
Появление новых видов инструмен- тальной оснастки вызвано необходи- мостью создания новых машиностро- ительных стандартов
-
Как правило, оснастка разрабатыва- лась для определенного типа шпин- дельного узла и не была стандартизи- рована
-
-
-
На сегодняшний день существует более 35 типов шпинделей для раз- личных инструментальных систем, поэтому взаимозаменяемость и возможность закрепления различных видов инструмента резко снижается
История инструментальных конусов

-
Первая версия конуса была представ- лена в 1920-х годах и стандартизиро- вана (DIN) в 1974 году
-
Конус использовался для большин- ства шпинделей станков благодаря конструкции с длинным конусом, обеспечивающей надежный контакт и стабильность
-
Шпиндель с конусом 7/24 по-преж- нему популярен и имеет несколько типоразмеров, но не подходит для применения как с вращающимся, так и с невращающимся инструментом
Системы для вращающегося инструмента

-
Продолжает расти количество инстру- ментальных систем для вращающихся инструментов
-
К сожалению, эти системы не взаимо- заменяемы и не обладают достаточной гибкостью для применения на различ- ных видах обрабатывающих центров и станков с ЧПУ
-
Ни одна из этих систем не подходит для применения с вращающимся и невращающимся инструментом
Coromant Capto®
Три системы в одной
-
Система Coromant Capto® появилась на рынке в 1990 году
-
В 2008 году система Coromant Capto® стала стандартом ISO
-
Coromant Capto® — универсальная быстросмен- ная инструментальная система для использова- ния на:
-
токарных центрах
-
обрабатывающих центрах
-
многоцелевых станках
История системы Coromant Capto®

-
-
Обрабатывающий центр / Вращающийся инструмент
Интерфейс
Быстросменная
оснастка
Сегодня
Цельные держатели
Varilock
Coromant Capto®/ Базовые держатели



станка
1980 1990

-
Токарный центр / Токарный инструмент

Модульная оснастка

Призматические державки
Система Block Tool
Coromant Capto®/ Инструментальные блоки
История системы Coromant Capto®

Быстросменная оснастка Интегрированный шпиндель
-
Токарные центры
-
Токарно-карусельные станки
-
Многоцелевые станки
-
Токарно-карусельные станки
-
Обрабатывающие центры с возможностью точения
Увеличение коэффициента использования станков
Повышение стабильности и универсальности
Модульные системы

-
Обрабатывающие центры
-
Многоцелевые станки
-
Токарно-карусельные станки
Повышение технологической гибкости
Усовершенствование станочного оборудования
Обрабатывающие центры

Токарные центры
Многоцелевые станки
Тенденции
Станки и методы обработки
-
Единая система крепления инстру- мента для револьверной головки
и инструментального шпинделя на многоцелевых станках
-
Наличие нескольких револьверных головок на многоцелевых станках и токарных центрах
-
Более многофункциональные инстру- менты для многоцелевых станков
-
Наличие приводного инструмента в токарных центрах
-
-
-
-
Более совершенные системы ЧПУ, позволяющие повысить уровень авто- матизации процессов
-
3D-модели инструментов и держате- лей для проверки процесса обработки
-
Расширение технологических возмож- ностей оборудования за счёт исполь- зования дополнительных опций
-
Подача СОЖ под высоким давлением
Когда применять быстросменную оснастку

-
При необходимости частой переналад- ки станка
-
При необходимости выполнения пробных проходов для настройки инструмента на размер
-
При обработке с высокими режимами резания и относительно низкой стой- костью инструмента
-
При обслуживании одним оператором нескольких станков
Сокращение времени простоя станка
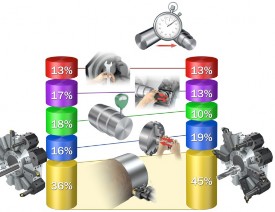
Всего 36% машинного времени приходится непосредственно на процесс резания
 -Техобслуживание и профилактика
-Техобслуживание и профилактика - Замена пластин/ инструмента
- Замена пластин/ инструмента - Привязка инструмента/ измерение заготовки
- Привязка инструмента/ измерение заготовки
- Смена заготовки
Традиционные призматические державки
Быстросменная система Coromant Capto®
 - Эффективное машинное время
- Эффективное машинное времяБыстросменная инструментальная оснастка позволяет повысить производительность на 25%
Модульная быстросменная система Coromant Capto®
На станках каких типов и размеров требуется модульная система?

Горизонтальный обрабатывающий центр
Обрабатывающий центр с:
-
Coromant Capto® размера C6 и более
-
Конусы 7/24 размеров 40 и более
-
HSK63 и более
-
-
-
Многоцелевые станки с необходимо- стью длинного вылета инструмента
-
Вертикальные токарные центры
-
Токарные центры с инструментом SL*
*SL — это модульная система адаптеров со смен- ными резцовыми головками
Сокращение номенклатуры оснастки
Комбинирование базовых держателей, адаптеров и (при необ- ходимости) переходников или удлинителей со всевозможными инструментами позволяет получить большое количество различных инструментальных наладок для разных типов станков.
Модульная оснастка
ISO 40 ISO 50 HSK 100 HSK 63

Количество элементов модульной оснастки:
4 + 2 + 8 = 14 элементов
Цельная оснастка


4 x 2 x 8 = 64 элемента
Использование модульной оснастки позволяет получить большое число наладок при минимальном количестве инструментов
Соединение Coromant Capto®
Уникальное соединение Coromant Capto® обладает специфическими осо- бенностями:
-
Шлифованная опорная поверхность фланца в сочетании со шлифованным полигональным конусом обеспечивают максимальную стабильность соеди- нения благодаря контакту по двум поверхностям и посадке с натягом
-
-
-
-
Четыре канавки для захвата манипуля- тором позволяют производить автома- тическую смену инструмента
-
Предусмотрен паз для углового пози- ционирования режущего инструмента
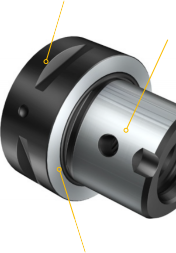
Канавки для захвата манипулятором
Паз для углового позиционирования

Опорная поверхность фланца
Единственное универсальное соединение, которое можно использовать во всех областях применения с одинаковой эффективностью
Преимущества и особенности соединения
Отличительная черта соединения — геометрическое замыкание по трём координатам
-
Радиальное центрирование обе- спечивается за счёт конического профиля
-
Небольшой угол конусности позво- ляет передавать все радиальные нагрузки через контактную поверх- ность фланца. Прочность полиго- нального соединения позволяет соз- давать большие усилия зажима. Это значительно повышает жёсткость на изгиб
-
Трёхгранный профиль обеспечивает самоцентрирование, а также позици- онирование инструмента без помощи дополнительных пазов на торце, что гарантирует отсутствие люфтов в соединении. Полигональный профиль уникален также тем, что способен передавать большой крутящий мо- мент за счёт наличия трёх контактных поверхностей
Благодаря перечисленным выше осо- бенностям – радиальному и осевому контакту и возможности самоцентри- рования – это соединение гарантирует чрезвычайно высокую повторяемость позиционирования по осям, в пределах
±2 мкм.
Канавки для захвата манипулятором призваны обеспечить максимальную жёсткость на изгиб и повысить усилие зажима за счет того, что многоугольник Capto имеет большую площадь поверх- ности.
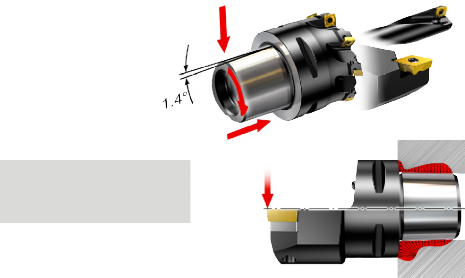

1
2
3
Закрепление по трём направлениям
Передача крутящего момента
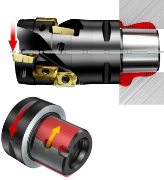
Трёхгранный профиль обеспечивает передачу крутящего момента без помощи дополнительных элементов, таких как штифт или шпонка.
-
Отсутствие штифтов, шпонок и пр.
-
Отсутствие люфта в соединении
-
Симметричное распределение нагрузок
-
Контакт по двум поверхностям/ большое усилие зажима
-
Шесть размеров соединений
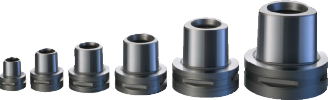
C3 C4
C5
C6
C8 C10
C3 = D 32 мм C4 = D 40 мм
C5 = D 50 мм
C6 = D 63 мм C8 = D 80 мм
C10 = D 100 мм
Различные методы закрепления
Одно соединение — два способа закрепления
Закрепление сегментной цангой
Метод закрепления для быстрой смены инструмента вручную и автоматически
Закрепление центральным болтом

Для закрепления модульного инструмента непосредственно в базовом держателе или через удлинитель
Превосходная точность и гарантированное положение по высоте оси центров
B
A • Повторяемость позиционирования по высоте центров (А), по длине (В) и в
радиальном направлении (С) составля- ет ±2 мкм
-
При предварительной наладке ин- струмента требуется меньшее число пробных проходов или необходимость
C в них отсутствует вовсе (первая деталь
выполняется в размер)
Стабильное соединение - снижение вибраций
При внутренней обработке соединение Coromant Capto являет- ся отличным решением для закрепления расточных оправок, так как оно обеспечивает жёсткий надёжный зажим по всем граням контактной поверхности.

Обычно расточная оправка крепится
2-3 винтами. Это приводит к возникно- вения вибраций, ухудшению качества поверхности, быстрому износу пластин и увеличению времени простоя обору- дования из-за необходимости коррек- тировки режимов резания и измерения детали.
Быстросменная оснастка для токарных центров
Что такое токарный центр?
-
Принцип работы токарных станков и токарных центров заключается в обработке вращающейся заготовки невращающимся инструментом
-
Режущий инструмент перемещается параллельно и перпендикулярно оси заготовки, обеспечивая необходимый профиль детали
-
Токарный инструмент позволяет обра- ботать деталь, которая будет симме- трична относительно оси вращения
Токарный центр может иметь несколько конфигураций
-
Вертикальная и горизонтальная компоновка
-
Контршпиндель для двусторонней обработки
-
Приводные инструменты
-
Возможность смещения по оси Y для растачивания и фрезерования с эксцентриситетом
Компоновка токарного центра
Вращение шпинделя и перемещение по осям
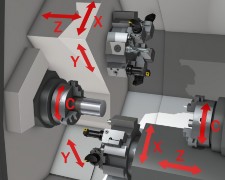
-
Возможность программирования пе- ремещения инструмента по несколь- ким осям позволяет вести черновую и чистовую токарную обработку, обработку канавок и нарезание резьбы
Быстросменная оснастка для токарных центров

Быстросменная система позволяет:
-
быстрее и эффективнее осуществлять замену инструмента
-
менять пластины вне станка
-
выполнять предварительную настройку инструмента
Наиболее экономичная система для:
-
мелкосерийного производства (быстрая переналадка)
-
операций с частой сменой режущих пластин
Закрепление и раскрепление инстру- мента поворотом ключа менее чем на 180°
Инструментальные блоки для токарных центров

VDI, угловой С кулачковым механизмом


VDI, прямой С кулачковым механизмом
Призматический хвостовик
С кулачковым механизмом

Цилиндрический хвостовик
Крепление сегментной цангой
С автоматическим закреплением Гидравлический механизм

Встраиваемое исполнение
С кулачковым механизмом




Методы оснащения станка быстросменной системой
Непосредственная интеграция в револьверную головку

Система Coromant Capto, интегриро- ванная в револьверную головку станка, является наиболее эффективным способом использования всех преимуществ данного соединения.
Методы оснащения станка быстросменной системой
Переоснащение револьверной головки посредством стандартных инструментальных блоков
Оснащение револьверной головки инструменталь- ными блоками Coromant Capto® — хорошая аль- тернатива при отсутствии возможности непосред- ственной интеграции (существующие станки и пр.).
Смена инструмента в пять раз быстрее, чем в случае с традиционными призматическими или цилиндрическими державками.
Токарные станки можно легко переналадить на быстро- сменную систему Coromant Capto® с использованием стандартных инструментальных блоков. При этом не тре- буется доработка конструкции револьверной головки или использование специальных адаптеров.

Инструмент для внутренней обработки
Инструмент для наружной обработки
Адаптированные инструментальные блоки
Дисковый интерфейс Coromant Capto (CDI)

-
Гибкий и симметричный интерфейс, возможность поворота инструмента на 180°
-
Единый интерфейс для невращаю- щегося и приводного инструмента с возможностью закрепления на любой позиции
-
Высокие эксплуатационные характеристики
-
Повышение стойкости инструмента
-
Повышение качества детали
-
Увеличенная эффективная длина ин- струмента для операций радиального сверления
-
Увеличение производительности
-
Более рациональное инструменталь- ное оснащение
-
Сокращение затрат на оснастку
-

Блок для невращающегося инструмента, прямой

Блок для невращающегося инструмента, угловой
Блок для приводного инструмента, прямой


Блок для приводного инструмента, угловой
Болтовое соединение Coromant (CBI)

-
-
Гибкий и симметричный интерфейс, возможность поворота инструмента на 180°
-
Единый интерфейс для невращающе- гося и приводного инструмента
-
Возможность закрепления невращаю- щегося и приводного инструмента на любых позициях
-
Высокие эксплуатационные характе- ристики
-
Повышение стойкости инструмента
-
Повышение качества детали
-
Увеличенная эффективная длина инструмента для операций радиального сверления
-
Увеличение производительности
-
Более рациональное инструменталь- ное оснащение
-
Сокращение затрат на оснастку


Приводной инструментальный блок


Инструментальный блок для внутреннего точения
Инструментальный блок для наружного точения
Двухпозиционный блок для наружного точения со смещением по оси Y
Быстросменная система
Смена пластин посредством инструмента-дублёра


-
-
Сокращение времени простоя
-
Меньшее количество или исключение пробных проходов. Повышение рентабельности
-
Отсутствие риска выпадения и потери крепёжного винта в стру- жечном конвейере
-
Эргономичность
-
Простота очистки гнезда под пластину вне станка
0,5 мин 1,5 мин
Замена инструмента с соединением Coromant Capto его дублёром быстрее, чем смена пластины без снятия инструмента со станка
Варианты оснащения станка быстросменной системой
Оснастка для традиционных револьверных головок
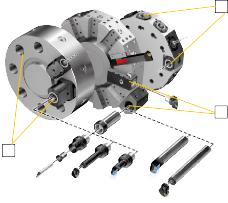
-
A Инструментальные блоки с гидромеханическим приводом механизма зажима
-
Полуавтоматический зажим с руч- ной активацией кнопкой
-
Возможность полностью автомати- ческой смены инструмента
-
-
B Инструментальные блоки с креплением за хвостовик
-
• Инструмент с цилиндрическим или
призматическим хвостовиком, а так- же резцовые головки для наружной и внутренней обработки

Примеры оснащения
C Инструментальные блоки для револьверных головок
с креплением VDI
-
Блоки прямого и углового испол- нения, для наружной и внутренней обработки

Приводные инструментальные блоки Coromant Capto®
Использование инструментальных блоков для приводного инстру- мента позволяет существенно снизить затраты на обработку, так как операции фрезерования, точения и сверления могут выполняться за один установ заготовки.



-
Приводные инструментальные блоки могут изготавливаться со- гласно конкретным требованиям к станку
-
При выборе приводного блока учитывайте:
-
-
Обрабатывающий центр — это много- функциональный станок, на котором можно выполнять операции растачи- вания, сверления и фрезерования
-
Обрабатывающие центры бывают горизонтального и вертикального исполнения
-
-
-
5-координатные центры в дополнение к трём стандартным осям (X/Y/Z) име- ют две дополнительные
Вращение шпинделя и перемещения по осям
Компоновка вертикального обрабатывающего центра
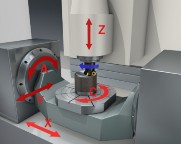
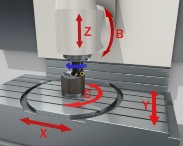
Компоновка горизонтального обрабатывающего центра
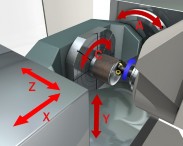
Обрабатывающие центры с горизонтальной и вер- тикальной компоновкой
-
Базовый тип имеет 3 оси. Шпиндель расположен по оси Z
-
4- и 5-координатные обрабатывающие центры имеют больше осей (A/B/C) в дополнение к трём обычным (X/Y/Z)
-
В нескольких 5-координатных обрабатывающих цен- трах – у тех, которые с тележкой, пятая ось движется вокруг оси Х (ось А), а у обрабатывающих центров с го- ловкой в оси В пятая ось движется вокруг оси Y (ось В).
-
Зачастую ось B управляет наклоном режущего инстру- мента, а оси А и С позволяют вращать заготовку
-
-
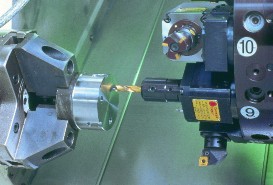


Модульная оснастка для обрабатывающих центров

Модульная инструментальная система на обрабатывающих центрах имеет много преимуществ:
-
Универсальная оснастка - единая инструментальная оснастка на станке или нескольких станках
-
Модульная оснастка - создавайте собственные сборки и снижайте потребность в специальных инстру- ментах
-
Сокращение запасов инструмента
Создавайте свои инструментальные сборки
Используйте адаптеры Coromant Capto® для всех интерфейсов шпинделя
Базовый держатель
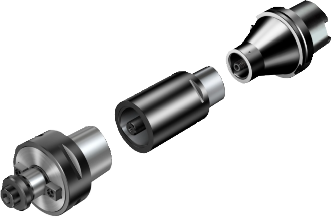
Удлинитель/переходник на меньший размер соединения
Адаптер
Сокращение номенклатуры инструмента
Использование модульной оснастки обеспечивает получение большого числа наладок при минимальном количестве инструментов
Модульная оснастка

Количество элементов модульной оснастки:
4 + 2 + 30 + 10 = 46 элементов
Цельная оснастка

Количество элементов цельной оснастки:
4 x 3 x (30 + 10) = 480 элементов
Сборка наладок с максимальной жёсткостью
Переходники и удлинители
При обработке различных технологи- ческих элементов на обрабатывающих центрах часто требуется использова- ние наладок с разным вылетом инстру-
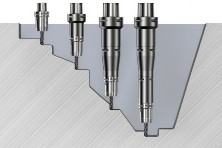
мента. Модульная система Coromant Capto предлагает различные типы пе- реходников и удлинителей для сборки инструмента оптимальной длины.
-
При работе с большим вылетом инструмента следует использовать на- ладку минимально возможной длины
-
При использовании модульной оснаст- ки возможна обработка с оптимальны- ми режимами резания для обеспече- ния высокой производительности!
-
Модульные инструменты собираются за считанные минуты!
-
Обеспечивается высокая размерная точность


Доступны все основные типы креплений
CAT-V 40
CAT-V 50
CAT-V 60
ISO 40
ISO 50
ISO 60
MAS-BT 30
MAS-BT 40
MAS-BT 50
MAS-BT 60
HSK A/C 40
HSK A/C 50
HSK A/C 63
HSK A/C 80
HSK A/C 100
HSK A/C 125
HSK A/C 160
HSK A/C/T 40
HSK A/C/T 63
HSK A/C/T 100
HSK F 80 (со штифтами)
CAT-V BIG PLUS® 40 CAT-V BIG PLUS® 50
ISO BIG PLUS® 40 ISO BIG PLUS® 50
MAS-BT BIG PLUS® 30 MAS-BT BIG PLUS® 40 MAS-BT BIG PLUS® 50
Coromant Capto® C3 Coromant Capto® C4 Coromant Capto® C5 Coromant Capto® C6 Coromant Capto® C8 Coromant Capto® C10
Модульная оснастка для многоцелевых станков
Что такое многоцелевой станок?
-
Многоцелевые станки имеют различ- ные конфигурации:
-
горизонтальная и вертикальная компоновка
-
два шпинделя (главный и контршпин- дель) и шпиндель с осью B, которые позволяют выполнять операции фрезерования и точения
-
в каждом из шпинделей можно закреплять заготовку, что позволяет вести обработку детали с разных сторон
-
-
-
На многоцелевом станке за один установ может быть выполнен весь цикл обработки, например, точение, фрезерование горизонтальных, вер- тикальных и наклонных поверхностей, контурная обработка, а также шлифо- вание
-
Многофункциональный станок — это комбинация токарного центра и обра- батывающего центра
Направления движения шпинделей
M04
M03
Программирование направления вращения шпинделя
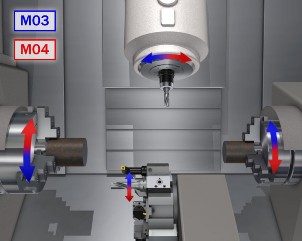
Компоновка многоцелевого станка
Вращение шпинделя и перемещения по осям
= Вращение шпинделя по часовой стрелке
= Вращение шпинделя против часовой стрелки
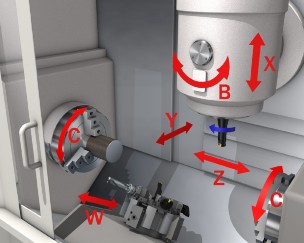
Использование модульной оснастки на многоцелевом станке
Фрезерный шпиндель многоцелевого станка должен иметь возможность закрепления как вращающегося, так и стационарного инструмента. Coromant Capto® — единственная инструмен- тальная система, полностью отвечаю- щая этим требованиям.
Многоцелевые станки часто исполь- зуются для полной обработки деталей за один установ, начиная черновыми и заканчивая чистовыми операциями.
Поэтому инструментальная система многоцелевого станка должна обладать превосходной жёсткостью и обеспе- чивать повторяемость позициониро- вания инструмента как в радиальном, так и в осевом направлениях. Система Coromant Capto гарантирует все эти свойства.
Система Coromant Capto®, интегрированная в шпин- дель
Многоцелевой станок с системой Coromant Capto, интегри- рованной в шпиндель, и с револьверной головкой, оснащён- ной инструментальными блоками Coromant Capto
Револьверная головка с системой Coromant Capto®
Новые многофункциональные инструменты для многоцелевых станков
Для использования преимуществ универсальных многоцелевых стан- ков с максимальной эффективностью необходимо применять специализиро- ванные инструментальные решения.
Эти инструменты доступны только с соединением Coromant Capto®, разра- ботаны специально для многоцелевых станков и обеспечивают:
-
геометрическую проходимость, стабильность и высокую производи- тельность
-
сокращение времени смены инстру- мента
-
экономию позиций в инструменталь- ном магазине
-
сокращение затрат - один инструмент заменяет несколько инструментов


Многофункциональный инструмент
-
один фрезерный и четыре то- карных инструмента в одном
Сдвоенный инструмент
-
два токарных инструмен- та в одном

Многопозиционный адаптер
– четыре токарных инструмента в одном
Создайте свою мини-револьверную головку
Четыре резцовые головки на одной оправке
Радиальные

Осевые
Большой выбор сменных резцовых головок для точения, резьбонарезания, отрезки и обработки канавок для соз- дания оптимального инструмента для конкретной детали.


-
Сокращение времени смены инстру- мента
-
Экономия гнезд в инструментальном магазине
-
Для наружной и внутренней обработки
-
-
Использование обычных державок на многоцелевых станках
Адаптеры для токарного инструмента

Адаптер для отрезных лезвий
Адаптеры для
-
инструмента с призматическим хвостовиком
-
оправок
-
лезвий
-
нескольких резцовых головок
…позволяют закреплять стандартный инструмент на многоцелевых станках с интегрированной в шпиндель модуль- ной системой Coromant Capto.
Адаптер для расточных оправок


Преимущества использования гидропластовых патронов




Гидропластовый патрон для тяжёлой обработки
Гидропластовый патрон короткого исполнения
Гидропластовый патрон длинного исполнения
Патрон с термозажимом


Цанги без уплотнения
Цанги с уплотнением

Непосредственное закрепление
Цанговый патрон ER
Непосредственное закрепление
Цанги без уплотнения
Цанги с уплотнением
Выбор патронов
Гидро- пластовый патрон

Патрон с термозажимом

Гидромеха- нический патрон

Цанговый патрон ER

Патроны Weldon, ISO 9766

Надёжность закрепления, передача крутящего момента





Удобство замены инструмента





Высокая точность (биение)





Гибкость





Геометриче- ская проходи- мость








Отлично Хорошо Приемлемо
Гидропластовые патроны

-
Лучшая защита от вытягивания инстру- мента - постоянное усилие зажима

-
Биение < 4 мкм на длине 2,5 x DC — вы- сокая точность
-
Простое и надёжное закрепление инструмента с требуемым усилием с помощью динамометрического ключа
-

Патрон с термозажимом
-
Высокая надежность и точность закре- пления инструмента
-
Узкий патрон — хорошая геометрическая проходимость
-
Симметричная конструкция

Гидромеханические патроны

-
Широкий ассортимент цанг — хорошая гибкость

-
Ограниченная геометрическая прохо- димость в силу конструкции (часто для тяжёлой обработки)


Цанговый патрон ER
-
Широкий диапазон зажатия благодаря цангам
-
Точность диаметра хвостовика h6 и h7
-
Передача небольшого крутящего мо- мента, низкое биение
Патроны Weldon, ISO 9766

-
Передача большого крутящего момента

-
Невысокая точность — низкая стой- кость инструмента, неудовлетво- рительное качество обработанной поверхности
-
Гидропластовые патроны
Высокая надёжность и точность закрепления инструмента
-
Новое поколение гидропластовых патронов обеспечивает высочайшую точность и передачу большого крутя- щего момента
-
Высокая точность и надёжность закрепления патрона CoroChuck 930 обеспечивается оптимизированной конструкцией мембраны. Она гаранти- рует надёжное закрепление инстру- мента по двум опорным поверхностям
Мембрана
Цанга
Нажимной винт
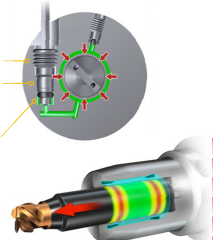
Поршень
Сжимающая среда (масло)
Обеспечьте минимальный вылет

Общий вылет (-20%)
Вылет инструмента
(–50%)
-
Для повышения жёсткости и умень- шения отжатия инструмента необхо- димо выбирать наладку с минимально возможной общей длиной
-
Уменьшение длины наладки на 20% может значительно снизить отжатие инструмента (-50%)
Влияние биения на стойкость инструмента
-
Биение должно быть < 0,006 мм
-
Увеличение биения на каждые 0,01 мм приводит к снижению стойкости инструмента на 50%
-
Влияние биения на стойкость инстру- мента увеличивается с уменьшением диаметра инструмента
Требования к патронам
Область применения — черновая и получистовая обработка

-
Основной критерий = усилие зажима
-
Возможность передачи большого крутящего момента
-
Для лучшей работоспособности ис- пользуйте цилиндрические хвостовики
-
Универсальность за счет применения цанг
Область применения — чистовая обработка

-
Основной критерий = биение
-
Влияние на стойкость инструмента, а также качество и точность обработки
-
-
Несбалансированные патроны

Дисбаланс патрона может иметь следу- ющие последствия:
-
низкое качество обработанной по- верхности
-
невысокая точность деталей
-
снижение стойкости инструмента
-
преждевременный износ шпинделя станка
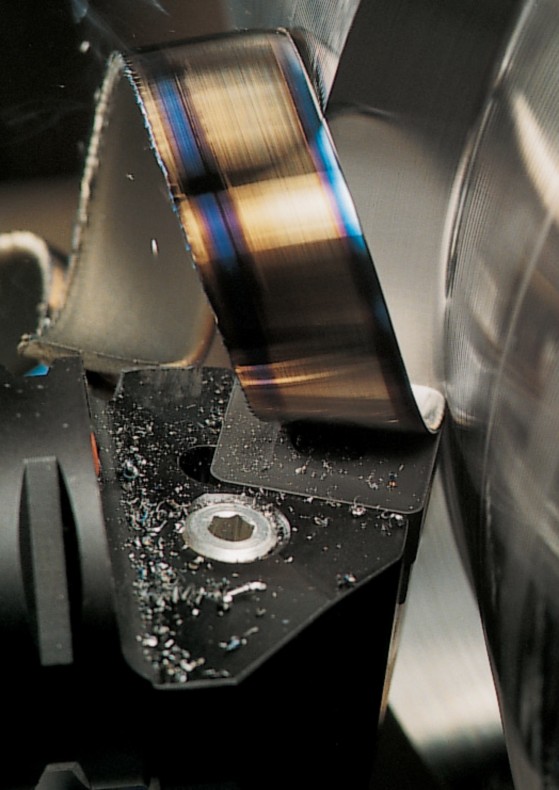






Выбор наиболее подходящего инструментального материала (сплава) и геометрии режущей кромки в соответствии с материалом заготовки — залог успешной высокопроизводительной обработки.
-
-
Производство твердосплавных пластин
-
-
-
Износ и обслуживание инструмента
Прочая информация
-
-
ISO 13399 — промышленный стандарт
-
-
Онлайн-обучение
H 92
H 3
Шесть основных групп
Стандарт ISO регламентирует шесть основных групп материалов. Каждая группа имеет уникальные свойства в плане обрабатываемости, предъявляю- щие различные требования к режущему инструменту.
ISO
P
Сталь
ISO
M
Нержавеющая сталь
ISO
K
Чугун
ISO
N
Цветные металлы
ISO
S
Жаропрочные сплавы
ISO
H
Материалы высокой твёрдости
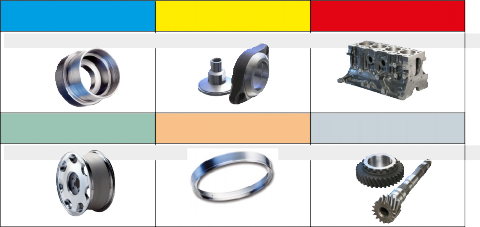
P
N
Большинство разнообразных дета- лей изготавливается из материалов группы Р. Это детали целого ряда различных сегментов промышлен- ности.
В группе N доминируют детали для авиационной промышленность и ав- томобильные легкосплавные литые колесные диски.
M
S
В группе M значительная часть приходится на производство деталей для нефтегазового оборудования, труб, фланцев, а также для медицин- ской промышленности.
Труднообрабатываемые материалы группы S находят широкое приме- нение в аэрокосмической промыш- ленности, в производстве газовых турбин и в энергетической отрасли.
K
Материалы группы K в основном при- меняются для производства деталей в автомобильной промышленности и общем машиностроении.
Материалы высокой твёрдости группы H применяются в целом ряде отраслей промышленности: автомо- бильной, включая субподрядчиков, общем машиностроении, а также
H
в производстве штампов и пресс- форм.
Формирование и удаление стружки
Основные факторы, определяющие обраба- тываемость материала:
-
Классификация обрабатываемого материала по металлургическим/ механическим свойствам
-
Микро- и макрогеометрия режущей кромки
- Материал (марка сплава) режущего инстру- мента, например, твёрдый сплав с покры- тием, керамика, CBN (КНБ - кубический нитрид бора), PCD (ПКА - поликристалличе- ский алмаз) и пр.
Сочетание этих параметров будет иметь наибольшее влияние на обрабатываемость материала.
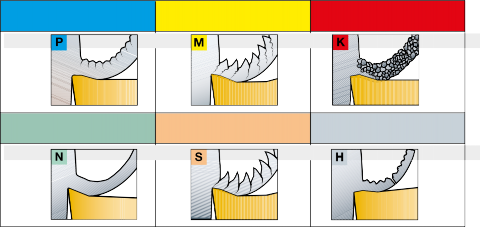
ISO
P
ISO
N
Сталь
Цветные металлы
ISO
M
ISO
S
Нержавеющая сталь
Жаропрочные сплавы
ISO
K
ISO
H
Чугун
Материалы высокой твёрдости
P
Материалы группы ISO-P в основном являются длинностружечными и дают сливную стружку. Подразделяются в зависимости от содержания углерода.
-
Низкое содержание углерода = вязкий материал
-
Высокое содержание углерода = хруп- кий материал
Сила резания и потребляемая мощ- ность отличаются незначительно.
M
Материалы группы ISO-M образуют ступенчатую стружку. Силы резания выше, чем при обработке обычной угле- родистой стали. Существует множество типов нержавеющей стали.
Стружкодробление зависит от содержа- ния легирующих элементов и термо- обработки и может быть очень простым
Формируемая стружка для группы ISO-K варьируется от порошкообразной до сливной. Потребляемая мощность для обработки материалов этой группы обычно невелика.
K
Существует большая разница между серым (эффект самодробления) и ковким чугуном, стружка которого больше похо- дит на стальную.
N
Небольшая потребляемая мощность на 1 мм3, но благодаря высокой скорости съема металла необходимо рассчитать максимальную потребляемую мощность и соизмерить её с мощностью станка.
S
Широкий диапазон, но в основном воз- никают большие силы резания.

Обычно длинная раскалённая докрасна
или почти невозможным.
H стружка. Высокая температура помога- ет снизить значение kc1 и значительно облегчить обработку.
Металлообработка - это комплексная задача
На процесс резания влияют множество параметров





Твёрдость
Деталь
Обрабатываемый материал
P Сталь
M Нержавеющая сталь
K Чугун
N Цветные металлы
S
Жаропрочные сплавы
H
Материалы высокой твёрдости

Твёрдость по Бринеллю

Стандарт ISO выделяет 6 групп обрабатываемых материалов, учитывая уни- кальные свойства обраба- тываемости.
Существует взаимосвязь между твёрдостью обра- батываемого материала и стойкостью инструмента, а также режимами обработки, геометрией и сплавом. Чем выше твёрдость заготовки, тем ниже стойкость инстру- мента и более интенсивный износ режущей кромки.
В зависимости от размера и материала заготовки, за- крепления и способа обра- ботки требуется различный инструмент - токарный, фрезерный, сверлильный
и т.д.

Область применения
Условия
Рабочая среда








Точение
Фрезерование
Сверление
H Черновая/
R тяжёлая
Условия резания
Условия закрепления
СОЖ

Без применения СОЖ
Твёрдый сплав работает
M Получистовая
M
лучше всего в условиях постоянно высокой темпе- ратуры. Поэтому в качестве
L Чистовая/
F лёгкая
первого выбора следует рассматривать обработку без применения СОЖ, в
Существует три основных области применения, все они требуют разных инстру- ментов, пластин и сплавов. Выбор инструмента также зависит от нагрузки на ре- жущую кромку, от черновой обработки до чистовой.
Все детали имеют разные конструкции - форму и раз- мер. Они устанавливаются и закрепляются разными способами, что предъяв- ляет особые требования к инструменту.
зависимости от требований к детали и условий обработ- ки. Однако некоторые спла- вы подходят для обработки как с СОЖ, так и без СОЖ
в зависимости от матери- ала детали и требований к качеству.
Взаимосвязь между обрабатываемым материалом, геометрией и сплавом пластины
Обрабатываемый материал
-
Выбор оптимального сочетания гео- метрии и сплава для определённого обрабатываемого материала — ключ к успешной обработке
-
Эти три основные составляющие должны быть тщательно проанали- зированы и адаптированы к каждой операции обработки
-
Знание и понимание степени влияния этих трёх факторов на процесс реза- ния играет большую роль

Сплав пластины
Геометрия пластины
Основные группы обрабатываемых материалов



S
Материалы классифицируются с помощью кодов MC
Сталь
Чугун
Жаропрочные сплавы и титан
P
M
K
N


Цветные металлы
Нержавеющая сталь
H
Материалы высокой твердости
В каждой группе материалов имеются подгруппы, учитывающие твёрдость материала, величину kc1, способ получения заготовки и механические свойства.
* MC = Новая классификация материалов, заменяющая коды CMC (Coromant Material Classification)
Структура кода MC
В коде MC с помощью комбинации букв и цифр зашифрованы различные свой- ства и характеристики обрабатываемого материала.
Пример 1:
Код P1.2.Z.AN расшифровывается следующим образом:
P = код ISO для стали
1 = группа материалов: нелегированная сталь
2 = подгруппа материалов: содержание углерода 0,25% ≤0,55% C Z = метод получения заготовки: поковка/прокат/холоднотянутая AN = термообработка: отжиг, с указанием полученной твёрдости
Пример 2:
Код N1.3.C.UT расшифровывается следующим образом:
N = код ISO для цветных металлов
1 = группа материалов: алюминиевые сплавы
3 = подгруппа материалов: цветные металлы с содержанием Si 1-13%
С = метод получения заготовки: отливка
UT = без обработки
Если указать не только состав материала, но и технологию производства, термообработку, влияющие на механические свойства, то получится более точное описание, которое можно использовать для подготовки рекомендаций по оптимальным режимам резания.
Сталь ISO P – основные характеристики

Особенности обработки:
-
Длинностружечный материал
-
Относительно легко обрабатывается
-
Низкоуглеродистая сталь склонна к налипанию и требует острых режущих кромок
-
Удельная сила резания kc: 1500–3100 Н/мм2
-
Сила резания, а следовательно, и мощность, необходимая для обработки материалов ISO P, остается в пределах ограниченного диапазона
Что такое сталь?
-
Сталь — самая распространенная группа обрабатываемых материалов
-
Сталь может быть незакалённой, зака- лённой или отпущенной, твердостью до 400 HB
-
Сталь представляет собой сплав на основе железа (Fe), изготавливаемый методом переплава
-
В нелегированных сталях содержа- ние углерода не превышает 0,8%. Остальной состав - железо без добав- ления легирующих элементов
-
В легированных сталях содержание углерода не превышает 1,7%, и поми- мо железа присутствуют легирующие элементы, такие как Ni, Cr, Mo, V, W
ISO
MC
Материал
P
P1
Нелегированная сталь
P2
Низколегированная сталь
(легирующих элементов ≤5%)
P3
Высоколегированная сталь
(легирующих элементов > 5%)
P4
Порошковые стали
Подробнее о кодах МС см. в каталогах продукции.
Нержавеющая сталь ISO M – основные характеристики

Особенности обработки:
-
Длинностружечный материал
-
Приемлемый контроль над струж- кодроблением у ферритной стали, затрудненное стружкообразование у аустенитной и дуплексной сталей
-
Удельная сила резания: 1800–2850 Н/мм2
-
Обработка сопровождается высокими силами резания, наростом на режущей кромке, высокой температурой в зоне резания и поверхностным деформаци- онным упрочнением
Что такое нержавеющая сталь?
-
-
В нержавеющей стали содержится не менее 11–12% хрома
-
Содержание углерода очень низкое (от 0,01 %)
-
Основными легирующими элементами являются Ni (никель), Mo (молибден) и Ti (титан)
-
Образующийся на поверхности слой оксида хрома Cr2O3 придает стали стойкость к коррозии
ISO
MC
Материал
M
P5
Ферритная/мартенситная нержавеющая сталь
M1
Аустенитная нержавеющая сталь
M2
Супер-аустенитная, Ni≥20 %
M3
Дуплексная (аустенитно- ферритная)
Подробнее о кодах МС см. в каталогах продукции
Чугун ISO K — основные характеристики

Особенности обработки:
-
Материал, дающий короткую стружку
-
Хороший контроль над стружкодро- блением в любых условиях
-
Удельная сила резания: 790–1350 Н/мм2
-
Обработка на высоких скоростях вы- зывает абразивный износ инструмента
-
Умеренные силы резания
Что такое чугун?
-
-
Существует 3 основных типа чугуна: серый (GCI), с шаровидным (NCI) и вер- микулярным графитом (CGI)
-
Чугун — это сплав железа с углеро- дом, характеризующийся относитель- но высоким содержанием кремния Si (1–3%)
-
Содержание углерода превышает 2%, что является максимальной раствори- мостью углерода в аустенитной фазе
-
Cr (хром), Mo (молибден) и V (ванадий) образуют карбиды, повышающие прочность и твёрдость, но ухудшаю- щие обрабатываемость
ISO
MC
Материал
K
K1
Ковкий чугун (MCI)
K2
Серый чугун (GCI)
K3
Чугун с шаровидным графитом (NCI)
K4
Чугун с вермикулярным графитом (CGI)
K5
Отпущенный ковкий чугун (ADI)
Подробнее о кодах МС см. в каталогах продукции
Цветные металлы ISO N — основные характеристики

Особенности обработки:
-
Длинностружечный материал
-
Относительно простой контроль над стружкообразованием при условии легирования
-
Цветные металлы (Al) склонны к на- липанию, и при обработке требуются острые режущие кромки
-
Удельная сила резания: 350–700 Н/мм2
-
Сила резания, а следовательно, и мощность, необходимая для обра- ботки материалов ISO N, остаётся в пределах ограниченного диапазона
Что такое цветные металлы?
-
К этой группе относятся мягкие метал- лы твёрдостью менее 130 HB
-
Алюминиевые сплавы (Al) с содержа- нием кремния (Si) до 22% составляют большую часть этой группы материа- лов
-
Медь, бронза, латунь
-
Пластмасса
-
Композиционные материалы (кевлар)
ISO
MC
Материал
N
N1
Сплавы на основе алюминия
N2
Сплавы на основе магния
N3
Сплавы на основе меди
N4
Сплавы на основе цинка
Подробнее о кодах МС см. в каталогах продукции
Жаропрочные сплавы и титан ISO S — основные характеристики

Особенности обработки:
-
Длинностружечный материал
-
Сложности с контролем стружкодро- бления (сегментная стружка)
-
Для пластин из керамики требуется отрицательный главный передний угол, для пластин из твёрдых сплавов — положительный
-
Удельная сила резания:
Для жаропрочных сплавов: 2400–3100 Н/мм2
Для титана:
1300–1400 Н/мм2
-
Требуются довольно большие силы резания и мощность
-
Подробнее о кодах МС см. в каталогах продукции
Что такое жаропрочные сплавы?
-
-
-
Жаропрочные сплавы (HRSA) включа- ют в себя множество высоколегиро- ванных материалов на основе железа, никеля, кобальта и титана
Группы: на основе железа, на основе никеля, на основе кобальта
Условия обработки: отжиг, отпуск, ста- рение, прокат, поковка, литье
Свойства:
ISO
MC
Материал
S
S1
Сплавы на основе железа
S2
Сплавы на основе никеля
S3
Сплавы на основе кобальта
S4
Сплавы на основе титана
S5
Сплавы на основе вольфрама
S6
Сплавы на основе молибдена
-
Повышенное содержание легирую- щих элементов (кобальта больше, чем никеля) обеспечивает повышенную жаропрочность, прочность на растя- жение и стойкость к коррозии
Материалы высокой твёрдости ISO Н
— основные характеристики

Особенности обработки:
-
Длинностружечный материал
-
Приемлемый контроль над стружкодроблением
-
Требуется отрицательный передний угол
-
Удельная сила резания: 2550–4870 Н/мм2
-
Требуются довольно большие силы резания и мощность
Что такое материалы высокой твёрдости?
-
Это самая малочисленная группа с точки зрения обработки резанием
-
В эту группу входят закалённые и отпу- щенные стали твёрдостью
>45–65 HRC и отбеленный чугун
-
Однако, как правило, материалы вы- сокой твёрдости имеют твёрдость в диапазоне 55–68 HRC
ISO
MC
Материал
H
H1
Сталь (45-65 HRC)
H2
Отбеленный чугун
H3
Стеллиты
H4
Ferro-TiC (порошковая металлургия)
Подробнее о кодах МС см. в каталогах продукции
kc1 — табличное значение kc для толщины стружки 1 мм
kc1

Н/мм2
(870,000
6000
)
(725,000
5000
)
580,000
4000
( )
(435,000)
3000
-
Сила резания (Fc) - это сила, которую необ- ходимо приложить для срезания стружки заданного сечения в
определенных условиях
Fc
-
Значение силы резания (Fc) используется при
H расчёте потребляемой
мощности для выполне- ния операции
2000
1000
P M S
(290,000)
(145,00)
K N
-
Удельная сила резания (kc1) — это характери- стика обрабатываемого материала, измеряемая в Н/мм2
Расчеты см. в разделе «Формулы и определения»
Значения kc1 в Н/мм2
(217,500 – 449,500)

P 1500 – 3100
(261,000 – 413,250)

M 1800 – 2850
(114,550 – 195,750)

K 790 – 1350
N 350 – 1350
(50,750 – 195,750)
(188,500 – 449,500)


S 1300 – 3100
(369,750 – 706,150)

H 2550 – 4870
Области обработки в группе ISO-P
Операции и условия обработки

Износостойкость

P
01
10
20
30
40
50
Прочность
P01: Чистовое внутреннее и наружное точение; высокая скорость резания; небольшой припуск; хорошее качество обработанной поверхности; высокая точность; отсутствие вибрации
P10: Точение; профильная обработка; резьбонареза- ние; фрезерование; высокая скорость резания; небольшой или средний припуск
P20: Точение; профильная обработка; средняя ско- рость резания; обработка торцов с небольшим припуском; средние и тяжёлые условия
P30: Точение; фрезерование торцов; скорость реза- ния от низкой до средней; средний и большой припуск; включая операции с тяжёлыми условия- ми обработки
P40: Точение; обработка торцов; фрезерование; отрезка; обработка канавок; низкая скорость ре- зания; большой припуск; очень тяжёлые условия обработки
P50: Когда требуется очень высокая прочность инструмента при точении, обработке торцов, обработке канавок, отрезке, низкая скорость ре- зания, большой припуск, крайне тяжёлые условия обработки
Приведенная выше схема от- носится к группе материалов ISO P. Эти требования также применимы ко всем прочим группам материалов ISO, т.e. M, K, N, S, H.

Производство твердосплавных пластин
Производство твердосплавных пластин
— это тщательно разработанная технология получения геометрии и сплава пластины, идеально подходящих для конкретной области применения.
Развитие инструментальных материалов
Разработка новых твёрдых сплавов, покрытий и гео- метрий позволяет увеличить производительность и сократить производственные затраты.
Большой скачок в производительности произошёл в 60-х и 70-х годах, когда появились первые покрытия.
Затем развитие продолжилось за счёт совершенство- вания основы сплава, геометрий пластин, конструк- ций режущей кромки, а также за счет появления но- вых технологий нанесения покрытий и окончательной обработки пластины с покрытием.
Влияние на производительность
1989
2006

Новое поколение пластин
1999
Покрытия нового поколения
1969
Функциональный градиент
1980
Многослойные покрытия
1957
Сменные пластины
Первые пластины с покрытием







Производство порошков
Твердосплавная пластина состоит из двух основных компонентов:
-
Карбид вольфрама (WC)
-
Кобальт (Co)
Среди других распространенных компонентов - карбиды титана, тантала и ниобия. Различные сплавы получаются в результате использования различных типов порошков в разных процентных соотношениях.
Порошок перемалывается, высушивается, просеива- ется и засыпается в контейнеры.
Сырьё Перемол


(Ta, Nb)C (5%)
Ниобий Тантал
Co (7%)
(Ti, W)C (8%)
Кобальт
Титан Карбид вольфрама

WC (80%)
Сушка
Готовая для прессования твердосплавная смесь
распылением



Вольфрамовый порошок

Размер зёрен карбида вольфрама
0,10 мм
Основное сырьё для изготовления твёрдого сплава — концентрированная вольфрамовая руда. Вольфрамовый порошок изготавливается из оксида вольфрама, получаемого из руды хими- ческим путём. При изменении условий восстановления получается вольфра- мовая смесь с зёрнами различного размера. Зёрна карбида после сушки распылением становятся маленькими и различаются по размеру в зависимости от сплава.
Основные свойства твёрдого сплава
Наряду с размером зерна карбида вольфрама важным фактором, опре- деляющим характеристики твёрдого сплава, является количество связую- щего вещества (кобальта). Увеличение содержания кобальта и размера зёрен

Количество связки
карбида вольфрама приводит к повы- шению прочности, но вместе с тем к уменьшению твёрдости, что снижает износостойкость сплава.
Прочность
Износостойкость Размер зерна WC
Прессование заготовок пластин

Усилие прессования 20 – 50 тонн
Верхний и нижний пуансоны
Матрица и закладной штифт
Контроль

Для прессования используется следующая оснастка:
-
Верхний и нижний пуансоны
-
Закладной штифт
-
Полость
Процедура прессования:
-
Порошок засыпается в полость
-
Верхний и нижний пуансоны сдвигаются (20-50 тонн)
-
Пластина вынимается и устанавливается манипулятором на графитовый лоток
-
Выполняется случайный контроль образцов для проверки веса
На этой стадии пластина на 50% пористая.
Спекание прессованных заготовок
Процесс спекания состоит из следующих этапов:
-
-
-
Поддоны с пластинами загружаются в печь для спекания
-
Температура повышается до ~1400 °C
-
Происходит плавление кобальта, он переходит в жидкую фазу, и образуется кобальтовая связка
-
-
Пластина уменьшается в линейных размерах на 18%, это соответствует 50% уменьшению объёма
Спекание


Поддоны с пластинами
Контроль
Усадка пластин

2 3
-
Пластина до спекания (прессованная)
-
Пластина после спекания
-
Пластина с покрытием
1
Borg 00
Различные типы шлифовальных операций
Шлифование базовых поверхностей

Свободная профильная обработка

Профильная обработка

Притупление - отрицательная фаска
Отриц. фаска
Приту- пление
Периферийное шлифование
7 8 9
4 5 6
1 2 3
SI S2 S3 S4 S5 S6 S7 S8


Borg 00
Упрочнение режущей кромки
Округлением кромки (ER) формирует итоговую микрогеометрию режу- щей кромки.

-
Округлением кромки (ER = Edge Roundness) выполняется перед нанесением покрытия
-
Соотношение W/H зависит от области применения
-
Обычно величина округления ER составляет ~80 мкм.
CVD — химическое осаждение из паровой фазы

Пластины на поддонах помещаются в печь, в камеру которой пода- ётся серия газов, затем трубки очищаются, и подаётся другая серия газов. Эта процедура повторяется до тех пор, пока не будут сформи- рованы все слои покрытия. Процесс выполняется при температуре около 900 °C в течение 30 часов. Толщина покрытия составляет приблизительно 2-20 мкм.



Преимущества покрытий CVD

-
-
Возможность получения покрытий большой толщины
-
Возможность получения покрытий равномерной толщины
-
Очень хорошая адгезия к твердосплавной основе
-
Очень хорошая износостойкость
-
Возможность нанесения оксидных покрытий
PVD — физическое осаждение из паровой фазы
Пластины загружаются в камеру на вращающихся приспособлениях. На стенках камеры размещаются металли- ческие мишени. Основной компонент
— титан (Ti). Мишени нагреваются до температуры ионизации металла.
С помощью газа заряженные ионы переносятся от мишеней к пластине. Поскольку температура пластин ниже, ионы конденсируются на поверхности пластин, образуя покрытие.

Толщина покрытия находится в диапа- зоне 2-6 мкм, в зависимости от области применения пластины.
Сегодня наиболее распространены та- кие PVD-покрытия, как TiN, Ti(C,N), (Ti,Al) N, (Ti,Al,Cr)N, а также оксиды цветных металлов.
Преимущества покрытий РVD
-
Обеспечивают высокую прочность режущей кромки
-
Способны сохранять острую режущую кромку
-
Могут быть нанесены на напайной инструмент
-
Могут быть нанесены на цельный твердосплавный инструмент
Сравнение процессов PVD и CVD
PVD (Физическое осаждение из паровой фазы)
При процессе PVD покрытие форми- руется путём конденсации металли- ческого пара на поверхности пластин. Принцип создания покрытий PVD точно такой же, как при конденсации влажного воздуха на холодном дорожном покры- тии с образованием корки льда.
Покрытие PVD создаётся при гораз- до более низкой температуре, чем покрытие CVD. Обычно процесс PVD

~500 °C
~1/100000 атм
проходит при температуре около 500 °C. Толщина покрытия составляет 2-6 мкм, в зависимости от области применения пластины.
CVD (Химическое осаждение из паровой фазы)
При процессе CVD покрытие образу- ется в результате химической реакции различных газов. Температура, время, расход газа, состав и пр. тщательно контролируются, чтобы регулировать формирование слоёв покрытия. В зави- симости от типа покрытия температура в камере может составлять от 800 до 1100 градусов. Чем толще покрытие, тем дольше длится процесс. Самое тон- кое на сегодняшний день покрытие CVD имеет толщину менее 4 мкм, а самое толстое — более 20 микрон.

-
Тонкое покрытие
-
Острые кромки
-
Прочное

~1000 °C
~1/20 атм
-
Покрытие большей толщины
-
Более износостойкое
-
Термостойкое
Визуальный контроль, маркировка и упаковка
Перед упаковкой каждая режущая пластина ещё раз проходит контроль, сверку с чертежом и номером партии. На пластине маркируется название сплава, после чего она помещается в серую коробку с этикет- кой. Теперь пластины готовы к отправке заказчикам.




Визуальный контроль
Маркировка


Упаковка
Поставка
Наклеивание этикеток


Исполнение режущей кромки и гео- метрия пластины оказывают большое влияние на процесс стружкообразова- ния, стойкость инструмента и режимы резания.
Сила резания, действующая на режущую кромку
Твёрдый сплав имеет высокую проч- ность на сжатие и может работать при высоких температурах без пластиче- ской деформации. Он также может вы- держивать большие силы резания (Fc) без поломок, если режущая пластина имеет надлежащую опору.
Чтобы понять, каким нагрузкам подвер- гается режущая кромка, ниже приведе- ны два режима резания для резцовой головки. Они создают на режущей кромке примерно одинаковую силу резания (Fc).


ap = 13 мм
ap =13 mm
Материал: Сталь
ap=8.1 mm
CMC 02.1 180 HB
ap = 8,1 мм
fn=0.62
fn =1.0
fn = 0,62 мм fn = 1,0 мм
Fc = 1700 кгс
Fc = 1700 кгс
В этих двух случаях сила резания эквивалентна весу легкового автомобиля.
Расчёт Fc
Материал: MC P2 (низколегированная сталь) 180 HB Удельная сила резания kc1 = 2100 Н/мм2
Fc = kc1 x ap x fn
Fc = 2100 Н/мм2 x 13 мм x 0,62 мм = 16926 Ньютонов (Н) = 1700 кгс
1 Н = 0.101 кг
кгс = килограмм-сила
Обработка начинается на режущей кромке

Температура в зоне резания
Типичное стружкообразо- вание — съёмка высокоско- ростной камерой
Максимальное количество тепла, образующееся в зоне резания, концен- трируется в верхней части пластины: на стружколоме и непосредственно на режущей кромке.
Именно там возникает максимальное давление материала, которое, вместе с трением между стружкой и пластиной, вызывает эти высокие температуры.

-
-
-
Передний угол пластины, геометрия режущей кромки и подача играют важ- ную роль в процессе стружкообразо- вания
-
Важная задача — отведение тепла от зоны резания через стружку (80%)
-
Оставшееся тепло обычно равномер- но распределяется между заготовкой и инструментом
Конструкция современной пластины

Пластина для получистового точения стали
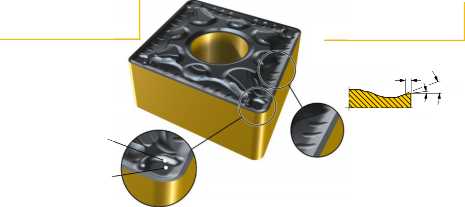
Конструктивные элементы и геометрия
Конструкция вершины
Конструкция главной режущей кромки
0,25 мм
20°
Макрогеометрия со стружколомом
Геометрия для малой глубины
резания
5°
-
Ширина фаски 0,25 мм
-
Передний угол 20°
-
Угол фаски 5°

0,2 мм
Усиление режущей кромки
Округление режущих кромки (ER) формирует окончательную микрогеометрию

-
Округление режущей кромки выпол- няется перед нанесением покрытия и придает ей итоговую форму (микроге- ометрию)
-
Соотношение W/H зависит от области применения
Обычно величина округления сопо- ставима с толщиной волоса:~80 мкм.
Отрицательная фаска повышает прочность режущей кромки
В некоторых случаях пластины имеют отрицательную фаску и усиленные вершины, что делает их прочнее и надёжнее при прерывистом резании.
 Фаска
ФаскаОтрица- тельная фаска
0,1 мм
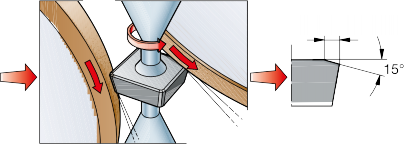
-
Отрицательная фаска повышает прочность режущей кромки, но при этом создаёт большие силы резания
Передний угол
Передний угол может быть отрицательным или поло- жительным.
В связи с этим существуют пластины без задних углов (задний угол равен нулю) и с задними углами (поло- жительный угол). Этот параметр определяет наклон режущей пластины в державке, который обеспечива- ет в итоге либо отрицательный, либо положительный передний угол.


Положительный и отрицательный передние углы
-
-
-
-
Передний угол — угол между передней по- верхностью пластины и основной плоскостью
При токарной обработке требуется прочная режущая кромка, которая сможет обеспечить длительное непре- рывное резание при высоких темпера- турах. Следовательно, кромка должна обладать хорошей стружколомающей способностью и высокой стойкостью
к различным типам износа и пластиче- ской деформации.
При фрезеровании, где резание всегда прерывистое, кромка должна иметь хороший запас прочности. Сильные ко- лебания температуры режущей кромки из-за прерывистого резания также повышают значимость такого свойства, как стойкость к образованию термиче- ских трещин.
При сверлении кромка должна быть достаточно прочной для длительной работы при очень низких скоростях резания, в том числе при нулевой ско- рости в центре сверла.
На большинстве операций сверления применяется подвод СОЖ, в основном для эвакуации стружки, что подвергает кромку дополнительным нагрузкам из- за колебаний температуры. Для транс- портировки стружки по узким стружеч- ным канавкам из отверстия необходимо обеспечить её хорошее дробление.
Максимальная производительность
Специализированные пластины для различных областей применения
Основные требования к геометрии и сплаву пластины обусловлены областью применения пластины: точение, фрезерование, сверление.


Точение • Требуется прочная режущая кромка, которая сможет обеспечить длитель- ное непрерывное резание при высо- кой температуре
-
Хорошее стружкодробление
P
-
Высокая стойкость к различным типам износа и пластической деформации
M Фрезерование

K
N
S
Сверление

H
-
-
Всегда прерывистое резание, кромка должна иметь хороший запас прочно- сти
-
Из-за значительных перепадов темпе- ратур на режущей кромке при пре- рывистом резании важным фактором становится стойкость к образованию термотрещин
-
Режущая кромка должна быть доста- точно прочной, чтобы работать при низкой скорости резания, в центре сверла скорость резания равна нулю
-
Режущая кромка должна быть устойчи- ва к изменениям температуры в связи с применением СОЖ для эвакуации стружки
-
Режущая кромка должна обеспечивать надёжное стружкодробление для эва- куации стружки по узким стружечным канавкам
Шесть групп обрабатываемых материалов
Различный характер формирования стружки
Хорошее стружкодробление обычно приводит к возникновению боль- ших сил резания и интенсивному выделению тепла, в зависимости от материала. Это может привести к необходимости снижения скорости резания и, как следствие, адгезионному износу. С другой стороны, цветные металлы, нелегированная сталь и низкопрочный чугун создают меньшие силы резания.

Сталь

Нержавеющая сталь

Чугун

Цветные металлы

Жаропрочные
сплавы

Материалы высокой
твёрдости

Универсальные и оптимизированные токарные пластины
Универсальные пластины
-
Универсальная геометрия
-
Оптимизация за счёт сплавов
-
Неоптимальная производительность
Область применения

Специализированные пластины
-
Специализированные сплавы и геометрии
-
Оптимальная производительность в зави- симости от обрабатываемости материала
Область применения
Специализированные пластины для материалов групп ISO P, M, K и S







Различные микро- и макрогеометрии адаптированы в соответствии с обла-
стью применения и обрабатываемым материалом.
Обрабатываемый
материал
Чистовая
обработка
Получистовая
обработка
Черновая
обработка

0,7 мм
0,2 мм
0,32 мм


0,29 мм
0,32 мм

0,1 мм
0,25 мм





Область применения — точение
ap Глубина резания,

R
мм Черновое точение
-
Операции удаления большого припуска и/или тяжёлые условия обработки
-
Сочетание больших глубин резания и подач
-
Операции, требующие высокой надёжности кромки
M
Получистовое точение
-
Большинство операций — общее назначение
-
Операции получистовой и лёгкой черновой обработки
-
Широкий диапазон глубин резания и подач
F
Чистовое точение
-
Операции с небольшой глубиной резания и низкими подачами
-
Операции, требующие небольших сил резания
fn
Подача, мм/об
Выбор геометрии пластин для точения





Чистовая (F)
-
Очень острая
-
Чистовая обработка
-
Низкие силы резания
-
Низкие подачи
Получистовая (M)
-
-
-
Геометрия общего назначения
-
Средние подачи
-
От получистовых до лёгких черновых операций
Черновая (R)
-
Прочная режущая кромка
-
Черновая обработка
-
Наибольшая надёжность кромки
-
Высокие подачи
Область применения — фрезерование
ap Глубина резания,

H
мм Тяжёлое фрезерование
-
Удаление максимального припуска и/или тяжёлые условия обработки
-
Большая глубина резания и высокие подачи
-
Операции, требующие высокой надёжности режу- щей кромки
M
Среднее фрезерование
-
Большинство операций — общее назначение
-
Операции получистовой и лёгкой черновой обработки
-
Средние глубины резания и подачи
L
Лёгкое фрезерование
-
Операции с небольшой глубиной резания и низкой подачей
-
Операции, требующие небольших сил резания
Подача fz, мм/зуб
Выбор геометрии пластин для фрезерования



Лёгкая (-L)
-
-
-
Очень острая
-
Ненагруженная обработка
-
Низкие силы резания
-
Низкие подачи
Средняя (-M)
-
Геометрия общего назначения
-
Средние подачи
-
От получистовых до лёгких черновых операций
Тяжёлая (-H)
-
Прочная режущая кромка
-
Тяжёлая обработка
-
Наибольшая надёж- ность режущей кромки
-
Высокие подачи
Выбор материала режущего инструмента — важный фактор при планировании операции металлообработки.
Базовые знания о характеристиках каждого инструментального материала позволяют сделать правильный выбор для любой об- ласти применения. При выборе материала необходимо учитывать материал заготовки, её форму, требования по точности и качеству, а также состояние оборудования.

Различные типы инструментальных материалов


Твёрдость

CD
1 1. Алмаз
2 CB
3 2. Кубический
4
нитрид бора
5 CC
-
Керамика
6 CT
-
Кермет

GC
-
Твёрдый сплав с
покрытием
HSS
-
Быстрорежущая
Прочность
сталь
Идеальный инструментальный материал должен быть:
-
твёрдым, для обеспечения стойкости к износу по задней поверхности и деформации
-
прочным, во избежание поломки режущей кроми
-
химически инертным к материалу заготовки
-
химически устойчивым к окислению и диффузии
-
устойчивым к резким изменениям температуры
Основная классификация инструментальных материалов

-
Твёрдый сплав без покрытия (HW)
-
Твёрдый сплав с покрытием (HC)
-
Кермет (HT, HC)
-
Керамика (CA, CN, CC)
-
Кубический нитрид бора (BN)
-
Поликристаллический алмаз (DP, HC)
-

-
(HW) Твёрдые сплавы без покрытия, содержащие в основном карбиды вольфрама (WC)
-
(HT) Безвольфрамовые твёр- дые сплавы без покрытия (керметы), содержащие в основном карбиды (TIC) и/или нитриды (TIN) титана
-
(HC) Твёрдые сплавы с покрытием, содержащие в основном карбиды вольфрама (WC)
-
(CA) Оксидная керамика, состоящая в основном из оксида алюминия (Al2O3)
-
(CM) Смешанная керамика на основе оксида алюминия (Al2O3), но содержащая также и другие элементы
-
(CN) Нитридная керамика, содержащая в основном нитриды кремния (Si3N4)
-
(CC) Вышеперечисленная керамика, но с покрытием
-
(DP) Поликристаллический алмаз ¹
-
(BN) Кубический нитрид бора ¹
¹) Поликристаллический алмаз и кубический нитрид бора называют сверхтвёрдыми режущими материалами
Твёрдый сплав без покрытия
Характеристики, особенности и преимущества

-
Используется для точения, фрезерования и сверления стали, жаропрочных сплавов, ти- тана, чугуна и цветных металлов в средних и тяжёлых условиях
-
Хорошее сочетание высокой прочности и стойкости к абразивному износу
-
Острые режущие кромки
-
Надёжная режущая кромка, но недостаточ- ная износостойкость на высокой скорости резания
-
Небольшая доля в ассортименте сплавов
-
-
Твёрдый сплав с покрытием
Характеристики, особенности и преимущества

-
Применяется для точения, фрезерования и сверления любых материалов на всех стадиях и этапах обработки деталей любой сложности
-
Отличное сочетание износостойкости и проч- ности при выполнении различных операций
-
Широкий выбор сплавов с твёрдыми и проч- ными основами, в основном полученных гра- диентным спеканием, с различными типами покрытий CVD и PVD
-
Прогнозируемый износ при высокой стойко- сти
-
Основная часть в ассортименте пластин, с постоянным ростом доли
Кермет

Керамика

-
-
-
-
Используется для чистовых и получистовых операций, где требуются высокая точность размеров и качество обработанной поверх- ности
-
Высокая химическая стабильность, твёрдая и износостойкая основа
-
Изготовлен на основе карбидов титана (TiC, TiCN) с кобальтом в качестве связующего вещества
-
PVD-покрытие повышает износостойкость и долговечность инструмента. Свойство само- затачивания. Ограниченная прочность
-
Достаточно малая доля в программе пластин
-
В зависимости от типа керамика в основном используется для обработки чугуна и стали, материалов высокой твёрдости и жаропроч- ных сплавов
-
Сплавы из керамики имеют высокую изно- состойкость и хорошую красностойкость. Широкий спектр областей применения для обработки различных материалов и деталей
-
Керамика хрупкая, поэтому требует стабиль- ных условий. Для повышения прочности изготавливают армированные варианты керамических сплавов или со специальными добавками
-
Довольно небольшая доля в программе пластин, но растет применение в аэрокос- мической промышленности и для обработки закалённой стали и чугуна
Кубический нитрид бора
Характеристики, особенности и преимущества

-
Для чистового точения закалённой стали. Черновая обработка серого чугуна на высо- ких скоростях резания. Черновое точение отбеленного чугуна
-
Для операций, требующих исключительной износостойкости и прочности
-
Нитрид бора с керамической или нитрид-титановой связкой
-
Имеет высокую теплостойкость при высоких скоростях резания
-
Узкая область применения и небольшой ассортимент пластин. Тенденция в сторону повышения доли обрабатываемых материа- лов высокой твёрдости
Поликристаллический алмаз

-
Точение обычных цветных металлов при низкой температуре и очень абразивных сверхэвтектических цветных металлов. Используется для обработки цветных ме- таллов и неметаллических материалов
-
Очень износостойкие сплавы. Склонность к выкрашиванию
-
Напаянные вершины из поликристалличе- ского алмаза (PCD) или тонкое алмазное покрытие
-
Исключительная износостойкость и дол- говечность инструмента. Разрушается при высоких температурах. Легко растворяется в железе
-
Довольная небольшая доля в ассортименте пластин, ограниченное применение
-
Развитие инструментальных материалов
Развитие материалов режущего инструмента в период с 1900 года до наших дней можно проследить по сокращению времени, необходимого для обработки детали длиной 500 мм и диаметром 100 мм.
В начале прошлого века инструментальные материалы были незначительно твёрже обрабатываемого материала. Поэтому стойкость инструмента была невысокой,
а скорость резания и подачу приходилось сильно ограничивать.
С появлением быстрорежущей стали (HSS) металлообработка сделала огромный шаг вперёд: длительность резания сократилась.
Спустя 20 лет твёрдый сплав без покрытия позволил сократить время обработки до ошеломляющих 6 минут.
С появлением твёрдых сплавов с покрыти- ем длительность резания сократилась до полутора минут.
Сегодня благодаря улучшенным геометриям и новым технологиям нанесения покрытий время обработки стального прутка длиной 500 мм составляет менее 1 минуты.
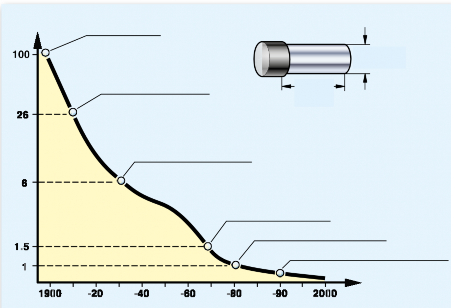
В дополнение к традиционным твёрдым сплавам с покрытием и без покрытия появи- лись новые инструментальные материалы, такие как кермет, керамика, кубический нитрид бора и поликристаллический алмаз, которые ещё больше повысили производи- тельность обработки.
Время (минут)
Углеродистая сталь
ø100 мм
Быстрорежущая сталь (HSS)
500 мм
Твёрдый сплав
Твёрдый сплав с покрытием
Новые геометрии пластин, новые покрытия
Новые инструментальные материалы
Что такое твёрдый сплав и инструментальный сплав?


Покрытия для твёрдого сплава
-
-
-
Твёрдый сплав — это материал, полу- чаемый методом порошковой метал- лургии, состоящий из:
-
твёрдых частиц карбида вольфрама (WC)
-
кобальтовой связки (Co)
-
твёрдых частиц Ti, Ta, Nb (карбидов титана, тантала и ниобия)
-
-
Инструментальный сплав — это материал определённой твёрдости и прочности, из которого изготовлена пластина. Характеристики сплава определяются комбинацией исход- ных материалов, составляющих его основу.
-
Первое покрытие для твёрдых сплавов было разработано в 60-е годы 20 века
-
Был нанесен тонкий слой нитрида титана толщиной всего несколько микрометров. Это сразу повысило работоспособность твёрдого сплава
-
Покрытия повышают износостойкость, благодаря чему инструмент служит дольше и работает на более высоких режимах резания
-
Современные сплавы покрывают слоями различных карбидов, нитридов и оксидов
Микроструктура твёрдого сплава
Твёрдый сплав состоит из твёрдых ча- стиц (карбидов) в связующей матрице.
Как правило, в качестве связующего используют кобальт (Co), но может использоваться и никель (Ni). Твёрдые частицы в основном состоят из карбида вольфрама (WC) с возможным добавле- нием гамма-фазы (карбиды и нитриды Ti, Ta, Nb).
Гамма-фаза обладает лучшей стойко- стью и менее химически активна при высоких температурах, таким образом, она часто встречается в сплавах, пред- назначенных для обработки с высокими температурами. Карбид вольфрама имеет более высокую стойкость к абра- зивному износу.
Альфа-фаза (WC)
Гамма-фаза (TiC)
Бета-фаза (Co)
Элементы:


Альфа-фаза WC (карбид вольфрама)

Гамма-фаза (Ti,Ta,Nb)C
(карбиды титана, тан- тала, ниобия)
 Бета-фаза Co (кобальт)
Бета-фаза Co (кобальт)Диаметр волоса
= 50-70 мкм
Основные характеристики
Наряду с размером зерна карбида вольфрама, количество связующего вещества (кобальта) является важным фактором, определяющим характери- стики твёрдого сплава. Содержание кобальта в сплавах Sandvik Coromant обычно составляет 4–15% от общей массы.
Увеличение содержания кобальта и зернистости карбида вольфрама
способствует повышению прочности, но при этом снижается твёрдость. В результате основа становится менее стойкой к пластической деформации, что означает снижение износостойко- сти и срока службы инструмента.

Количество связки
Прочность
Износостойкость Размер зерна
WC

Структура покрытия
Факторы, влияющие на работоспособ- ность пластины:
-
Процесс нанесения покрытия
-
Материал покрытия
-
Толщина покрытия
-
Последующая обработка
-
Структура поверхности
Пример современных сплавов для точения стали
Структура и расположение слоёв покрытия
Износостойкость P
Прочность





Градиентная основа для оптимизации прочности и твёрдости
ISO P01 – P15
ISO P05 – P30
ISO P10 – P35
ISO P20 – P45
Чем больше толщина покрытия, тем выше износостойкость
Чем твёрже основа, тем выше стойкость к пластической деформации
Структура сплава

Типы покрытий и основы зависят от области применения
P05 – P35
M15
M25
M35
K05 – K15
Чем больше толщина покрытия, тем выше износостойкость.
Чем выше твёрдость основы, тем выше стойкость к деформации.
Покрытие современного сплава для точения
Сплав оказывает большое влияние на производительность пластин

Al2O3
-
Покрытие для обеспече- ния химической и терми- ческой стойкости
TiCN
-
Покрытие MTCVD для по- вышения износостойкости
Функциональный градиент
-
Для оптимального сочета- ния прочности и твёрдости
Твёрдый сплав
-
Стойкость к пластической деформации
Свойства различных типов покрытий
Покрытие CVD (Chemical Vapor Deposition)
Химическое осаждение из паровой фазы

-
Сегодня наиболее распространены такие СVD-покрытия, как TiN, Ti(C,N) и
-
TiN
Al2O3
Ti(C,N)
Al2O3
-
TiCN обеспечивает стойкость к износу по задней поверхности
-
Al2O3 обеспечивает теплостойкость (стойкость к пластической деформации)
-
TiN позволяет легко выявить износ
TiN = нитрид титана
Ti(C,N) = карбонитрид титана Al2O3 = оксид алюминия
Покрытие РVD (Physical Vapor Deposition)
Физическое осаждение из паровой фазы

-
Покрытия PVD обычно прочнее, чем покрытия CVD
TiAlN
-
Покрытия PVD часто используются в сочетании с мелкозернистой осно- вой для получения острых режущих кромок
-
Общая толщина покрытия PVD, как правило, составляет 3–6 мкм
-
Покрытие наносится при температуре около 500 °C
TiAlN = нитрид титан алюминия

Износ и обслуживание инструмента
-
-
Тяжёлые условия металлообработки
Различные механизмы износа пластин
Тип износа
Обозначение
Изображение износа
Причина
Механический



Сколы на режущей кромке — это ре- зультат механических перегрузок
Термический





Перепады темпе- ратуры вызывают образование трещин, а высокая температу- ра приводит к пласти- ческой деформации (PD) режущей кромки
Химический



Возникает из-за химической реакции между материалом заготовки и режущим инструментом
Абразивный



Происходит из-за истирания, вызывае- мого твёрдыми ком- понентами материала заготовки, например SiC в случае чугуна
Адгезионный

BUE
При обработке вязкого материала происходит наро- стообразование на кромке


BUE = наростообразование на кромке PD = пластическая деформация
Виды износа, причины и решения
Основные виды износа режущих кромок
Износ по задней поверхности (абразивный)
Износ по задней поверхности — один из наиболее распространённых видов износа, он возникает на задней поверхности пластины (инструмента). Это пред- почтительный вид износа.

Причины
При резании пластина исти- рается по задней поверхно- сти из-за трения о поверх- ность заготовки. Износ, как правило, начинается на ре- жущей кромке и постепенно распространяется вниз.
Решение
Снижение скорости резания и одновременное увели- чение подачи повышает стойкость инструмента при сохранении производитель- ности.
Лункообразование (химический износ)

Причины Лункообразование возни- кает в результате контакта стружки с передней поверх- ностью пластины (инстру- мента).
Решение
Снижение скорости резания, выбор подходящей геоме- трии и более износостойкое покрытие пластины (инстру- мента) повышают стойкость инструмента.
Пластическая деформация (термический износ)
Пластическая деформация — необратимое изменение формы режущей кромки, где имело место либо вдавливание кромки, либо ее проседание.

Проседание кромки

Вдавливание кромки
Причины
Режущая кромка подверга- ется воздействию больших сил резания и высоких тем- ператур, в результате чего возникает напряжение, пре- вышающее предел текучести материала инструмента.
Решение
Пластическую деформа- цию можно предотвратить путем использования более теплостойких сплавов. По- крытия повышают стойкость к пластической деформации пластины (инструмента).
Отслаивание
Отслаивание обычно происходит при обработке вязких материалов, склонных к налипанию.

Причины
Когда режущая кромка под- вергается растягивающему напряжению, может возник- нуть адгезионный износ. Это может привести к отслое- нию покрытия, обнажению нижних слоев или основы.
Решение
Повышение скорости резания и выбор пластины с более тонким покрытием уменьшит отслаивание.
Термические трещины
Трещины — это узкие разрывы на режущей кромке. Некоторые трещины не выходят за пределы покрытия, другие же достигают основы. Трещины обычно перпендикулярны кромке и чаще всего являются термическими.

Причины
Трещины образуются в ре- зультате частых колебаний температуры.
Решение
Во избежание образования трещин следует выбирать более прочный сплав и обе- спечить обильную подачу СОЖ либо исключить подачу СОЖ.
Выкрашивание (механический износ)
Выкрашивание — это незначительное повреждение кромки. Разница между вы- крашиванием и сколами состоит в том, что при выкрашивании можно продолжать использование режущей пластины.

Причины
Существует множество ком- бинаций механизмов износа, вызывающих выкрашивание. Однако наиболее распро- странены термомеханиче- ский и адгезивный.
Решение
Для минимизации выкраши- вания можно принять раз- личные профилактические меры, в зависимости от того, какие механизмы износа его вызвали.
Образование проточин
Образование проточин характеризуется чрезмерным локализованным повре- ждением главной режущей кромки на максимальной глубине резания, но может иметь место и на вспомогательной кромке.

Причины
Наиболее частой причи- ной образования проточин является химический износ, как показано на рисунке.
Другой причиной может быть неравномерное увеличение адгезионного или термическо- го износа. В последнем случае важными факторами обра- зования проточин являются деформационное упрочнение и образование заусенцев.
Решение
В случае с материалами, подверженными дефор- мационному упрочнению, выбирайте меньший угол в плане и/или варьируйте глубину резания.
Сколы/поломка
Сколы — это отламывание большого участка режущей кромки, при котором режущая пластина больше не может работать.

Причины
Режущая кромка подверг- лась большей нагрузке, чем она способна выдержать. Это может быть следствием слишком сильного износа, который привёл к увеличе- нию сил резания. Скол также может преждевременно произойти из-за непра- вильного выбора режима резания или проблем со стабильностью наладки.
Решение
Выясните вид износа и предотвратите его, выбрав подходящий режим резания и проверив стабильность наладки.
Наростообразование (адгезионный износ)
Наростообразование (BUE) — это скопление материала на передней поверхно- сти пластины (инструмента).

Причины
Обрабатываемый материал нарастает на верхней части режущей кромки, в резуль- тате кромка изолируется от заготовки. Увеличиваются силы резания, что приводит к отслаиванию и снятию ча- стей покрытия и даже слоёв основы.
Решение
Предотвратить наросто- образование можно увели- чением скорости резания. При обработке более мягких, вязких материалов поможет более острая кромка.
Последствия неудовлетворительного обслуживания инструмента

-
Поломка режущих пластин
-
Поломка опорных пластин
-
Поломка державок
-
Поломка деталей
-
-
-
Поломка станка
Результат:
-
Снижение производительности
-
Рост производственных затрат
Контроль износа инструмента


Визуальный контроль опорной пластины и гнезда под опорную пластину
-
Проверьте опорную пластину на предмет повреждений
-
Поломка Отпечаток стружколома
-
Очистите гнездо пластины и поврежденное место и опору режущей кромки
-
При необходимости поверните или замените опорную пластину
-
Убедитесь, что пластина находится в правильном положении относительно опорных точек
-
Убедитесь, что вершины опорной пластины не сбиты при обработке или установке
Контроль посадочного гнезд
-
Проверяйте гнездо на предмет повреждения или деформации
-
Посадочное гнездо увеличено вследствие износа. Пластина не установится в гнезде по всем опорным поверхностям. Используйте щуп толщиной 0,02 мм для контроля зазора
-
Небольшой зазор на углах, между опор- ной поверхностью пластины и основанием гнезда

Важность правильного выбора ключа
Почему необходим подходящий ключ?
-
Продлевается срок службы винта и ключа
-
Снижается риск срыва резьбы винта
Как правильно затягивать винт пластины?
-
Важно использовать подходящий ключ
-
Затягивайте винт с правильным моментом. Значения момента указано на инструменте и в каталоге
-
Не забывайте о здравом смысле!
Динамометрические ключи Torx Plus®
Динамометрические ключи Torx Plus® от Sandvik

Нм Coromant
Torx Plus® в сравнении с Torx

Поперечное сечение


Torx Plus®
Torx
Torx Plus®
Torx Plus® является зарегистрирован- ной торговой маркой Camcar Textron (США).
Стандартный винт с внутренним шестигранником- звездочкой (Torx)
Ключи Torx Plus® с регулируемым моментом затяжки


-
Инструментам для отрезки и обработ- ки канавок требуется ключ с регули- руемым моментом затяжки, поскольку момент затяжки не связан с размером винта пластины
-
Данный ключ следует использовать для всех инструментов с крепежными винтами
Винты пластин/крепёжные винты

-
Резьбы, головки винтов и шестигран- ные гнезда Torx должны быть в хоро- шем состоянии
-
Используйте подходящие ключи
-
Обеспечьте правильный момент затяжки винта
-
Во избежание заклинивания нанеси- те достаточное количество смазки. Наносите смазку как на резьбу, так и на головку винта
-
Изношенные или поврежденные винты заменяйте
Важно!
Используйте специальный состав для смазывания резьбы и головок винтов

Опорные поверхности
-
-
Проверьте опорные и контактные поверхности державок, корпусов фрез и свёрл и убедитесь в отсутствии повреждений и загрязнений

-
При растачивании необходимо обе- спечить самое надёжное закрепление. Если расточная оправка не упирается в торец базового держателя, то вылет будет увеличен, что приведёт к возник- новению вибраций
-
-

Угол при вершине 80°
IC
RE L
Безопасность производства
-
-
-
-
Для достижения хорошего контро- ля над стружкодроблением важно
-
выбрать правильный размер пластины, её форму, геометрию, а также радиус при вершине пластины.
-
Для обеспечения прочности и эконо- мии выбирайте максимально воз- можный угол при вершине режущей пластины
-
Для обеспечения прочности пласти-
ны выбирайте максимально возмож-
L = длина режущей кромки (размер пластины)
RE = радиус при вершине

ный радиус при вершине пластины
- При возможном возникновении вибраций выбирайте пластины с меньшим радиусом при вершине
Стабильность
-
Стабильность — ключевой фактор успешной металлообработки, от кото- рого зависят затраты на обработку и производительность
-
Убедитесь, что обеспечены мини- мальный вылет инструмента и макси- мальная жёсткость технологической системы
Эксплуатация пластин

Режущие пластины хранятся в специаль- ной упаковке во избежание контакта пла- стин между собой, поскольку в результате может произойти повреждение кромок (микротрещины и/или выкрашивание).
Эти повреждения могут снизить произ- водительность и стойкость инструмента. Рекомендуется оставлять пластины в заводской упаковке до их непосредствен- ного применения.
Этапы технического обслуживания
-
Проверяйте инструмент и опорные пластины на предмет износа и повреждений
-
Убедитесь, что гнездо под режущую пластину чистое
-
Убедитесь, что режущая пластина правильно уста- новлена в гнезде
-
Убедитесь, что используются правильные ключи
-
Контролируйте момент затяжки винта
-
Перед сборкой инструмента смажьте винты
-
Убедитесь, что опорные поверхности на инстру- ментах, оснастке и шпинделях чистые и не имеют повреждений
-
Убедитесь, что расточная оправка хорошо закре- плена и оснастка не повреждена
-
Правильная систематизация, хорошее обслужи- вание и документирование запасов инструмента снижают производственные затраты
-
Стабильность всегда является важнейшим факто- ром при выполнении любой операции металлоре- зания
Как повысить эффективность H 64
Большее количество деталей за единицу времени

 Определение производительности
Определение производительностиОтношение стоимости произведённой продук- ции к стоимости затра- ченных ресурсов
= выпуск/затраты
Борьба с отставанием в уровне производительности
Во всех отраслях промышленности затраты на производство, например, на рабочую силу, сырьё, оборудование и т.д., растут быстрее, чем цена товара на рынке. Чтобы преодолеть это отставание, необхо- димо постоянно повышать эффективность и произ- водительность. Это единственный способ сохранить конкурентоспособность и, в конечном итоге, остаться в бизнесе.

135

130
125 Рост себестоимости
120
115
110
105 Отставание в
100 производительности
95 Рост цены

Источник: Машиностроительная отрасль в ОЭСР.
Повышение производительности
Рассмотрим три основных параметра механической обработки — скорость резания, подачу и глубину резания, — каждый из которых влияет на стойкость инструмента. Глубина резания оказывает наименьшее влияние, величина подачи оказывает большее воздействие. Скорость резания в наибольшей степени вли- яет на стойкость инструмента.

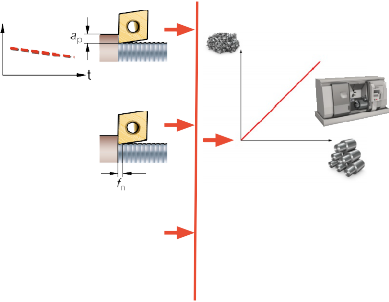


Глубина резания, мм

Подача, мм/об

Оптимизация глубины резания, подачи и скорости резания — лучший способ повысить производительность
Скорость резания, м/мин
Производительность (Q) — это количество материала, удаляемого за единицу времени, в см3/мин
Точение
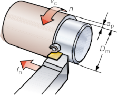
Q = vc × ap × fn × 12
Q = vc × ap × fn
Метрические единицы Дюймовые единицы
Фрезерование

vf
Метрические единицы

Q =
ap × ae × vf
1000
Q = ap × ae × vf
Дюймовые единицы
Повышение производительности — примеры
Скорость съёма металла при фиксированной глубине резания 3,0 мм:
Низколегированная Режущая пластина: CNMG 120408-PM 4225


P сталь,
МС P2
Твердость, HB 180
ap, мм
fn, мм/об
vc, м/мин
Q, см3/мин
3.0 3.0 3.0
(.118)
(.006)
(.118)
(.012)
(.118)
(.020)
0.15 0.3 0.5
(1394)
(1132)
(902)
425 345 275
(12)
(19)
(25)*
191 310 412*
* Min скорость резания при max подаче
= максимальная производительность
Сравнение пластины формы W (ломаный треугольник) с одно- и двухсто- ронней пластинами формы C (ромб)
P
Низколегированная сталь,
МС P2
Твёрдость, HB 180
Ломаный треугольник
Пластина: двухсторонняя для получистовой обработки

3/4 мм
Кол-во проходов/
15 мм
глубина резания, ap 1/3 мм


Время обработки, Tc 22 секунды

Ромб
Пластина: двухсторонняя для получистовой обработки
50 мм
Кол-во проходов/ глубина резания, ap


Время обработки, Tc
3/5 мм
16 секунды
Пластина: односторонняя для черновой обработки

Кол-во проходов/ глубина резания, ap
Время обработки, Tc
2/7,5 мм
8 секунды

Время, в течение которого создаётся ценность
Производственное время (планируемое)
Время обработки
Смена инструмента, наладка и калибровка, станок остановлен
Смена заготовок Другое
Поломки
Время резания
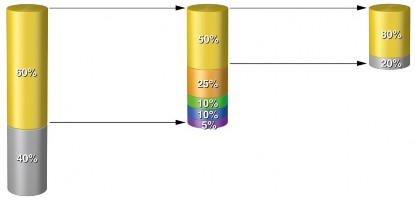
Вспомо- гательное время (без резания)
Прочее время
Время резания = 60% x 50% x 80% = 24%
Экономика металлообработки

-
-
Переменные затраты
Затраты, возникающие только во время производства:
-
режущий инструмент (3%)
-
материал заготовок (17%)
-
-
Постоянные затраты
Затраты, возникающие независимо от производства:
-
обслуживание станков и оснастки (27%)
-
оплата труда (31%)
-
здания, административные затраты (22%)
Коэффициент использования станка
Затраты, стойкость инструмента или производительность
Стоимость инструмента - это легко измеряемая величина, так как известны цены и уровень скидки. Но даже при снижении цены на 30% себестоимость детали уменьшится всего на 1%.
Аналогичный результат — экономия затрат в 1% — получается при повышении стойкости инструмента на 50%.
Повышение режимов резания всего на 20% значи- тельно снижает затраты на деталь и уменьшает её себестоимость на 15%.
-
Снижение затрат:

30% снижение цены на инструмент уменьшает себестоимость детали на 1%
-
Повышение стойкости:
50% повышение стойкости инструмента уменьшает затраты на деталь на 1%
15%
-
Повышение режимов резания:
20% повышение режимов резания уменьшает себестоимость детали более чем на 15%
Коэффициент использования станка
Затраты, стойкость инструмента или производительность

Пример:
Завод тратит $10000 на изготовление 1000 деталей.
Затраты на деталь составляют $10.
Переменные затраты
-
Инструмент
-
Заготовка
Сегодня
$ .30
$ 1.70
Снижение цены
$ .21
$ 1.70
Повыше- ние стой- кости
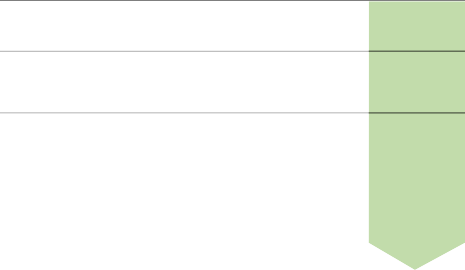
$ .20
$ 1.70
Увеличение режимов резания
$ .45
$ 1.70
Постоянные затраты
– Оборудование
$ 2.70
$ 2.70
$ 2.70
$ 2.16
– Оплата труда
$ 3.10
$ 3.10
$ 3.10
$ 2.48
– Здание
$ 2.20
$ 2.20
$ 2.20
$ 1.76
Затраты на деталь
$ 10.00
$ 9.91
$ 9.90
$ 8.55
Экономия
1%
1%
15%
Экономика металлообработки
Режимы резания и затраты
-
Скорость резания не влияет на посто- янные затраты
-
При увеличении скорости резания увеличивается количество деталей, производимых за час, следовательно, уменьшается стоимость станкочаса
-
При увеличении скорости резания снижается стойкость инструмента, поэтому затраты на инструмент увели- чиваются
-
Если сложить все затраты, получим кривую суммарных Производственных затрат.

-
С ростом скорости резания повы- шается Производительность, пока мы не дойдём до уровня, когда будет затрачиваться непропорционально
много времени на смену инстру- мента и производительность начнёт снижаться
-
Самая нижняя точка на Кривой про- изводственных затрат соответствует экономической скорости резания
-
Самая верхняя точка на Кривой коли- чества деталей в час соответствует скорости резания, обеспечивающей максимальную производительность
Скорость резания между этими двумя точками представляет собой Зону высокой эффективности, в которой следует работать.
Кол-во деталей в час
Затраты на деталь
Производственные затраты
Затраты на инструмент
Производительность
Экономическая
скорость
Постоянные затраты Станко-час
Зона высокой эффективности
Скорость max производительности
Скорость резания
Рекомендуемые режимы резания
Коррекция скорости резания для повышения стойкости инструмента или скорости съёма металла
Стойкость инструмента
-
-
-
Все рекомендуемые режимы резания рассчитаны исходя из стойкости ин- струмента, равной 15 минутам
-
В приведенной ниже таблице стой- кость инструмента в 15 минут соответ- ствует коэффициенту 1,0
-
Умножаем коэффициент для необ- ходимой стойкости инструмента на рекомендуемую скорость резания
-
Повышение стойкости (пример)
-
Рекомендуемая скорость резания — 225 м/мин
-
Чтобы повысить стойкость на 30%, находим коэффициент для 20 минут = 0,93
-
Умножаем коэффициент для требуе- мой стойкости инструмента на реко- мендуемую скорость резания
-
225 м/мин x 0,93 = 209 м/мин
Стойкость ин-
струмента, мин
10
15
20
25
30
45
60
Поправочный
коэффициент
1.11
1.0
0.93
0.88
0.84
0.75
0.70
Повышение скорости съёма металла
-
Рекомендуемые режимы резания рас- считаны исходя из стойкости инстру- мента, равной 15 минутам
-
Для получения более высокой скоро- сти съёма металла нам нужно переме- ститься в таблице в противоположном направлении. Уменьшаем стойкость инструмента в минутах, чтобы полу- чить более высокую скорость съёма металла
-
Умножаем коэффициент для нужной стойкости инструмента на рекоменду- емую скорость резания
Повышение скорости съёма металла (пример)
-
-
Рекомендуемая скорость резания — 225 м/мин
-
Чтобы повысить скорость съема ме- талла на 10%, находим коэффициент для 10 минут = 1,11
-
Умножаем коэффициент для требуе- мой стойкости инструмента на реко- мендуемую скорость резания
-
225 м/мин x 1,11 = 250 м/мин
Коррекция скорости резания для обработки заготовок различной твёрдости
Твёрдость
-
Рекомендованная скорость резания указана в зависимости от материала и его твёрдости
-
Твёрдость металлов измеряется в еди- ницах HB (твёрдость по Бринеллю) или HRC (твёрдость по Роквеллу по шкале
«С»), например: ISO/ANSI P = 180 HB, ISO/ANSI H = 60 HRC
-
В столбце значений твёрдости (HB) приведена базовая твёрдость для каждой группы материалов. Скорости резания рекомендованы для этой базовой твёрдости (обратите внима- ние: ваш материал может оказаться твёрже или мягче)
-
-
Каждой группе материалов по ISO/ ANSI соответствует определённый ко- эффициент для пониженной/повышен- ной твёрдости материала (например, твёрдости материалов
ISO/ANSI P = 180 HB соответствует коэффициент 1,0)
-
В приведенной ниже таблице найдите нужный поправочный коэффициент и умножьте его на рекомендуемую ско- рость резания для выбранного сплава
Пониженная твёрдость Повышенная твёрдость
ISO/
ANSI
MC(1)

0

HB(2)
-60
-40
-20
+20
+40
+60
+80
+100
P
P2
HB 180
1.44
1.25
1.11
1.0
0.91
0.84
0.77
0.72
0.67
M
M1
HB 180
1.42
1.24
1.11
1.0
0.91
0.84
0.78
0.73
0.68
K
K2
K3
HB 220
HB 250
1.21
1.33
1.13
1.21
1.06
1.09
1.0
1.0
0.95
0.91
0.90
0.84
0.86
0.75
0.82
0.70
0.79
0.65
N
N1
HB 75
1.05
1.0
0.95
S
S2
HB 350
1.12
1.0
0.89
H
H1
HRC(3) 60
1.07
1.0
0.97
-
MC = код классификации материалов
-
HB = твёрдость по Бринеллю
-
HRC = твёрдость по Роквеллу
Пример таблицы соответствия шкал твёрдости
Спецификации материала могут указываться в различном виде, например: твёрдость HB, твёр- дость HRC, прочность при растяжении или удель- ные силы резания.
Прочность при растяжении
Твёрдость по Виккерсу
HV
Твёрдость по Бринеллю
HB
Твёрдость по Роквеллу
Н/мм2
фнт/дюйм2
HRC
HRB
255
36,975
80
76.0
–
–
270
39,150
85
80.7
–
41.0
285
41,325
90
85.5
–
48.0
305
44,225
95
90.2
–
52.0
320
46,400
100
95.0
–
56.2
350
50,750
110
105
–
62.3
385
55,825
120
114
–
66.7
415
60,175
130
124
–
71.2
450
65,250
140
133
–
75.0
480
69,600
150
143
–
78.7
510
73,950
160
152
–
81.7
545
79,025
170
162
–
85.0
575
83,375
180
171
–
87.5
610
88,450
190
181
–
89.5
640
92,800
200
190
–
91.5
660
95,700
205
195
–
92.5
675
97,875
210
199
–
93.5
690
100,050
215
204
–
94.0
705
102,225
220
209
–
95.0
720
104,400
225
214
–
96.0
740
107,300
230
219
–
96.7
770
111,650
240
228
20.3
98.1
800
116,000
250
238
22.2
99.5
820
118,900
255
242
23.1
–
835
121,075
260
247
24.0
(101)
850
123,250
265
252
24.8
–
865
125,425
270
257
25.6
(102)
900
130,500
280
266
27.1
–
930
134,850
290
276
28.5
(105)
950
137,750
295
280
29.2
–
965
139,925
300
285
29.8
–
995
144,275
310
295
31.0
–
Материал заготовки (найди- те соответствие информа- ции в таблице)
Прочность на растяжение = 950 Н/мм2
HB = 280, HRC = 29,2
Поправочный коэффициент для скорости резания в зависимости от твёрдости материала
Диаграмма для групп материалов ISO P, M и K
ISO
P
Сталь, HB180 MC P2
ISO
M
Нержавеющая сталь, HB180
MC M1
ISO
K
ISO
K
Серый чугун, HB220 MC K2



Чугун с шаровидным графитом, HB250 MC K3
Коэффициент для скорости резания
Н/мм2
400 470 540 610 675 745 810 880 950 1015 1085 1150 1220
Удельная сила резания, Н/мм2 Твёрдость по Бринеллю (HB)
Материал заготовки заказчика
Сталь 4140
Прочность на растяжение = 950 Н/мм2
HB = 280, HRC = 29,2
Расчётный коэффициент твёрдости = 0,67
Расчёт скорости резания с учётом твёрдости материала
Пример:
-
Рекомендуемая скорость резания — 415 м/мин для группы P
(сталь), твёрдость 180 HB
-
Материал заготовки = 280 HB, группа P (сталь)
-
Расчёт коэффициента твёрдости, материал заготовки = 280 HB
— эталонный материал 180 HB = +100 HB повышение твёрдости (коэффициент = 0,67)


-
Используя поправочный коэффициент, пересчитайте скорость резания для твёрдости материала 415 м/мин x 0,67 = 278 м/мин
Пониженная твёрдость Повышенная твёрдость
ISO/
ANSI
MC(1)
HB(2)
-60
-40
+40
+60
+80
+100
-20
0
+20
P
P2
HB 180
1.44
1.25
1.11
1.0
0.91
0.84
0.77
0.72
0.67
M
M1
HB 180
1.42
1.24
1.11
1.0
0.91
0.84
0.78
0.73
0.68
K
K2
K3
HB 220
HB 250
1.21
1.33
1.13
1.21
1.06
1.09
1.0
1.0
0.95
0.91
0.90
0.84
0.86
0.75
0.82
0.70
0.79
0.65
N
N1
HB 75
1.05
1.0
0.95
S
S2
HB 350
1.12
1.0
0.89
H
H1
HRC(3) 60
1.07
1.0
0.97
-
MC = код классификации материалов
-
HB = твёрдость по Бринеллю
-
HRC = твёрдость по Роквеллу
Коррекция скорости резания и подачи для точения
Как пользоваться диаграммой
На этой диаграмме показан простой метод коррекции начальных значений скорости резания и подачи.
Рекомендуемые режимы резания ука- заны исходя из стойкости инструмента, равной 15 минутам (время резания), а также обеспечения хорошего стружко- образования. Эти параметры останутся
прежними при использовании значе- ний, полученных из диаграммы.
0.25(.010)
0.20(.008)
0.15(.006)
0.01(.004)
0.05(.002)

0.25
1
Рекомендуемые начальные значения
Повышение
0.20
Подача (fn) мм/об
0.15
➤
0.01
0.05
-0.05(-.002)
-0.10(-.004)
-0.15(-.006)
-0.20(-.008)
-0.25(-.010)
+
➤
Понижение
-0.05
-0.10
-0.15 2
-0.20
-0.25
Понижение
Скорость резания (vc) %
Повышение

+ Рекомендуемые
Пример 1: Повышение производительности
- Увеличение подачи на 0,15 мм/об даёт новое начальное
начальные значения
значение 0,45 мм/об
CNMG 12 04 08-PM
Сплав P15
3 мм — глубина резания 0,3 мм/об — подача
415 м/мин — скорость резания
-
На основе схемы рассчитайте новую скорость резания путём пересечения подачи с линией начального значения и осью скорости резания, что составит -12%
-
Новые режим резания: подача = 0,45 мм/об, скорость резания = 415 x 0,88 = 365 м/мин.
Скорость съёма металла +30%
Пример 2: Улучшение качества обработанной поверхности
-
Повышение скорости резания на 15% даёт новое началь- ное значение 477 м/мин
-
На основе диаграммы рассчитайте новое значение подачи путём пересечения скорости резания с линией начального значения и осью подачи. Уменьшение подачи составит
-0,175 мм/об
-
Новые режимы резания: скорость резания = 477 м/мин, подача = 0,3 – 0,175 = 0,125 мм/об, улучшено качество обра- ботанной поверхности
Как повысить производительность?

Рекомендации
 • Определите твёрдость материала HB, удельные силы резания или прочность при растяжении Н/мм2
• Определите твёрдость материала HB, удельные силы резания или прочность при растяжении Н/мм2-
Выберите подходящую геометрию
-
Выберите подходящий сплав
-
Назначьте режимы резания по ка- талогу и скорректируйте режимы в зависимости от условий обра- ботки
-
Обеспечьте стабильность детали и инструмента
-
-
-
Рекомендации по повышению стойкости инструмента
Износ пластины
Время резания
-
Определите твёрдость материала HB, удельные силы резания или прочность при растяжении Н/мм2

-
Используйте рекомендованные зна- чения параметров резания и попра- вочный коэффициент для твёрдости материала
-
Обеспечьте стабильность детали и инструмента
-
Выберите подходящее сочетание геометрии и радиуса при вершине пластины
-
По возможности применяйте попутное фрезерование
-
Используйте все вершины пластины
-
Изношенные пластины могут исполь- зоваться для обработки фасок
Хорошая стабильность = успешная металлообработка

ISO 13399
ISO 13399 — промышленный стандарт
ISO 13399 — промышленный стандарт
Различия в терминологии среди поставщиков ре- жущего инструмента усложняют сбор и передачу информации. В то же самое время, многие пере- довые функции современных производственных систем зависят от обеспечения точной однозначной информации.

Общий язык необходим не только с точки зрения меж- системных коммуникаций — он также упрощает работу пользователей. ISO 13399 — международный стандарт, упрощающий обмен данными о режущих инструментах и являющийся повсеместно признанным способом описа- ния параметров режущих инструментов.
Что ISO 13399 означает для промышленности

Этот международный стандарт определяет параме- тры инструментов (например, функциональную длину, диаметр резания, максимальную глубину резания) унифицированным способом. Каждый инструмент определяется стандартизированными параметрами.
LF
(функциональная
EDMIL
(концевая фреза)
длина)
ZYL-01
(диаметр хвостовика) DMM
DCX
APMX
(прямой хвостовик — без дополнительных элементов)
(максимальный диаметр резания)
(максимальная глубина резания)
Что ISO 13399 означает для промышленности
Когда все инструменты в отрасли имеют одинаковые параметры и определения, обмен информацией об инструментах между систе- мами упрощается. На рисунке показано, что три разных поставщи- ка называют диаметр резания «D3», «DC» и «D» соответственно.
Для программистов это очень неудобно. В стандарте ISO 13399 диаметр всегда будет обозначаться «DCX».
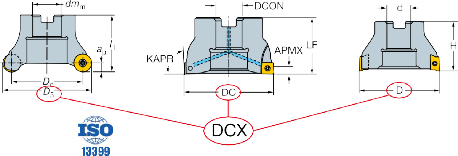
Полный список параметров приводится на сайте www.sandvik.coromant.com

и определения
Термины Точение Фрезерование Сверление Растачивание
Онлайн-обучение
Онлайн-обучение и мобильные приложения
H 92
![]()
π
× D × n
v
1000
m


=
c
ae (Ширина фрезерования) — величина вре- зания инструмента в заготовку, измеряемая в радиальном направлении. Измеряется в миллиметрах, мм.
ap (Глубина резания) — ширина срезаемого слоя, перпендикулярная направлению пода- чи. Измеряется в миллиметрах, мм.
DC (Диаметр резания) — диаметр окружно- сти, создаваемой точкой режущей кромки, вращающейся вокруг оси инструмента и осуществляющей резание. Примечание: этот диаметр относится к обработанной периферийной поверхности. Измеряется в миллиметрах, мм
Dcap (Диаметр резания при данной глубине резания) — диаметр на расстоянии ap от рабочей плоскости, измеренный в основной плоскости. Измеряется в миллиметрах, мм.
Dm (Обрабатываемый диаметр) — обраба- тываемый (начальный) диаметр заготовки. Измеряется в миллиметрах, мм.
Ff (Усилие подачи) — составляющая силы резания, получаемая проекцией на направ- ление подачи (т.е. в направлении вектора vf). Измеряется в ньютонах, Н.
fn (Подача на оборот) — перемещение инструмента в направлении подачи за один оборот заготовки или инструмента. Не за- висит от количества эффективных режущих кромок инструмента. В случае с точением расстояние измеряется за один полный обо- рот заготовки. Измеряется в миллиметрах на оборот, мм/об.
fz (Подача на зуб) — величина перемещения центра вращения инструмента в направле- нии подачи за время его поворота на один эффективный зуб (Zc). Измеряется в милли- метрах на зуб, мм/зуб.
hex (Максимальная толщина стружки)
— максимальная толщина недеформиро- ванной стружки, зависящая от величины радиального врезания, обработки кромок пластины и подачи на зуб. Следует помнить, что варьирование радиальной ширины реза- ния и углов в плане требует корректировки подачи для поддержания должной толщины стружки. Измеряется в миллиметрах, мм.
hm (Средняя толщина стружки) — средняя толщина недеформированной стружки, зависящая от величины радиального вреза- ния, обработки кромок пластины и подачи на зуб. Следует помнить, что варьирование радиальной ширины резания и углов в плане требует корректировки подачи для поддер-
жания должной толщины стружки. Измеряет- ся в миллиметрах, мм.
KAPR (Угол в плане) — угол в основной пло- скости (параллельной плоскости xy) между плоскостью резания и рабочей плоскостью (направлением подачи).
kc (Удельная сила резания) — сила резания на единицу площади для данной
толщины стружки в тангенциальном направ- лении. Измеряется в Н/мм2
kc1 (Коэффициент удельной силы резания)
-
сила резания на единицу площади для толщины стружки 1 мм в тангенциальном направлении. Измеряется в Н/мм2.
lm (Длина обработки) — суммарная длина резания с учетом всех проходов. Измеряется в миллиметрах, мм
Mc (Увеличение удельной силы резания)
-
увеличение удельной силы резания с уменьшением толщины стружки. Указано в свойствах материала заготовок в таблицах параметров резания и измеряется в виде коэффициента. Также тесно связан с коэф- фициентом удельной силы резания (kc1).
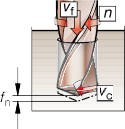
n (Скорость шпинделя) — частота вращения шпинделя станка. Измеряется в оборотах в минуту, об/мин.
Pc (Мощность резания) — мощность резания, создаваемая удалением стружки. Измеряется в киловаттах, кВт.
PSIR (Угол в плане, дюймовый) — угол в ос- новной плоскости (параллельной плоскости xy) между плоскостью резания и плоско- стью, перпендикулярной рабочей плоскости (направлению подачи).
Q (Скорость съёма материала) — объём материала, удаляемого инструментом за единицу времени. Параметр Q можно на- звать также «мгновенной» скоростью съёма материала, то есть это скорость, с которой поперечное сечение удаляемого материала движется через заготовку. Она измеряется в см3/мин.
Tc (Суммарное время резания) — время резания с учетом всех проходов. Измеряется в минутах.
vc (Скорость резания) — мгновенная ско- рость режущего движения выбранной точки на режущей кромке относительно обраба- тываемой детали. Измеряется в метрах в минуту, м/мин.
vf (Скорость подачи/минутная подача)
— расстояние в миллиметрах, которое режу- щий инструмент проходит вдоль заготовки за одну минуту. Измеряется в миллиметрах в минуту, мм/мин.
γ0 (Эффективный передний угол) — угол между передней поверхностью резца (или касательной к ней) и основной плоскостью в рассматриваемой точке главной режущей кромки. Удельная сила уменьшается на один процент на каждый градус переднего угла. Измеряется в градусах.
DC


DC × f
n
× k
c
v
c
×
P
c
=
240 × 10
3
Zc (Эффективное число режущих кромок)
-
количество режущих кромок инструмента, участвующих в резании.
Zn (Число режущих кромок) — количество режущих кромок инструмента.
Формулы и определения для точения - Метрическая система

Скорость резания, м/мин
![]()
vc = × Dm × n
1000
![]()
× Dm
Частота вращения шпинделя, об/мин
n = vc × 1000
![]()
c
Время резания, мин
T = lm
fn × n
Скорость съёма металла, cм3/мин
Q = vc × ap × fn
![]()
(
Удельная сила резания
![]()
Параметр
Значение
Единицы измерения
Dm Обрабатываемый диаметр
fn Подача на оборот ap Глубина резания vc Скорость резания
n Частота вращения шпинделя
Pc Потребляемая мощность
-
Скорость съёма металла
мм мм/об мм м/мин об/мин кВт
см3/мин
kc = kc1×
1 mc hm
× (1 -
0
100
hm
hex Tc lm kc
Средняя толщина стружки Максимальная толщина стружки Время резания
Длина обработки Удельная сила резания
мм мм мин мм Н/мм2
KAPR Главный угол в плане град
Средняя толщина стружки
0 Эффективный передний угол
град
hm = fn × sin KAPR
![]()
60 × 103
c
Потребляемая мощность, кВт
P = vc × ap × fn × kc
Формулы и определения для точения - Дюймовая система

Скорость резания, фут/мин
![]()
v = × Dm × n
c 12
![]()
× Dm
Частота вращения шпинделя, об/мин
n = vc × 12
![]()
fn × n
c
Единицы измерения
Время резания, мин
T = lm
Параметр
Значение
Скорость съёма металла,
дюйм3/мин
Q = vc × ap × fn × 12
Dm Обрабатываемый диаметр
fn Подача на оборот ap Глубина резания vc Скорость резания
n Частота вращения шпинделя
дюйм дюйм/об дюйм фут/мин об/мин
Удельная сила резания
Pc Потребляемая мощность
л.с.
3
(0.0394 mc ( 0
Q Скорость съёма металла
![]()
hm Средняя толщина стружки
дюйм /мин дюйм
kc = kc1× hm
× 1 -
100
hex Tc lm kc
PSIR
Максимальная толщина стружки Время резания
Длина обработки Удельная сила резания
Угол в плане
дюйм мин мм
фнт/дюйм2
град
Средняя толщина стружки
0 Эффективный передний угол
град
hm = fn × sin KAPR
![]()
33 × 103
c
Потребляемая мощность, л.с.
P = vc × ap × fn × kc
Формулы и определения для фрезерования - Метрическая система

Минутная подача, мм/мин
vf = fz × n × zc
![]()
1000
Скорость резания, м/мин
vc = × Dcap × n
![]()
Единицы измерения
Частота вращения шпинделя, об/мин
n = vc × 1000
![]()
fz = vf
× Dcap
Подача на зуб, мм
![]()
n
fn = vf
n × zc
Подача на оборот, мм/об Скорость съёма металла ,
![]()
Параметр
Значение
ae ap Dcap
DC
fz fn n vc vf zc
hex
Ширина фрезерования Глубина резания
Диаметр резания при глубине резания ap
Диаметр резания Подача на зуб Подача на оборот
Частота вращения шпинделя Скорость резания
Минутная подача Эффективное число зубьев
Максимальная толщина стружки
мм мм
мм мм мм мм/об
об/мин м/мин мм/мин шт.
мм
cм3/мин
hm Средняя толщина стружки мм
2
kc Удельная сила резания
![]()
Q = ap × ae × vf
Pc Потребляемая мощность
Mc Крутящий момент
1000
Q Скорость съёма металла
Н/мм
кВт Нм
см3/мин
KAPR Главный угол в плане град
1 –
100
Потребляемая мощность, кВт Удельная сила резания
![]()
ae × ap × vf × kc
60 × 106
c =
P
kc = kc1 ×
hm
×
![]() ( 1 )mc (
( 1 )mc (
o )
![]()
π × n
c
P × 30 × 10
M =
Крутящий момент, Hм
3
c
H 86
Формулы и определения для фрезерования - Дюймовая система

Минутная подача, дюйм/мин
vf = fz × n × zc
![]()
12
Скорость резания, фут/мин
vc = × Dcap × n
![]()
Единицы измерения
Частота вращения шпинделя, об/мин
n = vc × 12
![]()
n × zc
× Dcap
Значение
Подача на зуб, дюйм
fz = vf
![]()
Подача на оборот, дюйм/об
fn = vf
![]()
Параметр
ae ap Dcap
DC
n
fz fn n vc vf zc
Ширина фрезерования Глубина резания
Диаметр резания при глубине резания ap
Диаметр резания Подача на зуб Подача на оборот
Частота вращения шпинделя Скорость резания
Минутная подача Эффективное число зубьев
дюйм дюйм
дюйм дюйм дюйм дюйм об/мин фут/мин дюйм/мин шт.
Скорость съёма металла,
hex
Максимальная толщина стружки дюйм
дюйм3/мин
hm Средняя толщина стружки
дюйм
2
Q = ap × ae × vf
kc Pc Mc
Q
PSIR
Удельная сила резания Потребляемая мощность Крутящий момент Скорость съёма металла Угол в плане
фнт/дюйм л.с.
фунт-сила/фут дюйм3/мин град
Потребляемая мощность, л.с. Удельная сила резания
![]()
ae × ap × vf × kc
396 × 103
c =
P
![]() (0.039)mc (
(0.039)mc (
o )
![]()
π × n
c
c
P × 16501
M =
Крутящий момент, фунт-сила/фут
kc = kc1 × hm
× 1 –
100
Формулы и определения для сверления - Метрическая система

Минутная подача, мм/мин
vf = fn × n
![]()
1000
Скорость резания, м/мин
vc = × DC × n
![]()
Параметр
Значение
Единицы измерения
Частота вращения шпинделя, об/мин
n = vc × 1000
![]()
Усилие подачи, Н
DC Диаметр сверла
× DC
fn Подача на оборот
n Частота вращения шпинделя
vc Скорость резания
![]()
F ≈ 0.5×k × DC fn × sin KAPR
vf Минутная подача
мм мм/об об/мин м/мин мм/мин
2
c
f
Ff Усилие подачи Н
2
Скорость съёма металла ,
kc Удельная сила резания
Mc Крутящий момент
Pc Потребляемая мощность
Q Скорость съёма металла
Н/мм
Нм кВт
см3/мин
![]()
4
cм3/мин
Q = vc × DC × fn
![]()
240 × 103
c
Потребляемая мощность, кВт
P = vc × DC × fn × kc
![]()
× n
c
Крутящий момент, Hм
KAPR Главный угол в плане
град
M = Pc × 30 × 103
Формулы и определения для сверления - Дюймовая система

Минутная подача, дюйм/мин
vf = fn × n
![]()
12
Скорость резания, фут/мин
vc = × DC × n
![]()
Параметр
Значение
Единицы измерения
Частота вращения шпинделя, об/мин
n = vc × 12
![]()
![]()
2
c
f
× DC
Усилие подачи, Н
F ≈ 0.5×k × DC × fn × sin PSIR
Примечание: DC необходимо пере- вести в миллиметры
Скорость съёма металла, дюйм3/мин
DC
fn n vc vf Ff
kc Mc Pc
Q
PSIR
Диаметр сверла Подача на оборот
Частота вращения шпинделя Скорость резания
Минутная подача Усилие подачи Удельная сила резания Крутящий момент
Потребляемая мощность Скорость съёма металла Угол в плане
дюйм дюйм/об об/мин фут/мин дюйм/мин Н
фнт/дюйм2 фунт-сила/фут л.с. дюйм3/мин град
Q = vc × DC × fn × 3
![]()
132 × 103
c
Потребляемая мощность, л.с.
P = vc × DC × fn × kc
M = Pc × 16501
Крутящий момент, фунт-сила/ фут
Формулы и определения для растачивания - Метрическая система

Минутная подача, мм/мин
vf = fn × n
![]()
1000
Скорость резания, м/мин
vc = × DC × n
![]()
× DC
Параметр
Значение
Единицы измерения
Частота вращения шпинделя, об/мин
n = vc × 1000
![]()
Подача на оборот, мм/об
fn = zc × fz
Скорость съёма металла,
DC Диаметр растачивания
fn Подача на оборот
n Частота вращения шпинделя
vc Скорость резания vf Минутная подача Ff Усилие подачи
kc Удельная сила резания
Mc Крутящий момент
Pc Потребляемая мощность
Q Скорость съёма металла
мм мм/об об/мин м/мин мм/мин Н
Н/мм2 Нм кВт
см3/мин
см3/мин
KAPR Главный угол в плане
град
![]()
Q = vc × DC × fn
zc
4
Потребляемая мощность, кВт
Число эффективных зубьев (zc = 1 для ступенчатого растачивания)
шт.
![]()
c
60 × 103
DC
P = vc × ap × fn × kc (1 – ap
![]()
M
Крутящий момент, Hм Усилие подачи, Н
c =
Pc × 30 × 103
× n
Ff ≈ 0.5 × kc × ap × fn × sin KAPR
Формулы и определения для растачивания - Дюймовая система

Минутная подача, дюйм/мин
vf = fn × n
![]()
12
Скорость резания, фут/мин
vc = × DC × n
![]()
× DC
Параметр
Значение
Единицы измерения
Частота вращения шпинделя, об/мин
n = vc × 12
![]()
Подача на оборот, дюйм/об
fn = zc × fz
Q = vc × DC × fn × 3
Скорость съёма металла, дюйм3/мин
DC
fn n vc vf Ff kc
Mc Pc
Q
PSIR
zc
Диаметр растачивания Подача на оборот
Частота вращения шпинделя Скорость резания
Минутная подача Усилие подачи Удельная сила резания Крутящий момент
Потребляемая мощность Скорость съема металла Угол в плане
Число эффективных зубьев (zc = 1 для ступенчатого растачивания)
дюйм дюйм/об об/мин фут/мин дюйм/мин Н
фнт/дюйм2
фунт-сила/фут л.с. дюйм3/мин град
шт.
Потребляемая мощность, л.с.
![]()
c
132 × 103
DC
P = vc × ap × fn × kc (1 – ap
Ff ≈ 0.5 × kc × ap × fn × sin KAPR
M = Pc × 16501
Крутящий момент, фунт-сила/фут
Усилие подачи, Н