Исходник

Исходник

Учебник для VisualMill и RhinoCAM
Программные средства являются тождественными, так как разработаны одной компанией MecSsoft (www.mecsoft.com), единствнное отличие состоит в наличии у VisualMill своего окна для геометрических манипуляций VisualCAM, а в случае с RhinoCAM – интеграция в CAD программу Rhonoceros.
Содержание
Порядок программирования обработки детали 2
Настройка программных средств 2
Oписанию главного окна RhinoCAM (VisualMill) 4
Закладка Setup6

- Setup machine 6
- Set Post Options (Настройки Постпроцессора) 7
-
Orient all Geometry in part (ориентация геометрии детали) 8
-
Locate all geometry (локализация/позиционирование всей детали)

…………………………………………………………………………8
- Create/Load stock (Создание/Загрузка заготовки) 10

Locate Part within Stock– определение местоположения детали в пределах заготовки 14
Preferences (Различные настройки) 15
- Utilities (сервисные настройки или утилиты) 17
-
Закладка Tools – режущие инструменты

-
Create/Select Tool– Создание/Выбор инструмента 18
-
Load Tool Library (загрузить библиотеку инструментов) 21
-
Tools Info – информация об инструменте 21
-
Save Tool Library (сохранить в библиотеку инструментов) 22

Закладка MOps –Machining Operations машинные операции)
 - Set MCS(Set Machining Coordinate System) – выбор машинной системы координат 22
- Set MCS(Set Machining Coordinate System) – выбор машинной системы координат 22 -
Create/Select Tools – выбор/создание инструмента… 24
-
Set Feed/Speeds (Выбор подач/скоростей вращения шпинделя) 24
-
Clearance Control. – установка зазора (клиренса) при 3D и 4D обработке 26
Выбор области для механической обработки 28
 - Milling metods – стратегии обработки 29
- Milling metods – стратегии обработки 29
2-1/2 Axis milling operations (2.5 координатная обработка) краткое описание 29
-
Axis milling operations (3-х координатная обработка) краткое описание. 31
-
Axis milling operations (4-х координатная обработка) краткое описание. 36
2-1/2 Axis milling operations – (стратегии 2.5 координатной обработки)
«Facing» – торцовое фрезерование 36
«Pocketing» – 2.5 координатная обработка карманов и выемок 42
«Profiling» – 2.5 координатная обработка по профилю (контуру) 49
«Advanced Pocketing» – усовершенствованное фрезерование глубоких выемок (карманов) 56
«Advanced Profiling» – усовершенствованное контурное фрезерование
…………………………………………………………………………………….57
«Re-Machining» - дополнительная обработка (участков с оставшимся припуском) 58
«Engraving» – гравировка… 59
«Hole Pocketing» - фрезерование отверстий (создание отверстий при использовании фрез) 62
-
Axis milling operations – (стратегии 3-х координатной обработки)
«Horizontal roughing» – одноуровневая (горизонтальная) черновая обработка 64
«Plunge roughing» - врезное черновое фрезерование 70
«Horizontal re-roughing» - одноуровневая (горизонтальная) повторная черновая обработка 72
«Plunge re-roughing» – повторное врезное черновое фрезерование …72
«Parallel Finishing» – параллельная финишная обработка 73
«3 axis Pocketing» – трех координатная обработка карманов (выемок)
……………………………………………………………………………………75
«Horizontal finishing» - чистовая обработка по контуру вертикальных элементов 79
«Pensil Tracing» – карандашная обработка 83
«Valley Re-Machining» - дополнительная (повторная) обработка впадин, углублений, канавок 86
«Plateau" Machining» – обработка пологого участка (плоского) 89
«Parallel Hill Machining» – параллельная обработка возвышенностей
……………………………………………………………………………………91
«Horizontal Hill Machining» - одноуровневая (горизонтальная) обработка возвышенностей 93
«Radial Machining» - обработка в радиальном направлении 95
«Spiral Machining» – обработка по спирали 98
«Curve Machining» – обработка по кривой линии 100
«Between 2 Curves Machining» – обработка между двумя кривыми линиями 103
«Reverse Post Milling» – обратное постпроцессирование обработки 104
-
Axis milling operations – (стратегии 4-х координатной обработки)
-
«Rotate Table» – программирование угла наклона поворотного стола
…………………………………………………………………………………..107
«4th Axis Roughing» – четырех осевая черновая обработка 107
«4th Axis Finishing» - четырех осевая чистовая обработка 111
«4th Axis Engraving» - четырех осевая гравировка 111
 - Hole machining – (обработка отверстий)
- Hole machining – (обработка отверстий)
3 (4) Axis Hole Machining – 3(4) осевая обработка отверстий 112

-Machine operation information– информация о машинных операциях 115
 - Post Processing Machining Operations – постпроцессирование машинных операций 115
- Post Processing Machining Operations – постпроцессирование машинных операций 115
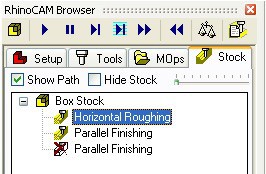
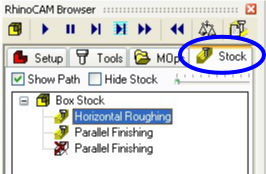
Закладка «Stock» -заготовка 117
Редактирование машинных операций 119
Поэлементное описание компонентов
VisualMill или RhinoCAM
Порядок программирования обработки детали
- Создание детали в программной оболочке Rhinoceros или VisualCAM
-
или импорт детали из другой моделирующей CAD программы;
-
Задание нулевой точки детали по координатам XYZ
 ;
; -
Подбор размеров заготовки, из которой будет вырезана деталь.
-
Подбор подходящего режущего инструмента;
-
Выбор необходимых черновых и чистовых стратегий для получения детали из заготовки.
-
Запуск анимированной обработки для оценивания результата применяемых стратегий.
Настройка программных средств1
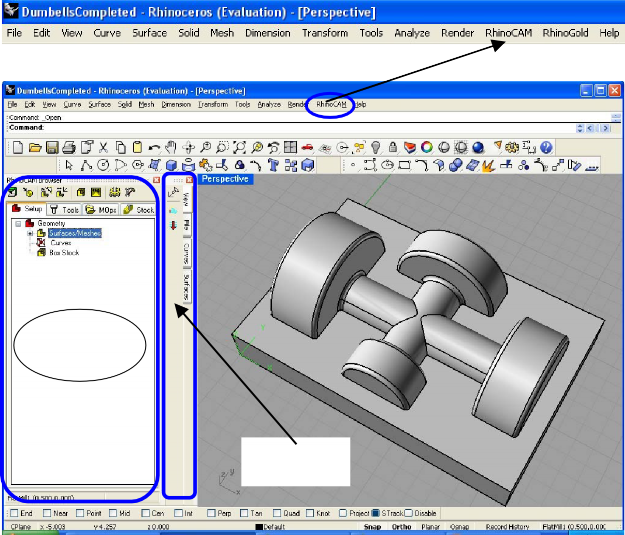
После установки программных средств Rhinoceros 4.0 и RhinoCAM, запустим с рабочего стола двойным щелчком мыши по иконке программы
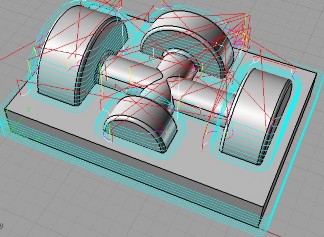
 . Для демонстрации основных этапов работы в программной оболочке RhinoCAM, загрузим любой учебный файл из папки «Tutorials», расположенной по адресу (при установке по умолчанию): C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Tutorials, например,
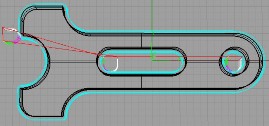
. Для демонстрации основных этапов работы в программной оболочке RhinoCAM, загрузим любой учебный файл из папки «Tutorials», расположенной по адресу (при установке по умолчанию): C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Tutorials, например,«DumbellsCompleted.3dm» (Рис. 1)
Далее все примеры обработки мы будем рассматривать в программной оболочке Rhinoceros 4.0 (идентична VisualCAM)

1 Если Вы используете программное средствo VisualMill, Вам необходимо установить VisualCAM
Скачать VisualMill : http://sapr.ucoz.net/news/2009-01-22-43
Скачать VisualCAM : http://www.mecsoft.com/Downloads/VisualCAM%201.0.5.2%20Setup.exe
Скачать RhinoCAM 2.0 : http://soft-best.ws/1158520040-rhinocam-pro-2.0.1.13.html
Скачать Rhinoceros 4.0 : http://otpada.net/soft/1150454812-rhinoceros-3d-4.0-sr6-final-09072009.html
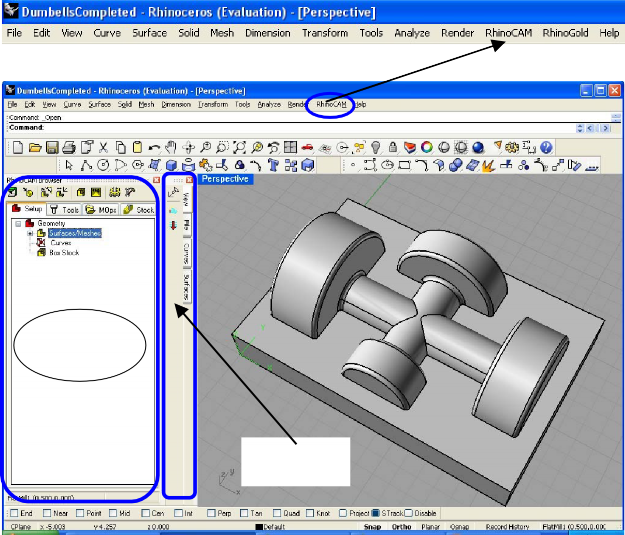
Окно RhinoCAM
Окно Геометрии
Рис. 1
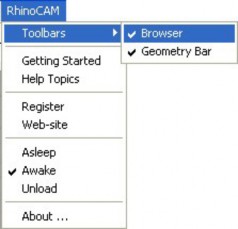
RhinoCAM является приложением для Rhinoceros, соответственно, в левой части экрана программной оболочки Rhiniceros появляется RhinoCAM Browser (Окно RhinoCAM ), а также в строке «МЕНЮ» появляется RhinoCAM (Рис. 2)
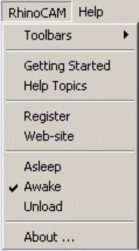
Рассмотрим составляющие меню, указанные на рисунке 2.
Toolbars (панель инструментов) раскрывается и отображает 2 подпункта (рис.3):
- Browser (окно RhinoCAM )
-
Geometry Bar (Окно геометрии )
Рис. 2
При нажатии левой кнопкой мыши (далее, ЛКМ) на строку с галочкой «Browser», с экрана исчезнет Окно RhinoCAM, что очень удобно при моделировании изделия в программной оболочке Rhinoceros, когда для удобства просмотра всех геом. видов необходима полная площадь

экрана. Далее, при необходимости вызова окна RhinoCAM, требуется вновь нажать на строку «Browser». Аналогичные действия можно производить с подменю Geometry Bar (Окно геометрии).
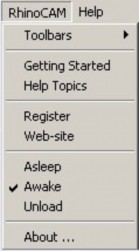
Getting Started и Help Topics – запускает англоязычные помощники типа «Help»:
- Getting Started Tutorial – пошаговое обучение;
-
On-Line help system – поэлементное описание возможностей программы.
Рис. 3
- Asleep – Спящий режим
-
Awake – Пробуждение
Asleep и Awake – два взаимоисключающих режима, но в отличие от функции Toolbars/
Browser, не только убирает с экрана окно RhinoCAM, но и выгружает его из оперативной памяти Вашего компьютера, что необходимо, если у Вас не достаточно оперативной памяти (512мб и <) или Вы работаете с большим файлом, так же занимающим много места в оперативной памяти. При нажатии на строку Awake – RhinoCAM вновь загружается в программную оболочку Rhinoceros.
Unload – (выгружать) данная опция полностью выгружает RhinoCAM из программной оболочки Rhinoceros. Данная функция необходима, если Вы в дальнейшем больше не планируете пользоваться RhinoCAM.
Обратная загрузка осуществляется при помощи открытия окна в меню: Tools/ Options../Plug-ins/install и загрузки файла RhinoCAM.rhp из папки RhinoCAM 1.0, расположенной по адресу: C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0.
Перейдем к описанию главного окна RhinoCAM (VisualMill)
Программное средство RhinoCAM разработано таким образом, что позволяет логически переходит от одной подготовительной операции другой, этому способствует компоновка закладок слева направо: Setup; Tools; Mops; Stock (рис.4)

Рис.4
Также внутри каждой из закладок имеются иконки, выбор и работа с которыми также представлена в направлении слева направо.
Закладка Setup – установка параметров перед программированием обработки
Закладка Tools (Инструменты) – Создание, выбор и сохранение режущих инструментов
Закладка MOps (Machining operations – машинные операции) – Генерация стратегий для черновой и чистовой обработки
Закладка Stock (Заготовка) – анимация обработки детали
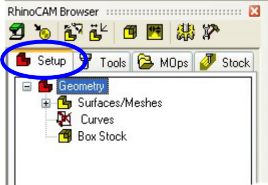
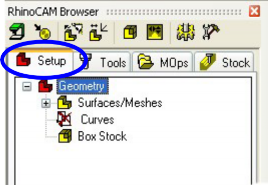
Рассмотрим подробнее содержание каждой из закладок Закладка Setup

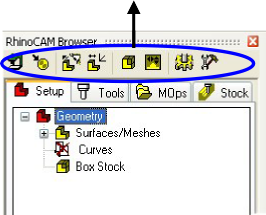
В окне закладки Setup отображаются составные элементы геометрии моделируемой детали (Рис.5):
- Surfaces/Meshes –
-
Поверхности/Сетки элементов
-
Curves - Кривые
-
Stock – Тип выбранной заготовки
(Box – коробка, Cylinder – цилиндр)
Рис.5
 - Setup machine (Настройки станка)
- Setup machine (Настройки станка)При нажатии ЛКМ на иконку
 «Setup machine», появляется окно настройки (Рис.6), позволяющая выбирать, сколько координат Вы будете использовать при обработке на станке текущей детали. Т.к. для пятикоординатной обработки у нас используется отдельное программное средство MadCAM 4.1, следовательно в RhinoCAM выбираем только между 3 Axis и 4 Axis.
«Setup machine», появляется окно настройки (Рис.6), позволяющая выбирать, сколько координат Вы будете использовать при обработке на станке текущей детали. Т.к. для пятикоординатной обработки у нас используется отдельное программное средство MadCAM 4.1, следовательно в RhinoCAM выбираем только между 3 Axis и 4 Axis.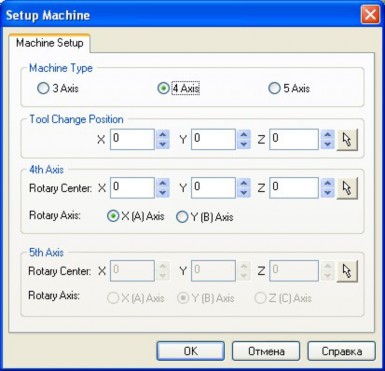
Рис.6
Tool Change Position – координаты смены инструмента (Рис.7)
 - нажав на стрелку, мы можем вручную выставить координаты смены инструмента.
- нажав на стрелку, мы можем вручную выставить координаты смены инструмента.
Рис.7
Rotary Center - координаты центра поворотной оси (Рис.8)
Rotary Axis (Поворотная ось) – Если поворотная (токарная) ось параллельна линейной оси X, значит необходимо выбрать «X(A) Axis», если поворотная ось параллельна линейной оси Y, значит необходимо выбрать «Y(B) Axis».
При использовании обрабатывающего центра серии ADEM16, выберите в текущей строке «X(A) Axis».

Рис.8
 - Set Post Options (Настройки Постпроцессора) – данное окно позволяет управлять настройками постпроцессора (Рис.9).
- Set Post Options (Настройки Постпроцессора) – данное окно позволяет управлять настройками постпроцессора (Рис.9).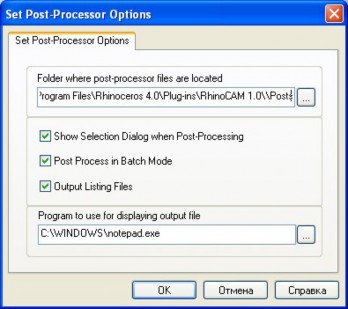
Рис.9
Первая строка текущего окна: «Folder where post-processor files are located» - указывает доступ к папке с постпроцессорами (по умолчанию: C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Posts)
Show Selection Dialog when Post-Processing – показывать диалоговую пост обработку
Post Processor in Batch Mode – работа постпроцессора в пакетном режиме
Output Listing Files – Показывать сгенерированные ч/з выбранный постпроцессор файлы управляющих программ впрограмме для чтения кода УП (по умолчанию: Блокнот).
Program to use for displaying output file – программа для просмотра файлов управляющих программ (по умолчанию: Блокнот: C:\WINDOWS\
\notepad.exe).
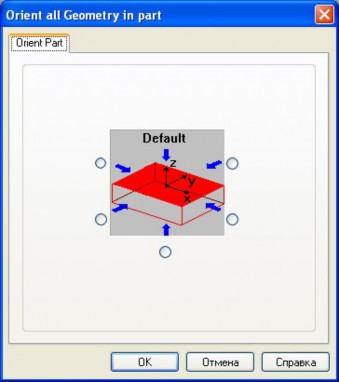
 - Orient all Geometry in part (ориентация геометрии детали)
- Orient all Geometry in part (ориентация геометрии детали)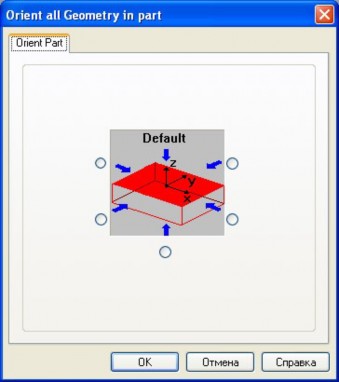
Эта кнопка позволяет всей детали быстро ориентироваться о любом из основных направлений (+X,-X,
+Y,-Y, +Z,-Z)- рис.10. Ориентация будет применена ко всей детали, видимой или не видимой, выбранной или нет.
По умолчанию выбран вид сверху (Default -умолчание)
Данная опция необходима для выбора той или иной из шести сторон детали (геометрического вида), которую вы собираетесь обрабатывать.
Рис.10
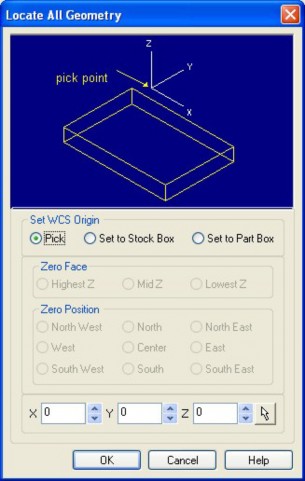
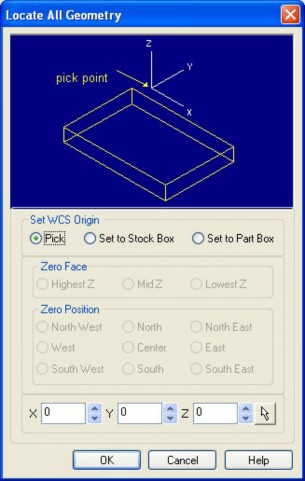
 - Locate all geometry (локализация/позиционирование всей детали) Представленная функция представляет возможность выбирать нулевую точку детали по координатам XYZ или локализировать мировую координатную систему (Set WCS2Origin – дословно, выбор начальной точки мировой системы координат). Т.е необходимо привязать всю деталь к системе координат.
- Locate all geometry (локализация/позиционирование всей детали) Представленная функция представляет возможность выбирать нулевую точку детали по координатам XYZ или локализировать мировую координатную систему (Set WCS2Origin – дословно, выбор начальной точки мировой системы координат). Т.е необходимо привязать всю деталь к системе координат.В текущем окне имеется несколько способов для выбора WCS:
-
Pick – установка нуля при помощи указателя мыши
-
Set to Stock Box – установка по одной из сторон заготовки
-
Set to Part Box - установка по одной из сторон детали

2 WCS – World Coordinate System (Мировая Система Координат)
Pick – если вы хотите задать нулевую точку дета при помощи кнопки мыши, необходимо внизу окна нажать на иконку
 , затем при помощи крестика отметить планируемую точку. Координаты выбранной точки отобразятся в окошках XYZ:
, затем при помощи крестика отметить планируемую точку. Координаты выбранной точки отобразятся в окошках XYZ:
Set to Stock Box и Set to Part Box – при выборе перечисленных функций становятся активными поля:
«Zero Face» и «Zero Position».
Zero Face – ноль по оси Z, т.е. где будет располагаться нулевая плоскость по оси Z. Пользователю доступны три варианта:
- Highest Z – самая высокая поверхность детали/заготовки
-
Mid Z – середина по высоте детали/заготовки
-
Lowest Z - самая низкая поверхность детали/заготовки (основание).
Zero Position – определяет положение нуля по координатам XY.
Пользователю доступны 9 вариантов, согласно сторонам света и их комбинациям:
North West North North East
West Center East
Рис.11
Северо-
Запад Север
Северо- Восток
South West South South East
Запад Центр Восток
Юго- Запад
Юг Юго- Восток
Разница между Set to Stock Box и Set to Part Box в том, что при выборе первого (Set to Stock Box) – происходит установка нулевых значений координат по сторонам и поверхности ЗАГОТОВКИ, а в случае выбора (Set to Part Box) – установка по сторонам и поверхности ДЕТАЛИ3.
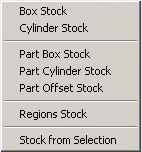
 - Create/Load stock (Создание/Загрузка заготовки)
- Create/Load stock (Создание/Загрузка заготовки)Эта кнопка в ниспадающем меню (Рис.12) отображает доступные геометрические виды заготовок.
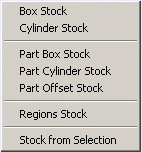
Рис.12
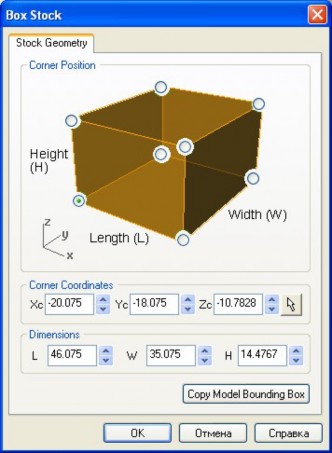
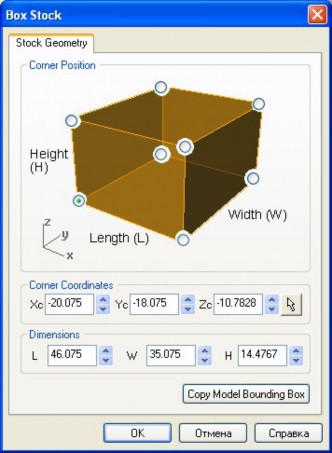
Box Stock – заготовка, имеющая форму коробки (рис.13)
В верхней части диалогового окна
«Corner Position - положение угла» пользователь отмечает ЛКМ угол заготовки, от которого будет строиться заготовка в форме коробки.
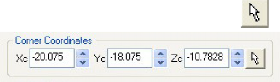
В следующей части окна «Corner Coordinates – координаты угла» (рис.14) пользователь может вручную ввести координаты угла коробки в соответствующие окошки XcYcZc, или выбрать угол коробки ЛКМ, нажав на иконку с
изображением стрелки мыши .
Рис.14
Рис.13

Part – деталь
Выбрав координаты угла, в поле «Dimensions – размеры» пользователь далее может вручную впечатать длины сторон коробки (рис.15):
- L (Length – длина),
-
W (Width - ширина),
-
H (Height – высота)

Рис.15
Copy Model Bounding Box – создать заготовку по размерам модели
 . Система автоматически вычисляет ограничивающий прямоугольник и вписывает значения координат в соответствующие окошки XYZ.
. Система автоматически вычисляет ограничивающий прямоугольник и вписывает значения координат в соответствующие окошки XYZ.Когда пользователь нажимает на кнопку OK, заготовка будет создана, основанная на пользовательском определении будет создана.
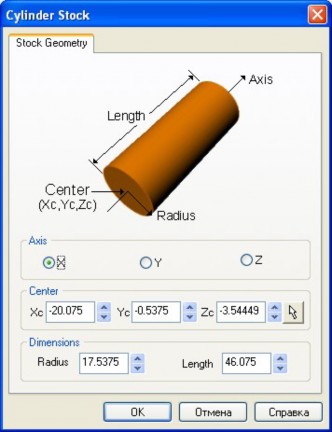
Cylinder Stock - заготовка, имеющая форму цилиндра (Рис.16).
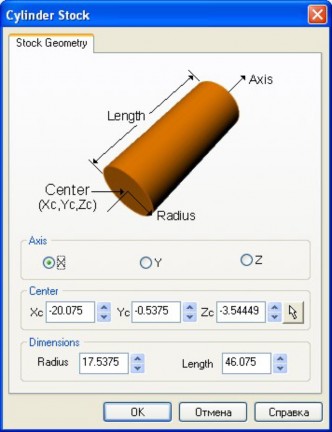
Обычно используется для четырех осевой обработки.
При выборе заготовки, имеющей форму цилиндра, пользователю необходимо выбрать линейную ось (X, Y или Z), вдоль которой будет построена цилиндрическая заготовка (Рис.17).

Рис.17
Далее в разделе «Center» (центр) требуется ввести координаты центра.
В разделе «Dimensions» (размеры) ввести значения радиуса «Radius» и длины цилиндра «Length».
Рис.16
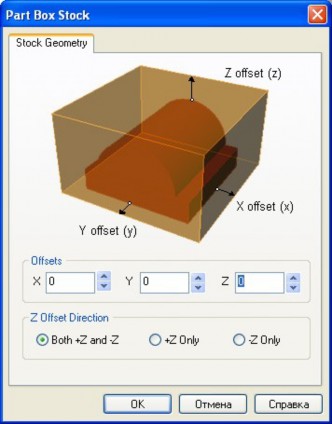
Part Box Stock – заготовка формы коробки для детали (рис.18)
В открывшемся диалоговом окне пользователь может увеличить вразные стороны заготовку относительно размеров детали, т.е. ввести
Порядок выполнения работы
Основные этапы в RhinoCAM:
-
Создание детали в программной оболочке Rhinoceros или импорт детали из другой моделирующей CAD программы;
-
Задание нулевой точки детали по координатам XYZ
 ;
; -
Подбор размеров заготовки, из которой будет вырезана деталь.
-
Подбор подходящего режущего инструмента;
-
Выбор необходимых черновых и чистовых стратегий для получения детали из заготовки.
-
Запуск анимированной обработки для оценивания результата применяемых стратегий.
После установки программных средств Rhinoceros 4.0 и RhinoCAM, запустим с рабочего стола двойным щелчком мыши по иконке программы
 . Для демонстрации основных этапов работы в программной оболочке RhinoCAM, загрузим любой учебный файл из папки «Tutorials», расположенной по адресу (при установке по умолчанию): C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Tutorials, например,
. Для демонстрации основных этапов работы в программной оболочке RhinoCAM, загрузим любой учебный файл из папки «Tutorials», расположенной по адресу (при установке по умолчанию): C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Tutorials, например,«DumbellsCompleted.3dm» (Рис. 1)
Окно RhinoCAM
Окно Геометрии
Рис. 1
RhinoCAM является приложением для Rhinoceros, соответственно, в левой части экрана программной оболочки Rhiniceros появляется RhinoCAM Browser (Окно RhinoCAM ), а также в строке «МЕНЮ» появляется RhinoCAM (Рис. 2)
Рассмотрим составляющие меню, указанные на рисунке 2.
Toolbars (панель инструментов) раскрывается и отображает 2 подпункта (рис.3):
- Browser (окно RhinoCAM )
-
Geometry Bar (Окно геометрии )
При нажатии левой кнопкой мыши (далее, ЛКМ) на строку с галочкой «Browser», с экрана исчезнет Окно RhinoCAM,
Рис. 2
что очень удобно при моделировании изделия в программной оболочке Rhinoceros, когда для удобства просмотра всех геом. видов необходима полная площадь экрана. Далее, при необходимости вызова окна RhinoCAM, требуется вновь нажать на строку «Browser». Аналогичные действия можно производить с подменю Geometry Bar (Окно геометрии).
Getting Started и Help Topics – запускает англоязычные помощники типа «Help»:
- Getting Started Tutorial – пошаговое обучение;
-
On-Line help system – поэлементное описание возможностей программы.
Рис. 3
-
-
Asleep – Спящий режим
-
Awake – Пробуждение
Asleep и Awake – два взаимоисключающих режима, но в отличие от функции Toolbars/
Browser, не только убирает с экрана окно RhinoCAM, но и выгружает его из оперативной памяти Вашего компьютера, что необходимо, если у Вас не достаточно оперативной памяти (512мб и <) или Вы работаете с большим файлом, так же занимающим много места в оперативной памяти. При нажатии на строку Awake – RhinoCAM вновь загружается в программную оболочку Rhinoceros.
Unload – (выгружать) данная опция полностью выгружает RhinoCAM из программной оболочки Rhinoceros. Данная функция необходима, если Вы в дальнейшем больше не планируете пользоваться RhinoCAM.
Обратная загрузка осуществляется при помощи открытия окна в меню: Tools/ Options../Plug-ins/install и загрузки файла RhinoCAM.rhp из папки RhinoCAM 1.0, расположенной по адресу: C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0.
Перейдем к описанию главного окна RhinoCAM
Программное средство RhinoCAM разработано таким образом, что позволяет логически переходит от одной подготовительной операции другой, этому способствует компоновка закладок слева направо: Setup; Tools; Mops; Stock (рис.4)

Рис.4
Также внутри каждой из закладок имеются иконки, выбор и работа с которыми также представлена в направлении слева направо.
Закладка Setup – установка параметров перед программированием обработки
Закладка Tools (Инструменты) – Создание, выбор и сохранение режущих инструментов
Закладка MOps (Machining operations – машинные операции) – Генерация стратегий для черновой и чистовой обработки
Закладка Stock (Заготовка) – анимация обработки детали
Рассмотрим подробнее содержание каждой из закладок Закладка Setup

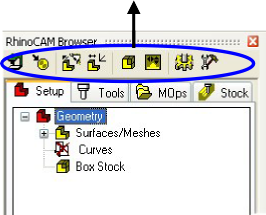
В окне закладки Setup отображаются составные элементы геометрии моделируемой детали (Рис.5):
- Surfaces/Meshes –
-
Поверхности/Сетки элементов
-
Curves - Кривые
-
Stock – Тип выбранной заготовки
(Box – коробка, Cylinder – цилиндр)
Рис.5
 - Setup machine (Настройки станка)
- Setup machine (Настройки станка)При нажатии ЛКМ на иконку
 «Setup machine», появляется окно настройки (Рис.6), позволяющая выбирать, сколько координат Вы будете использовать при обработке на станке текущей детали. Т.к. для пятикоординатной обработки у нас используется отдельное программное средство MadCAM 4.1, следовательно в RhinoCAM выбираем только между 3 Axis и 4 Axis.
«Setup machine», появляется окно настройки (Рис.6), позволяющая выбирать, сколько координат Вы будете использовать при обработке на станке текущей детали. Т.к. для пятикоординатной обработки у нас используется отдельное программное средство MadCAM 4.1, следовательно в RhinoCAM выбираем только между 3 Axis и 4 Axis.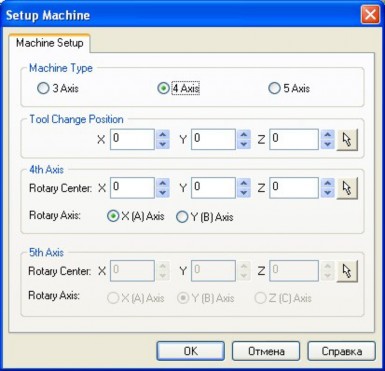
Рис.6
Tool Change Position – координаты смены инструмента (Рис.7)
 - нажав на стрелку, мы можем вручную выставить координаты смены инструмента.
- нажав на стрелку, мы можем вручную выставить координаты смены инструмента.
Рис.7
Rotary Center - координаты центра поворотной оси (Рис.8)
Rotary Axis (Поворотная ось) – Если поворотная (токарная) ось параллельна линейной оси X, значит необходимо выбрать «X(A) Axis», если поворотная ось параллельна линейной оси Y, значит необходимо выбрать «Y(B) Axis».
При использовании обрабатывающего центра серии ADEM16, выберите в текущей строке «X(A) Axis».
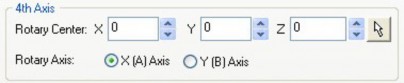
Рис.8
 - Set Post Options (Настройки Постпроцессора) – данное окно позволяет управлять настройками постпроцессора (Рис.9).
- Set Post Options (Настройки Постпроцессора) – данное окно позволяет управлять настройками постпроцессора (Рис.9).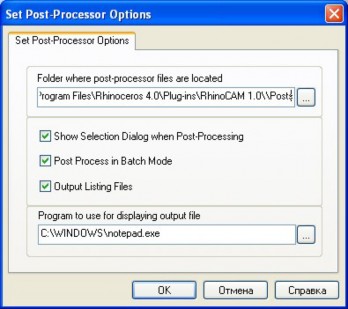
Рис.9
Первая строка текущего окна: «Folder where post-processor files are located» - указывает доступ к папке с постпроцессорами (по умолчанию: C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Posts)
Show Selection Dialog when Post-Processing – показывать диалоговую пост обработку
Post Processor in Batch Mode – работа постпроцессора в пакетном режиме Output Listing Files – Показывать сгенерированные ч/з выбранный постпроцессор файлы управляющих программ впрограмме для чтения кода УП (по умолчанию: Блокнот).
Program to use for displaying output file – программа для просмотра файлов управляющих программ (по умолчанию: Блокнот: C:\WINDOWS\
\notepad.exe).
 - Orient all Geometry in part
- Orient all Geometry in part(ориентация геометрии детали)
Эта кнопка позволяет всей детали быстро ориентироваться о любом из основных направлений (+X,-X,
+Y,-Y, +Z,-Z)- рис.10. Ориентация будет применена ко всей детали, видимой или не видимой, выбранной или нет.
По умолчанию выбран вид сверху (Default -умолчание)
Данная опция необходима для выбора той или иной из шести сторон детали (геометрического вида), которую вы собираетесь обрабатывать.
Рис.10
 - Locate all geometry (локализация/позиционирование всей детали) Представленная функция представляет возможность выбирать нулевую точку детали по координатам XYZ или локализировать мировую координатную систему (Set WCS4Origin – дословно, выбор начальной точки мировой системы координат). Т.е необходимо привязать всю деталь к системе координат.
- Locate all geometry (локализация/позиционирование всей детали) Представленная функция представляет возможность выбирать нулевую точку детали по координатам XYZ или локализировать мировую координатную систему (Set WCS4Origin – дословно, выбор начальной точки мировой системы координат). Т.е необходимо привязать всю деталь к системе координат.В текущем окне имеется несколько способов для выбора WCS:
- Pick – установка нуля при помощи указателя мыши
-
Set to Stock Box – установка по одной из сторон заготовки
-
Set to Part Box - установка по одной из сторон детали
Pick – если вы хотите задать нулевую точку дета при помощи кнопки мыши, необходимо внизу окна нажать на иконку
 , затем при помощи крестика отметить планируемую точку. Координаты выбранной точки отобразятся в окошках XYZ:
, затем при помощи крестика отметить планируемую точку. Координаты выбранной точки отобразятся в окошках XYZ:
Set to Stock Box и Set to Part Box – при выборе перечисленных функций становятся активными поля:
«Zero Face» и «Zero Position».
Zero Face – ноль по оси Z, т.е. где будет располагаться нулевая плоскость по оси Z. Пользователю доступны три варианта:
- Highest Z – самая высокая поверхность детали/заготовки
-
Mid Z – середина по высоте детали/заготовки
-
Lowest Z - самая низкая поверхность детали/заготовки (основание).
4 WCS – World Coordinate System (Мировая Система
Zero Position – определяет положение нуля по координатам XY. Пользователю доступны 9 вариантов, согласно сторонам света и их комбинациям:
Рис.11
Северо-
Запад Север
Северо- Восток
Запад Центр Восток
Юго- Запад
Юг Юго- Восток
Разница между Set to Stock Box и Set to Part Box в том, что при выборе первого (Set to Stock Box) – происходит установка нулевых значений координат по сторонам и поверхности ЗАГОТОВКИ, а в случае выбора (Set to Part Box) – установка по сторонам и поверхности ДЕТАЛИ5.
 - Create/Load stock (Создание/Загрузка заготовки)
- Create/Load stock (Создание/Загрузка заготовки)Эта кнопка в ниспадающем меню (Рис.12) отображает доступные геометрические виды заготовок.
North West North North East West Center East South West South South East
Рис.12
Box Stock – заготовка, имеющая форму коробки (рис.13)

Part – деталь
В верхней части диалогового окна
«Corner Position - положение угла» пользователь отмечает ЛКМ угол заготовки, от которого будет строиться заготовка в форме коробки.
В следующей части окна «Corner Coordinates – координаты угла» (рис.14) пользователь может вручную ввести координаты угла коробки в соответствующие окошки XcYcZc, или выбрать угол коробки ЛКМ, нажав на иконку с
изображением стрелки мыши .
Рис.14
Рис.13
Выбрав координаты угла, в поле «Dimensions – размеры» пользователь далее может вручную впечатать длины сторон коробки (рис.15):
-
L (Length – длина),
-
W (Width - ширина),
-
H (Height – высота)

Рис.15
Copy Model Bounding Box – создать заготовку по размерам модели
 . Система автоматически вычисляет ограничивающий прямоугольник и вписывает значения координат в соответствующие окошки XYZ.
. Система автоматически вычисляет ограничивающий прямоугольник и вписывает значения координат в соответствующие окошки XYZ.Когда пользователь нажимает на кнопку OK, заготовка будет создана, основанная на пользовательском определении будет создана.
Cylinder Stock - заготовка, имеющая форму цилиндра (Рис.16).
Обычно используется для четырех осевой обработки.
При выборе заготовки, имеющей форму цилиндра, пользователю необходимо выбрать линейную ось (X, Y или Z), вдоль которой будет построена цилиндрическая заготовка (Рис.17).

Рис.17
Далее в разделе «Center» (центр) требуется ввести координаты центра.
В разделе «Dimensions» (размеры) ввести значения радиуса «Radius» и длины цилиндра «Length».
Рис.16
Part Box Stock – заготовка формы коробки для детали (рис.18)
В открывшемся диалоговом окне пользователь может увеличить в разные стороны заготовку относительно размеров детали, т.е. ввести соответствующие значения смещений (Offsets) в полях, указанных на рисунке 18.

Рис.18
Направление увеличения размеров заготовки относительно габаритов детали указаны на рисунке вверху окна и обозначают:
X offset (x) – смещение по оси Х Y offset (y) - смещение по оси Y Z offset (z) - смещение по оси Z
Для оси Z присутствует отдельная корректировка «Z offset direction» (направление смещения по оси Z)(рис. 19).

Рис.19
Данная настройка предоставляет возможность выбирать направление увеличения высоты заготовки относительно детали:
-
Both +Z and –Z – в оба направления по оси Z (т.е. вверх и вниз)
+Z Only – только в положительном направлении по оси Z (т.е. вверх)
-
-Z Only - только в отрицательном направлении по оси Z (т.е. вниз)
Part Cylinder Stock - заготовка формы цилиндра для детали (рис. 20)
Данная опция используется для расширения заготовки в радиальном и осевом направлении, имеющая форму цилиндра относительно уже имеющегося цилиндра, т.е. все значения, которые Вы введете в ячейках радиуса и оси (axial) – прибавятся к размерам имеющегося цилиндра.
-
Необходимо выбрать линейную ось (X, Y или Z)

-
Ввести в поле «Dimensions»значения радиального Radial Offset (r) и осевого увеличения размера Axial Offset (a).

-
В поле Axial Offset Direction (выбор направления увеличения длины цилиндра).

-
-
Both + and – – в оба направления по оси (т.е. влево и вправо)
+ Only – только в положительном направлении по оси
-
- Only - только в отрицательном направлении по оси
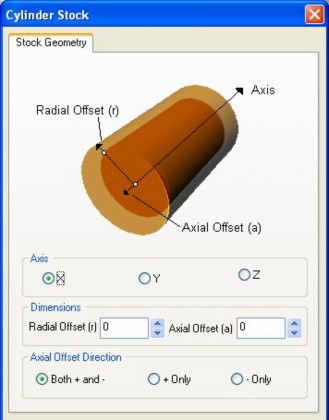
Рис. 20
Part Offset Stock –увеличение размеров заготовки по всем направлениям на одинаковую величину.
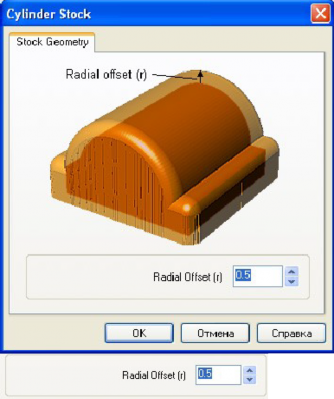
В нижней части окна вводим значение Radial Offset (r) – увеличение заготовки по радиусу, все размеры детали величаться на значение введенного радиуса.
Рис.21
Region stock – выбор области для выдавливание по оси Z Пользователь выбирает области для того, чтобы создать выдавливание от центра вверх и вниз по Оси Z
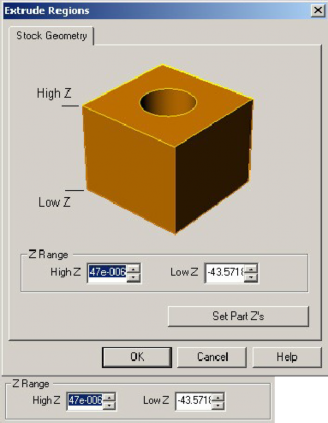
High Z – наивысшее значение по оси Z Low Z – самое нижнее значение по оси Z
Z Range – диапазон значений по оси Z.
Set Part Z’s – автоматически вычисляет значение максимальной и минимальной точки по координате Z для выделенной области детали.
Рис.22
Stock from Selection - создание заготовки по выделенной части детали.
Пользователь может выбрать трехмерные поверхности и/или сетки и затем выбрать эту команду. Система будет использовать выбранную геометрию, и создавать разбитую на треугольники модель заготовки.
Delete Stock – удаление имеющейся заготовки

Locate Part within Stock– определение местоположения детали в пределах заготовки
Выбор текущей опции актуален в том случае, если пользователь задал размеры заготовки с припуском, соответственно, в этом окне можно производить перемещения детали в пределах заготовки.
В первой части окна Object to move (объект для перемещения) необходимо выбрать, что мы будем перемещать:
-
Move Part – деталь относительно заготовки
-
Move Stock – заготовку относительно детали

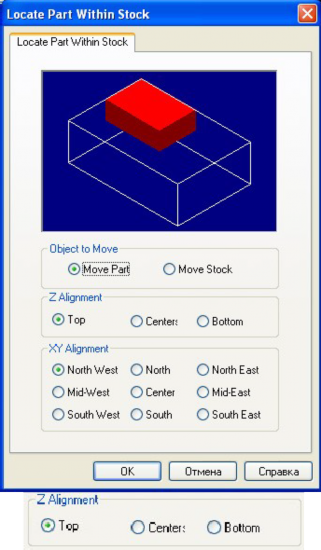
В следующей части окна «Z Alignment» (Выравнивание по оси Z) доступны три варианта:
- Top - Верх
-
Center – Центр (Середина)
-
Bottom – Низ
Т.е. деталь можно размести по высоте заготовки в верхнем, среднем и нижнем положении.
В нижней части окна «XY Alignment» - (выравнивание по осям Х и Y) доступны настройки выравнивания детали относительно внутреннего объема заготовки по одной из сторон частей света и их сочетаниям.
Рис.23
Северо-
Запад Север
Северо- Восток
Запад Центр Восток
Юго- Запад
Юг Юго- Восток

Preferences (Различные настройки)
Color Preferences – в этом меню можно выбрать цвета, используемые для визуализации анимированной обработки заготовки. Например, цвет детали, инструмента, а также цвета применяемых стратегий

Machining Preferences – специальные машинные настройки
Некоторые стойки с ЧПУ не распознают команды движения по дуге (G2, G3), для таких контроллеров RhinoCAM имеет функцию преобразования дуг в большое количество линейных отрезком. Описанная функция относится к верхней части диалогового окна, раздел «Arc Output».
-
Output arcs as liner segments – преобразование дуг в линейные отрезки
-
Output spiral motion as liner segments - преобразование спиралей в линейные отрезки
-
Output helix motion as liner segments - преобразование винтовых линий в линейные отрезки.
При использовании Mach3 в качестве управляющего контроллера для станка с ЧПУ рекомендуется снять галочки с вышеперечисленных строк, т.е. Mach3 поддерживает команды G2 и G3.
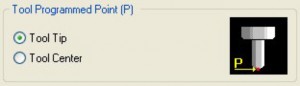
Подраздел «Tool Programmed Point (P)» - программируемая точка инструмента
-
Tool Tip – вершина инструмента
-
Tool Center – центр инструмента
Т.е. траектория движения инструмента может быть запрограммирована по самой крайней (нижней) точке инструмента или по его центру - без учета геометрии режущей части инструмента.
Подраздел «Part Sampling Resolution» - разрешение детали во время анимированной обработки.

Данная функция настраивает качество отображаемой поверхности в результате анимированной обработки. При перемещении ползунка вправо качество улучшается, но увеличивается нагрузка на Ваш персональный компьютер, что в свою очередь предъявляет повышенные требования к производительности центрального процессора, видеокарты и емкости оперативной памяти.
-
Standard – стандартное качество
-
Medium – среднее качество
-
Fine – хорошее качество
 - Utilities (сервисные настройки или утилиты)
- Utilities (сервисные настройки или утилиты)
Post Processor Generator – помогает настраивать постпроцессор, который Вы будете использовать. Если Вы используете обрабатывающий центр из серии
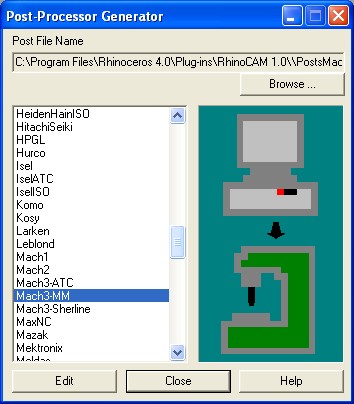
ADEM16, в левой части окна необходимо выбрать постпроцессор с названием: Mach3-MM или Mach2. При нажатии на эту строку появляется контекстное диалоговое окно:
Post File Name – расположение используемого постпроцессора. По умолчанию: (C:\Program Files\Rhinoceros 4.0\Plug- ins\RhinoCAM 1.0\\PostsMach3- MM.spm)
Кнопка Edit запускает редактор выбранного вами постпроцессора.
DNC To Machine (DNC - direct numerical control – прямое числовое программное
управление) – прямое управление станком с ЧПУ
Gcode Editor – редактор созданных управляющих программ (G-кодов)
Gcode Analyzer – программа верификации (проверки УП) – отображение траекторий движения инструмента и процесса удаления материала с заготовки по созданной в RhinoCAM УП.
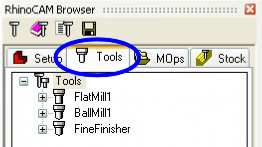
Закладка Tools– режущие инструменты
инструмент.
В окне «Tools» - перечислены инструменты, которые Вы выбрали для механической обработки текущей детали. Пользователь может редактировать инструмент, дважды щелкнув ЛКМ по соответствующему названию инструмента в окне «Tools». В этом же окне можно удалять выбранный

- Create/Select Tool– Создание/Выбор инструмента
-
Эта кнопка запускает диалоговое окно (рис.) в котором можно создавать и редактировать различные параметры режущих инструментов: фрез, сверл, центровок, разверток, метчиков и др.
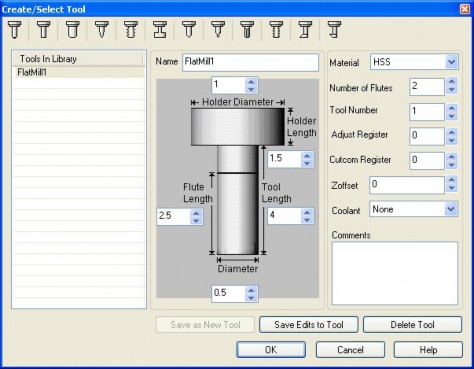
Рис.


- фреза сферическая
-
-
фреза цилиндрическая
-
фреза с закругленными вершинами
-
фреза коническая (гравер)
-
фреза резьбовая
-
фреза торцовая
-
Сверло
-
Центровка

-
Метчик
-
расточная фреза
В левой части окна отображен список всех инструментов [Tools in Library], отнесенных к данному типу. Т.е. если Вы выбрали сферическую фрезу, то в этой части окна будет показан список всех созданных Вами сферических фрез.
В графе Name рекомендуется ввести уникальное название обрабатывающего инструмента для данной категории.

В названии следует указывать тип обрабатывающего инструмента и его отличительные особенности, например, диаметр режущей части. В целом, это выглядит следующим образом:
- Цилиндрическая 3.175 мм
-
Сферическая 1.5 мм
-
Коническая 0.1 мм
В центре окна отображен чертеж с окошками для выбранного типа фрезы. В соответствующих окошках каждого геометрического размера инструмента необходимо ввести число, соответствующее реальному размеру инструмента.
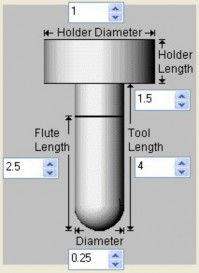
Обозначения размеров для сферической ицилиндрической фрезы:
Holder Diameter – диаметр патрона (или гайки с цангой)
Holder Length – длина патрона (или гайки с цангой)
Tool Length – длина выступающей части инструмента перед патроном или гайки с цангой.
Flute Length – длина рабочей части инструмента
Diameter – диаметр рабочей части инструмента
В следующих типах инструментов будут приведены переводы только новых обозначений размеров.
Фреза со скругленными углами:
С. Radius (Corner Radius – радиус угла)
Коническая фреза (Гравер)
Shank Dia. (Shank Diameter) – диаметр хвостовика инструмента
Taper Angle - угол уклона (наклона)
Винтовая фреза
Thread pith – шаг витка (резьбы)
Центровка
Tip Dia. – диаметр вершины инструмента Tip Length - длина вершины инструмента Tip Angle - угол при вершине
К любому из выбранных инструментов относится постоянная правая часть окна, посвященная характеристикам инструмента (Рис.).

Material – материал режущей части инструмента. На выбор предлагается 2 типа:
- HSS (high-speed steel) – быстрорежущая сталь
-
Carbide – твердосплавная (карбид)
Number of Flutes – количество стружечных канавок в инструменте.
Tool Number – номер инструмента в инструментальном магазине
Zoffset – (коррекция на длину инструмента). Учет разницы длины инструмента относительно базового. (Данная функция актуальна, если шпиндель поддерживает смену инструмента и каждая фреза установлена в отдельный конус. За базовый
инструмент принимается тот, который идет первым по списку в порядке обработки детали).
Coolant – Смазочно-охлаждающая жидкость (СОЖ). На выбор представлены несколько типов охлаждения инструмента:
- Flood - жидкость
-
Mist – охлаждение туманом (концентрат водо-воздушной смеси)
-
Through – охлаждение через отверстие, расположенное в оси инструмента
Comments – комментарии и пояснения, характеризующие данный инструмент.
В нижней части окна расположена серия кнопок, отвечающих за операции над инструментами
 .
.
-
Save as New Tool – сохранить как новый инструмент
-
Save Edits to Tool – сохранить изменения в инструменте
-
Delete Tool – удаление выбранного инструмента
Для того чтобы сделать инструмент активным, т.е. выбрать его для текущей стратегии обработки, в левой части окна Tools in Library ЛКМ выделить инструмент и нажать «OK».
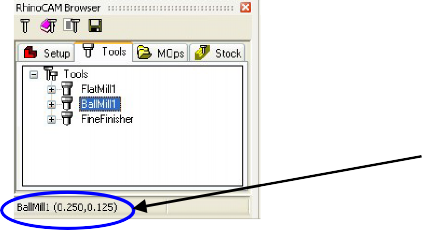
Имя выбранного инструмента отображено в самом низу окна RhinoCAM.

- Load Tool Library (загрузить библиотеку инструментов) – эта кнопка позволит загрузить сохраненную Вами библиотеку инструментов (файл с расширением *.csv). Вы можете загрузить для примера имеющуюся базу данных инструментов под названием: «DefaultMetricTools», которая расположена в папке: C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Data.
 - Tools Info – информация об инструменте.
- Tools Info – информация об инструменте.Запускает диалоговое окно, отображающее все параметры применяемых инструментов для обработки текущей детали.
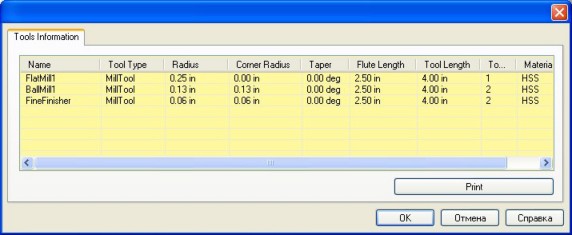
Print – печать таблицы с инструментами

- Save Tool Library (сохранить в библиотеку инструментов) файл с расширением «*.csv».
-
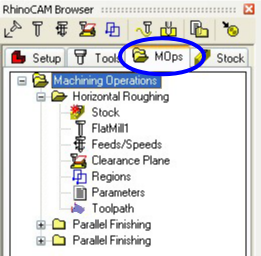
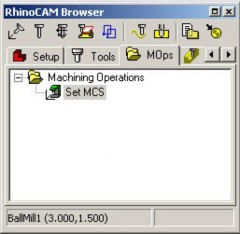
Закладка MOps –Machining Operations
(машинные операции)
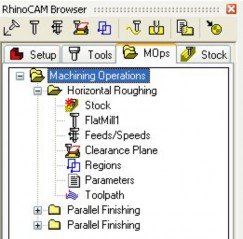
В окне «Машинные операции» пользователь назначает черновые и чистовые стратегии для обработки текущей детали.
Рассмотрим назначение всех кнопок, относящихся к закладке «MOps»

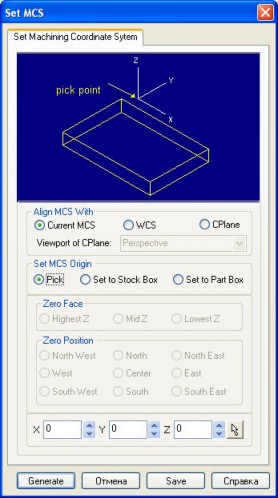
 - Set MCS(Set Machining Coordinate System) – выбор машинной системы координат. Данная кнопка запускает диалоговое окно, позволяющее смещать и ориентировать машинную систему координат. Машинная система координат определяет ориентацию и положение нуля инструмента.
- Set MCS(Set Machining Coordinate System) – выбор машинной системы координат. Данная кнопка запускает диалоговое окно, позволяющее смещать и ориентировать машинную систему координат. Машинная система координат определяет ориентацию и положение нуля инструмента.Подраздел «Align MCS With» (совместить машинную систему координат с).
Первым делом необходимо выбрать из трех вариантов, с чем совместить машинную систему координат:
- Current MCS – текущая машинная система координат
-
WCS – (World Coordinate System – мировая система координат)
-
CPlane – (construction plane – конструкционная плоскость) При выборе функции CPlane становиться активным выбор геометрического вида (Viewport of CPlane)

В следующем подразделе [Set MCS origin] необходимо выбрать начало отсчета машинной системы координат:
-
Pick – при помощи мыши
-
Set to Stock Box – привязка к заготовке
-
Set to Part Box – привязка к детали
Zero Face – ноль по оси Z, т.е. где будет располагаться нулевая плоскость по оси Z. Пользователю доступны три варианта:
-
Highest Z – самая высокая поверхность детали/заготовки
-
Mid Z – середина по высоте детали/заготовки
-
Lowest Z - самая низкая поверхность детали/заготовки (основание).
Zero Position – определяет положение нуля по координатам XY. Пользователю доступны 9 вариантов, согласно сторонам света и их комбинациям:
Северо-
Запад Север
Северо- Восток
Запад Центр Восток
Разница между Set to Stock Box и Set to
Юго- Запад
Юг Юго- Восток
Part Box в том, что при выборе первого (Set to Stock Box) – происходит установка нулевых значений координат по сторонам и поверхности ЗАГОТОВКИ, а в случае выбора (Set to Part Box) – установка по сторонам и
поверхности ДЕТАЛИ.
North West North North East
West Center East
South West South South East
Кнопка
«Generate» сохраняет все выбранные установки: машинной системы
координат, положение нуля заготовки и в
окне «MOps» отобразиться строка с текущими настройками машинной системы координат
 . Данные настройки будут распространяться на все стратегии обработки, которые будут назначены после последней «Set MCS» или до следующей «Set MCS».
. Данные настройки будут распространяться на все стратегии обработки, которые будут назначены после последней «Set MCS» или до следующей «Set MCS».
- Create/Select Tools – выбор/создание инструмента. Данная кнопка аналогична той, которая находить в закладке «Tools».
Вернитесь на несколько страниц назад и посмотрите описание закладки
«Tools».
 - Set Feed/Speeds (Выбор подач/скоростей вращения шпинделя)
- Set Feed/Speeds (Выбор подач/скоростей вращения шпинделя)После нажатия на эту кнопку запускается диалоговое окно «Set Feed/Speeds».
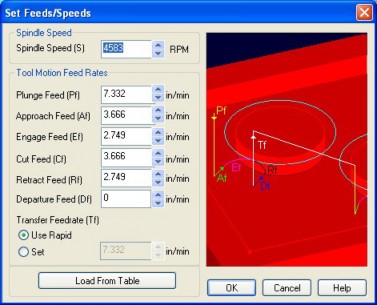
В этом окне можно устанавливать подачи движения инструмента и скорость вращения шпинделя для механических стратегий обработки.
Описание:
Spindle Speed – скорость вращения шпинделя (об/мин);
Подраздел «Tool Motion Feed Rates» (скорость перемещения инструмента или подача)
(мм/мин или дюймы/мин) Plunge Feed (Pf) – подача погружения. Подача до врезания инструмента в материал, траектория движения – вертикаль.
Approach Speed (Af) – скорость подвода. Скорость, с которой инструмент будет подходить перед врезанием в обрабатываемый материал. Тип траектории (кривая или прямая) – зависит от вида применяемой стратегии обработки.
Engage Feed (Ef) – подача, при которой инструмент начинает входить в контакт с обрабатываемым материалом. В RhinoCAM это значение составляет 75% от основной скорости резания (Сut Feed).
Cut Feed (Cf) – подача, при которой инструмент обрабатывает материал.
Retract Feed (Rf) – подача отвода. Подача, при которой инструмент выходит из обрабатываемого материала. В RhinoCAM это значение составляет 75% от основной скорости резания (Сut Feed).
Departure Feed (Df) – подача отъезда. Подача, при которой инструмент отходить от обрабатываемого материала. (противоположна Approach Speed (Af) – скорость подвода).

В дополнение к вышеперечисленному, пользователь так же может определить скорость быстрых перемещений (Transfer Feedrate (Tf)),
при которой инструмент проходит над поверхностью заготовки. Доступны 2 варианта:
-
Use Rapid – использовать максимальную скорость подачи, которая указана в настройках двигателей Mach3;
-
Set – установка скорости быстрых перемещений вручную.
Load from Table – загрузить данные из таблицы.
При нажатии на эту кнопку появляется окно «Feed/Speed»
Эта функция существует для того, чтобы сохранять и загружать впоследствии значения подач и скоростей для каждого типа материала и обрабатывающего инструмента.
Текущая таблица представляет собой базу данных значения подач и скоростей, которую можно редактировать любым текстовым редактором. Файл называется «FEEDSSPEEDS» и находится в папке: C:\Program Files\Rhinoceros 4.0\Plug-ins\RhinoCAM 1.0\Data.
Описание раздела «Feed/Speeds Database» Type – тип
Srock Material – материал заготовки На выбор предлагается 20 вариантов:
-
AUMINIUM - алюминий
-
BRAS-MEDIUM – латунь (средняя по твердости)
-
BRAS-HARD - латунь (твердая)
-
COPPER - медь
-
CASTIRON-MEDIUM – чугун (средний)
-
CASTIRON-HARD – чугун (твердый)
-
STEEL-100BHN – сталь (твердость 100 единиц по Бринелю)
-
STEEL-200BHN – сталь (твердость 200 единиц по Бринелю)
-
STEEL-300BHN – сталь (твердость 300 единиц по Бринелю)
-
STEEL-400BHN – сталь (твердость 400 единиц по Бринелю)
-
STEEL-500BHN – сталь (твердость 500 единиц по Бринелю)
-
STAINLESS-MEDIUM – нержавеющая сталь (средняя по твердости)
-
STAINLESS-HARD – нержавеющая сталь (твердая)
-
TITANIUM-MEDIUM - титан
-
TITANIUM-HARD
-
TITANIUM-HARD1
-
FERR - железо
-
AUSTEN - аустенит
-
NICKEL – никель (сталь с содержанием никеля)
-
COBALT - кобальт (сталь с содержанием кобальта)
Tool material –материал режущей части инструмента. На выбор предлагается 2 типа:
-
HSS (high-speed steel) – быстрорежущая сталь
-
Carbide – твердосплавный режущий инструмент (карбид)

Tool Diameter – диаметр режущей части инструмента
# of Flutes – количество стружечных канавок в инструменте, обычно равно количеству режущих кромок.
Раздел «Computed Values» - расчетные значения.
Подраздел «Speed» Surface Speed (скорость резания) Spindle Speed (скорость вращения шпинделя)
Подраздел «Feed»
Feed/Tooth - подача на зуб
Cut Feed (Cf) – скорость резания
 - Clearance Control. – установка зазора (клиренса) при 3D и 4D обработке.
- Clearance Control. – установка зазора (клиренса) при 3D и 4D обработке.Clearance plane - зона безопасного отвода инструмента – зона, ниже которой инструмент не опускается, дабы не задеть элементы обрабатываемой детали. Можно сказать, эта зона является воздушным коридором, по которому перемещается инструмент, без опасения задеть элементы обрабатываемой детали.
Закладка «3 axis Cleaners Plane» - установка безопасного расстояния для 3D обработки.
У пользователя есть 4 варианта на выбор:
-
Automatic – клиренс определяется программной автоматически. Программа вычисляет самую высокую точку детали/заготовки и прибавляет и добавляет к этой точке фиксированное расстояние.
-
Part Max Z + Dist – дистанция от крайней верхней точки детали
-
Stock Max Z + Dist - дистанция от крайней верхней точки заготовки
-
Absolute Z Value – фиксированное значение клиренса
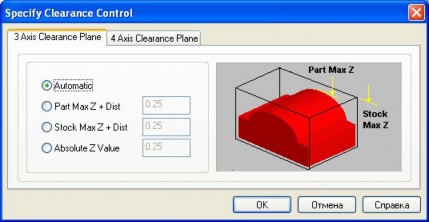
Клиренс для 3D обработки в большинстве случаев следует выбирать на
«Automatic», доверяясь возможностям программы. Вводить иные значения следует, например, при использовании поворотной рамки, когда шпинделю необходимо подняться вверх, чтобы его не задел радиус поворотной рамки.
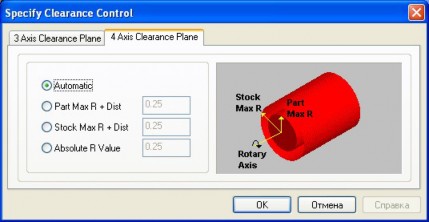
Закладка «4 axis Cleaners Plane» - установка безопасного расстояния для 4D обработки.
У пользователя есть 4 варианта на выбор:
-
Automatic – клиренс определяется программной автоматически. Программа вычисляет самую высокую точку детали/заготовки и прибавляет и добавляет к этой точке фиксированное расстояние.
-
Part Max R + Dist – дистанция от крайней верхней точки детали
-
Stock Max R + Dist - дистанция от крайней верхней точки заготовкиВ последних двух перечисленных вариантах вводятся только значения клиренса, без учета радиуса, соответственно, детали/заготовки
-
Absolute R Value – фиксированное значение клиренса

- Select Regions (выбор региона или области). Данная кнопка помогает выбрать область для механической обработки.
Области (регионы) – замкнутые кривые, которые уже существуют на вашей детали, или которые вы специально создаете, используя инструменты кривой в Rhino для определения границ механической обработки. Область должна быть выбрана до назначения определенной стратегии обработки.
Выбор области для механической обработки
Чтобы выбрать область для обработки, вы можете воспользоваться стандартными средствами Rhino для выбора замкнутых кривых.

-
Левой кнопкой мыши выбираем замкнутую кривую;
-
Нажимаем кнопку
 «Select regions» на панели закладки «MOps»;
«Select regions» на панели закладки «MOps»; -
Выбранная область окажется в списке окна
«Selected Regions» - выбранные регионы.
-
Нажимаем «OK» и приступаем к выбору подходящих стратегий обработки.
Как только стратегия механической обработки выбрана и сгенерирована, в окне Mops в строке «Regions» могут быть удалены существующие или добавлены новые области для обработки.
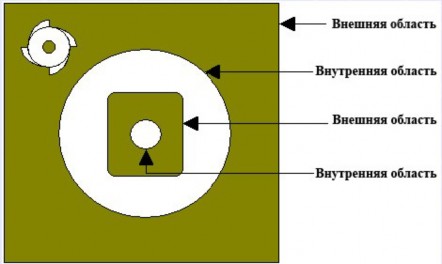
Сложные (составные) области
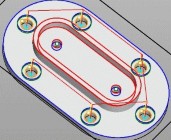
Составные области – чаще всего являются областями по типу одна в другой, см. рисунок ниже.
Единственное требование, предъявляемое к составным областям для обработки – отсутствие их взаимного пересечения. Инструмент будет обрабатывать область между внешней и внутренней областью, на рисунке показано зелено-серым цветом.
Для обработки сложных регионов необходимо выбрать ЛКМ несколько замкнутых кривых, между которыми будет осуществляться обработка.

- Milling metods – стратегии обработки.
Нажатие на эту кнопку показывает вылетающее вниз меню со списком стратегий, доступными в текущей версии RhinoCAM.
2-1/2 Axis milling operations (2.5 координатная обработка)
При 2.5 координатной обработке доступные следующие виды стратегий:
Facing – торцовое фрезерование.
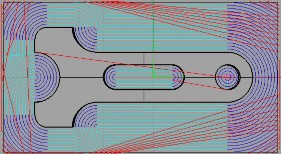
Данная стратегия производит удаление материала из закрытых областей с той части заготовки, где нет элементов детали. Т.е. в этой стратегии программа не касается детали, а только выбирает материал заготовки вокруг детали
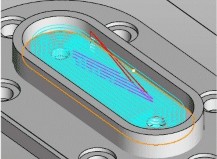
Pocketing - фрезерование глубоких выемок (карманов)
В данной стратегии программа автоматически определяет выбранные Вами закрытые области как карманы или выемки и программирует их обработку.
Profiling - контурное фрезерование или обработка по профилю. Стратегия
используется, например, для вырезания детали из заготовки по контуру.
Advanced Pocketing – усовершенствованное фрезерование глубоких выемок(карманов). Эта стратегия механической обработки карманов объединяет в себе 2 под стратегии: черновая (Roughing) и чистовая (Finising). Припуск, оставленный после чернового прохода, может быть удален во время чистовой операции, причем пользователь может не знать, сколько необходимо оставить материала для чистового припуска – программа автоматический вычислит это значение.
Advanced Profiling – усовершенствованное контурное фрезерование. Этот вид обработки используется для вырезки и чистовой обработки вертикальных стенок детали с возможностью выбора ширины проходов для черновой и чистовой обработки по отдельности.
Re-Machining - дополнительная обработка (участков с оставшимсяприпуском). Эта операция используется для удаления материала, оставшегося после последней механической операции, в которой использовался инструмент большого диаметра.
Hole Pocketing – фрезерование отверстий (создание отверстий при
использовании фрез). Эта стратегия используется для создания больших отверстий при помощи фрез, когда сложно подобрать большой диаметр сверла.
Thread Pocketing - резьбофрезерование
Engraving – гравировка. Этот метод обработки выбирается для гравировки

текста или логотипов на поверхности детали
3 Axis milling operations (3-х координатная обработка)
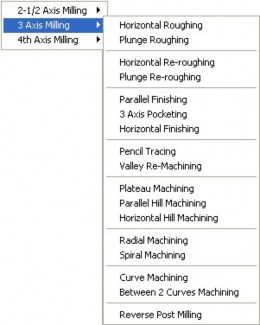
При 3-х координатной обработке доступные следующие виды стратегий:
Horizontal roughing – одноуровневая (горизонтальная) черновая обработка.
Так же известная под именами: обработка в одной плоскости или черновая
обработка при постоянной глубине. Материал удаляется послойно, согласно глубине обработки в плоскости XY. Этот тип механической обработки эффективен для удаления больших объемов материала и, как, правило, используется с инструментами большого диаметра.
Типичные инструменты, используемы в этой стратегии: фреза
цилиндрическая и фреза с закругленными вершинами.
Plunge roughing - врезное черновоефрезерование. Стратегия создает траектории, параллельные оси Z. Инструмент совершает вертикальные
движения, подобные операции сверления, т.е. производит вертикальное фрезерование, с равным шагом врезаясь в удаляемый материал. Plunge roughing иногда называют вертикальной черновой обработкой.
Horizontal re-roughing - одноуровневая (горизонтальная) повторная черноваяобработка. Стратегия применяется для создания траекторий движения инструмента в тех областях, которые не обработались в результате последней операции. Программа гарантирует не создавать траектории в тех местах, где уже произведена обработка, таким образом исключить потерю времени на холостые ходы режущего инструмента. Машинная обработка выполняется при постоянном значении Z подобно Horizontal Roughing.
Plunge re-roughing – повторное врезное черновое фрезерование. Как и в стратегии Horizontal Re-roughing, программа находит необработанные области в результате последней операции и генерирует на эти участки траектории движения инструмента.
Parallel finishing – параллельная чистовая обработка. Используется для
получистовой и чистовой обработки в плоскости XY. Этот метод механической обработки обычно используется следом за черновой обработкой Horizontal roughing.
Обрабатывающий инструмент следует по параллельным траекториям, повторяет геометрию детали.
Наиболее подходящий обрабатываемый инструмент для этой стратегии – сферические фрезы.
-
axis Pocketing – трех координатная обработка карманов (выемок). Метод 3D
механической обработки для пред-чистовой и чистовой обработки карманов и выемок.
Пользователь должен выбрать замкнутую область, которую программа в свою очередь распознает как карман. В отличие от стратегии 2.5D обработки «Pocketing», которая обрабатывает карманы только в плоскости XY, текущая стратегия «3 axis Pocketing» помимо обработки контура, имеет возможность подчистки дна выемки (углубления).
Horizontal finishing - чистовая обработка по контуру вертикальных
элементов. Этот тип механической обработки используется, когда деталь имеет большие вертикальные элементы. Инструмент проходит по контуру вертикальных элементов, опускаясь, каждый раз на один слой ниже. Стратегия похожа на Parallel Finishing, последняя чаще используется для элементов с высокими крутыми стенами, а Horizontal finishing больше подходит для мелких
элементов. Наиболее подходящие инструменты - сферические фрезы.
Pensil Tracing – карандашная обработка. Этот тип механической обработки
может быть использован как для черновой обработки (Roughing), так и для удаления материала, оставшегося после последней механической операции, в которой использовался инструмент большого диаметра (Re- machining), так и для траекторий зачистки (Сleanup toolpath). Здесь обрабатывающий инструмент проходит вдоль впадин (или бороздок) и углов
детали. Эта механическая операция обрабатывает впадины и углы детали для того, чтобы обрабатывающий инструмент меньшего диаметра, используемый для последующих чистовых операций, не столкнулся в этих местах с большим количеством материала, что в свою очередь предотвращает изнашивание и поломку инструмента. Наиболее подходящий тип инструмента – сферическая фреза.
Следующий цикл стратегий механической обработки относится к типу
«Re-Machining» - удаление материала из областей, оставленного от предыдущей операции.
Valley Re-Machining - дополнительная обработка (участков с оставшимся
припуском) впадин, углублений,канавок. Повторная обработка бороздок и впадин, которые не обработал инструмент большого диаметра из предыдущей операции. Не обработанные области, как правило, находятся во впадинах и по углам детали. В этой траектории пользователь должен определить два обрабатывающих инструмента: первый из них из
предыдущей операции, второй – меньшего диаметра, для текущей стратегии,
что бы обработать те места, которые не были отфрезерованы инструментом большого диаметра. Система автоматически вычисляет необработанные области и генерирует траектории движения для инструмента меньшего, указанного Вами, диаметра.
Plateau Machining – обработкапологого участка (плоского). Этот метод используется как финишная или повторная финишная механическая операция. Система анализирует геометрию детали и определяет все области, которые являются более плоскими, чем определенный пользователем угол. В результате система генерирует траектории
движения инструмента только на плоские области. Этот метод машинной обработки используется для того, чтобы обработать те области, которые не обработались при стратегиях Horizontal Roughing или Horizontal Finishing.
Parallel Hill Machining – параллельная обработка возвышенностей. Текущая стратегия используется для обработки крутых областей в детали. Система
анализирует геометрию детали и определяет все области, которые более круты, чем определенный пользователем угол. В результате система сгенерирует траектории только на области с возвышенностями. Эта стратегия используется, когда стратегия Contouring Finish (Контурная чистовая обработка), оставляет большую шероховатость поверхности (гребешки) на крутых областях детали.
Horizontal Hill Machining - одноуровневая (горизонтальная) обработка
возвышенностей.Horizontal Hill Machining – метод механической обработки, который может использоваться как операция повторной чистовой обработки и применяется обычно после стратегии Parallel Finishing. В этой стратегии генерируются траектории движения
инструмента в областях, крутизна которых больше, чем указанный пользователем угол от плоскости XY.
Эта стратегия используется, когда после метода механической обработки Parallel Finishing остается большая шероховатость поверхности (высокие гребешки).
Radial Machining - обработка в радиальном направлении. Стратегия больше всего подходит для чистовой обработки кольцевых карманов (т.е. имеющих форму окружности). Области для обработки должны представлять собой
закрытые вектора (замкнутые области). Система вычисляет точку центра окружности кармана и от него генерирует траектории движения инструмента.
Spiral Machining – обработка по спирали. Обработка по спирали используется в тех областях, которые имеют геометрические характеристики круга, подобно основанию круговых карманов. Области для обработки
должны представлять собой закрытые вектора (замкнутые области).
Система вычисляет точку центра окружности кармана и от него генерирует траектории движения инструмента.
Curve Machining – обработка по кривой линии. Операция доступна только для закрытых векторов. Данная стратегия особенно подходит для гравировки, при которой, как правило, инструменту приходится двигаться вдоль векторов.
Between 2 Curves Machining – обработка между двумя кривыми линиями. Текущая стратегия машинной обработки позволяет производить обработку между двумя, выбранными пользователем, открытыми или закрытыми кривыми. Система сгенерирует траектории движения инструмента, постепенно соединяющие две кривые, в зависимости от геометрической формы последних.
Reverse Post Milling – обратное постпроцессирование обработки. Смысл данной стратегии заключается в редактировании уже существующей
управляющей программы в G-кодах (формат: *.tap; *.nc; *.cnc; *.txt; *.ncc). Пользователь может загрузить один из файлов управляющей программы и редактировать всевозможные параметры.
-
Axis milling operations (4-х координатная обработка)
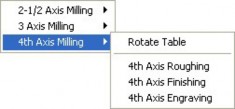
При 4-х координатной обработке доступные следующие виды стратегий:
Rotate Table – программирование поворотного стола
4th Axis Roughing – четырех осевая черновая обработка
4th Axis Finishing - четырех осевая чистовая обработка
4th Axis Engraving - четырех осевая гравировка
Рассмотрим подробнее все вышеперечисленные стратегии обработки.
2-1/2 Axis milling operations –
(стратегии 2.5 координатной обработки)
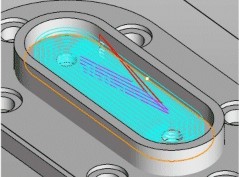
Стратегия механической обработки «Facing» – торцовое фрезерование Данная стратегия производит удаление материала из закрытых областей с той
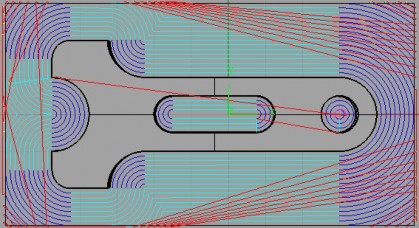
части заготовки, где нет
элементов детали. Т.е. в этой стратегии программа не касается детали, а только выбирает материал заготовки вокруг детали (см. рисунок). В данной стратегии так же можно назначать несколько уровней обработки по глубине Z.
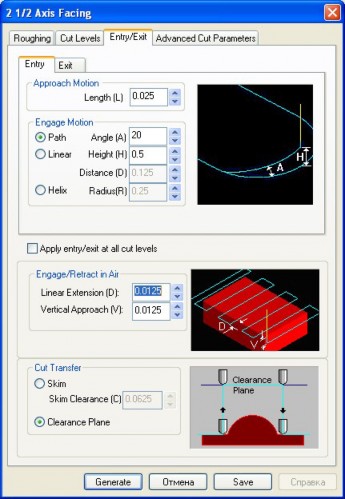
Различные параметры, которые пользователь мог установить, находятся в диалоговом окне (Рис.), которое запускается, как только пользователь выбирает текущую стратегию.
Окно «2-1/2 Axis Facing» содержит 5 закладок,
- Roughing - черновая обработка,
-
Cut Levels - уровни фрезерования,
-
Entry/Exit - подвод/отвод инструмента,
-
Advanced Cut Parameters - дополнительные параметры резания, рассмотрим подробнее каждую закладку.
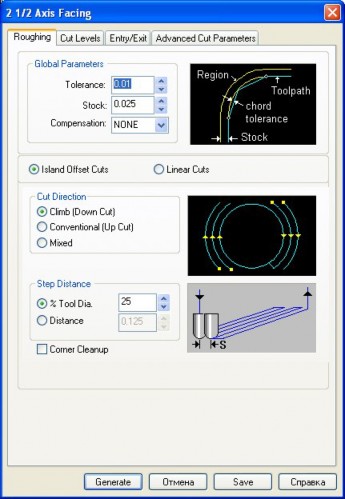
Закладка «Roughing» черновая обработка
В этой закладке пользователь может установить общие параметры фрезерования, выбрать траектории резания, расстояние между проходами фрезы (шаг).
Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Tolerance - допустимое отклонение от фактической геометрии детали (точность отработки траектории). Чем меньше число, указанное в графе Tolerance, тем точнее будет запрограммирована траектория движения инструмента согластно геометрии детали и тем больше временикомпьютер будет создавать данную траекторию. (Аппроксимация дуги - разбиение дуги на множество которотких отрезков (хорд), длина таких отрезков как раз указывается в графе Tolerance).
выбор:
Stock – значение припуска, которое остается для дальнейшей чистовой обработки Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Раздел «Cut Pattern» - выбор траектории резания (название не указано на рис)
Island Offset Cut – направление обработки, форма траектории движения которых повторяют одну или несколько сторон детали.
Liner Cuts – линейные траектории движения
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Step Distance» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Сorner Сleanup - зачистка углов
Данная функция автоматически обнаружит все углы, которые инструмент не смог обработать в этой стратегии, и назначает дополнительные проходы для подчистки углов.
Закладка «Cut Levels» уровни фрезерования
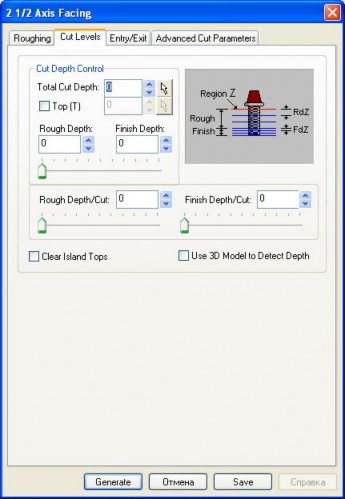
Раздел «Cut Depth Control» -
установка глубины резания
Total Cut Depth – общая глубина резания. В данном окне необходимо ввести значение, на какую глубину Вы хотите обрабатывать деталь. Если значение «0» - программа назначит только один проход по оси Z.
Top (T) – ручная установка самого верхнего уровня фрезерования. Активация данной опции предоставляет возможность или впечать значение верхнего уровня фрезерования или выбрать его при помощи мыши.
обработки
Rough Depth – глубина черновой обработки
Finish Depth - глубина чистовой
В этих окошках происходит распределение общей глубина, указанной в графе Total Cut Depth между Rough Depth (глубина черновой обработки ) и Finish Depth (глубина чистовой обработки).

Значения слоев для черновой и чистовой обработки можно задать, используя ползунки: Rough Depth/Cut и Finish Depth/ Cut.
Clear Island Tops (чистка верхних областей) – добавление дополнительных проходов фрезы на внутренних областях.
Use 3d Model to Detect Depth – использовать Вашу 3D деталь для распознавания глубины. Программа автоматически обнаружит значение самого большого углубления и внесет полученные значения.
Закладка Entry/ExitПодвод/отвод
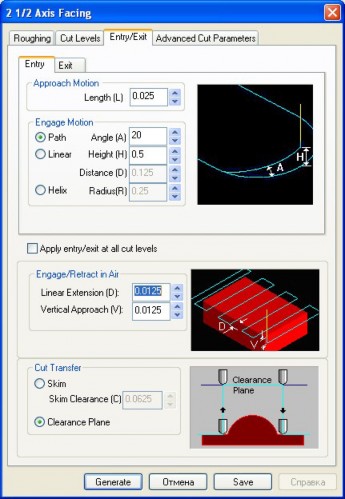
В текущем окне присутствует 2 закладки:
- Entry - подвод
-
Exit – отвод инструмента
Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода. Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и
значение подачи Engage feed для движения входа в контакт Engage motion.
Length (L) – длина
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется три варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Path – по траектории
-
Linear – линейно
-
Helix – по спирали
Рассмотрим подробнее все три варианта:
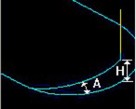
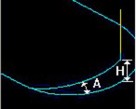
Path - движение входа в контакт по траектории. В этом методе инструмент приблизительно повторяет контур детали и заглубляется в деталь с наружной стороны.
Пример указан на рисунке. Пользователь может задавать:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
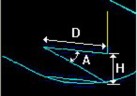
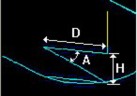
Linear – в этом случае инструмент следует по линии, причем движение напоминает маятниковый цикл (вперед/назад). Пользователь может определить следующие значения:
-
Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Distance (D) – дистанция (линейное значение маятникового цикла в одну сторону)
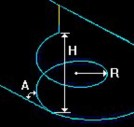
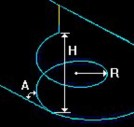
Helix – инструмент приближается к точке врезания по спирали. Вы можете установить следующие параметры:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Radius (R) – радиус спирали
Apply entry/exit at all cut levels – применить выбранные настройки подвода/отвода ко всем слоям фрезерования.
Раздел «Engage/Retract in air» - подвод/отвод в воздухе
Данный раздел позволяет Вам определить, как будет обрабатывать инструмент за пределами габаритов детали. Данная функция необходима при торцовом фрезеровании, когда необходимо обработать всю плоскость и, следовательно, инструменту необходимо выйти за пределы этой области.
-
Linear Extension (D) – линейное смещение
-
Vertical Approach (V) – подход по вертикали
Раздел «Cut Transfer» - перемещения по воздуху между областями
фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение
высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Закладка «Exit» - выход инструмента
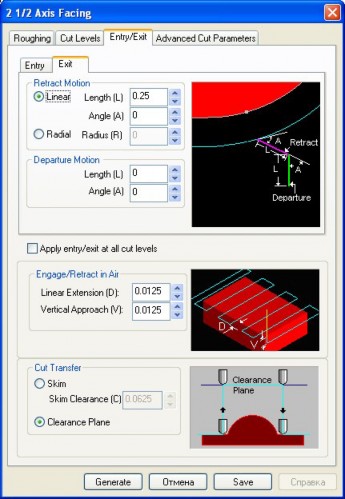
Движение отвода инструмента состоит из движений, собственно, отвода «Retract Motion», сопровождаемое движением отъезда (ухода) «Departure Motion».
Retract Motion – движение отвода, может быть линейным или радиальным:
- Linear – отвод по линии
-
Radial - отвод по радиусу При выборе отвода по линии пользователь может настраивать значение длины
«Length (L)» и угла «Angle (A)».
Выбирая отвод по радиусу, вы можете определить его значение.
Закладка «Advanced CutParameters»дополнительные параметры
резания
Дополнительные параметры резания используются для настройки высокоскоростного фрезерования. Все опции в этом окне используются для уменьшения быстрых перемещений и замедления Вашего станка во время процесса резания. Эти параметры позволяют сглаживать траектории движения инструмента через использование дуг.
Раздел «Cut Arc Fitting» – обработка подобно дуге (аппроксимация дуг). Аппроксимация дуг возможна в плоскостях, параллельных плоскостям: XY, XZ, YZ. Пользователь определяет, насколько точно перемещения инструмента будут соответствовать дугам, вводя значение допуска Fitting Tolerance (t).
Fitting tolerance (t) – допуск аппроксимации
Раздел «Smooth Cut Transitions» – сглаживание перемещений фрезы
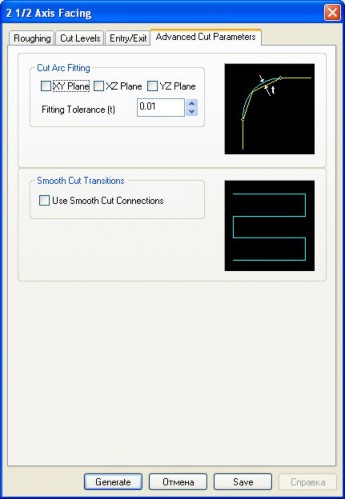

Эта опция используется для генерации S или С-образных переходов между двумя последовательными проходами инструмента.
Эта функция применима только к плоскости XY и используется
для гладкого перехода между рабочими проходами инструмента с редуцированным значением скорости и ускорения.
Стратегия механической обработки «Pocketing» – 2.5 координатная обработка карманов и выемок.
В данной стратегии программа автоматически определяет выбранные Вами закрытые области как карманы и программирует их обработку. Пользователь может использовать несколько проходов съема обрабатываемого материала по глубине (Z).
В этой закладке пользователь может установить общие параметры фрезерования,
выбрать траектории резания, расстояние между проходами фрезы (шаг).
Раздел «Global Parameters»
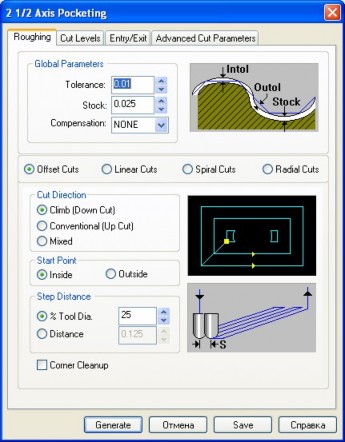
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Tolerance - допустимое отклонение от фактической геометрии детали (точность отработки траектории). Чем меньше число, указанное в графе Tolerance, тем точнее будет запрограммирована траектория движения инструмента согластно геометрии детали и тем больше временикомпьютер будет создавать данную траекторию. (Аппроксимация дуги - разбиение дуги на множество которотких отрезков (хорд), длина таких отрезков как раз указывается в графе Tolerance).
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Раздел «Сut Pattern» - траектория резания. В этом разделе пользователь
может определить траектория
 резания обрабатывающего
резания обрабатывающегоинструмента для каждого уровня глубины по оси Z.
Offset Cuts – инструмент осуществляет проходы постоянном при последовательном смещении согласно геометрии детали
Linear Cut – инструмент перемещается линейно.

Spiral Cuts - инструмент перемещается по спирали

Radial Cuts - инструмент перемещается по радиусу
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Start Point» - начальная точка. В стратегиях: Offset cuts, Radial cuts, Spiral cuts – пользователь имеет право выбора на расположение начальной точки обработки:
-
Inside – внутри выделенной области
-
Outside – снаружи выделенной области

В стратегии Linear cuts пользователь может выбрать начало обработки кармана – вверху или внизу:
-
Start at Bottom – начать внизу
-
Start at Top – начать вверху
Раздел «Step Distance» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Сorner Сleanup - зачистка углов
Данная функция автоматически обнаружит все углы, которые инструмент не смог обработать в этой стратегии, и назначает дополнительные проходы для подчистки углов.
Закладка «Cut Levels» уровни фрезерования

Раздел «Cut Depth Control» -
установка глубины резания
Total Cut Depth – общая глубина резания. В данном окне необходимо ввести значение, на какую глубину Вы хотите обрабатывать деталь. Если значение «0» - программа назначит только один проход по оси Z.
Top (T) – ручная установка самого верхнего уровня фрезерования. Активация данной опции предоставляет возможность или впечать значение верхнего уровня фрезерования или выбрать его при помощи мыши.
Rough Depth – глубина черновой обработки
Finish Depth - глубина чистовой обработки
В этих окошках происходит распределение общей глубина, указанной в графе Total Cut Depth между Rough Depth (глубина черновой обработки ) и Finish Depth (глубина чистовой обработки).

Значения слоев для черновой и чистовой обработки можно задать, используя ползунки: Rough Depth/Cut и Finish Depth/ Cut.
Clear Island Tops (чистка верхних областей) – добавление дополнительных проходов фрезы на внутренних областях.
Use 3d Model to Detect Depth – использовать Вашу 3D деталь для распознавания глубины. Программа автоматически обнаружит значение самого большого углубления и внесет полученные значения.
Раздел «Cut Levels Ordering» - упорядочивание слоев фрезерования. Функция позволяет выбирать, в какой последовательности будут выбираться слои по глубине (оси Z):
-
Depth Fist – по глубине (инструмент удаляет материал на всю заданную глубину по слоям в каждом из карманов, т.е. инструмент полностью обрабатывает один карман, затем полностью другой и тд.)
-
Level Fist – по уровню (без привязки к каждому из карманов, инструмент выбирает каждый слой по всем имеющимся карманам, затем второй слой по всем кармана и тд.).

Закладка Entry/ExitПодвод/отвод
В текущем окне присутствует 2 закладки:
- Entry - подвод
-
Exit – отвод инструмента
Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода. Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и
значение подачи Engage feed для движения входа в контакт Engage motion.
Length (L) – длина
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется три варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Path – по траектории
-
Linear – линейно
-
Helix – по спирали
Рассмотрим подробнее все три варианта:
Path - движение входа в контакт по траектории. В этом методе инструмент приблизительно повторяет контур детали и заглубляется в деталь с наружной стороны.
Пример указан на рисунке. Пользователь может задавать:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
Linear – в этом случае инструмент следует по линии, причем движение напоминает маятниковый цикл (вперед/назад). Пользователь может определить следующие значения:
-
Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Distance (D) – дистанция (линейное значение маятникового цикла в одну сторону)
Helix – инструмент приближается к точке врезания по спирали. Вы можете установить следующие параметры:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Radius (R) – радиус спирали
Apply entry/exit at all cut levels – применить выбранные настройки подвода/отвода ко всем слоям фрезерования.
Раздел «Engage/Retract in air» - подвод/отвод в воздухе
Данный раздел позволяет Вам определить, как будет обрабатывать инструмент за пределами габаритов детали. Данная функция необходима при торцовом фрезеровании, когда необходимо обработать всю плоскость и, следовательно, инструменту необходимо выйти за пределы этой области.
-
Linear Extension (D) – линейное смещение
-
Vertical Approach (V) – подход по вертикали
Раздел «Cut Transfer» - перемещения по воздуху между областями
фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение
высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Закладка «Exit» - выход инструмента
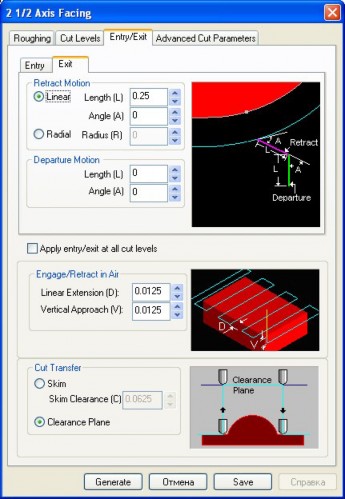
- Angle (A) – угол
Движение отвода инструмента состоит из движений, собственно, отвода «Retract Motion», сопровождаемое движением отъезда (ухода) «Departure Motion».
Retract Motion – движение отвода, может быть линейным или радиальным:
-
Linear – отвод по линии
-
Radial - отвод по радиусу При выборе отвода по линии пользователь может настраивать значение длины
«Length (L)» и угла «Angle (A)».
Выбирая отвод по радиусу, вы можете определить его значение.
Раздел «Departure Motion» траектория движения подхода.
- Length (L) – длина
-
Apply entry/exit at all cut levels – применить выбранные настройки подвода/отвода ко всем слоям фрезерования.
Раздел «Engage/Retract in air» - подвод/отвод в воздухе
Данный раздел позволяет Вам определить, как будет обрабатывать инструмент за пределами габаритов детали. Данная функция необходима при торцовом фрезеровании, когда необходимо обработать всю плоскость и, следовательно, инструменту необходимо выйти за пределы этой области.
- Linear Extension (D) – линейное смещение
-
Vertical Approach (V) – подход по вертикали
Раздел «Cut Transfer» - перемещения по воздуху между областями
фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную
высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Закладка «Advanced Cut Parameters»
дополнительные параметры резания
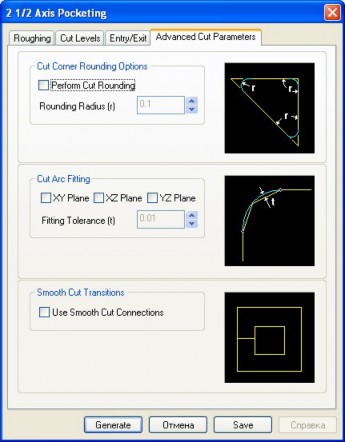
Дополнительные параметры резания используются для настройки высокоскоростного фрезерования. Все опции в этом окне используются для уменьшения быстрых перемещений и замедления Вашего станка во время процесса резания. Эти параметры позволяют сглаживать траектории движения инструмента через использование дуг.
Раздел «Cut Corner Rounding» - округление углов. Опция скругляет траектории движения инструмента по углам.
Пользователь вводит значение радиуса в графе «Rounding Radius (r)». Данная опция распространяется только на плоскость XY.
значение допуска Fitting Tolerance (t).
Раздел «Cut Arc Fitting» – обработка подобно дуге (аппроксимация дуг).
Аппроксимация дуг возможна в плоскостях, параллельных плоскостям: XY, XZ, YZ. Пользователь определяет, насколько точно перемещения инструмента будут соответствовать дугам, вводя
Fitting tolerance (t) – допуск аппроксимации
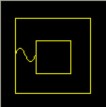
Раздел «Smooth Cut Transitions» - сглаживание перемещений фрезы. Эта опция используется для генерации S или С-образных переходов между двумя последовательными проходами инструмента. Эта функция применима только к плоскости XY и используется для гладкого перехода между рабочими проходами инструмента с редуцированным значением скорости и ускорения.
Стратегия механической обработки «Profiling» – 2.5 координатная обработка по профилю (контуру)
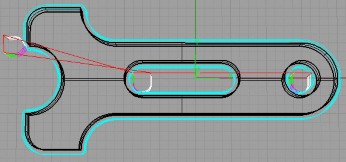
Данная стратегия может использовать открытые и закрытые векторы (области обработки), рассматривая их как вертикальные стенки. Стратегия используется, например, для вырезания детали из заготовки по контуру. Пользователь может задать несколько слоев по
глубине с указанием глубины для каждого слоя.
Закладка «Cut Parameters»
параметры обработки
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.

Tolerance - допустимое отклонение от фактической геометрии детали (точность отработки траектории). Чем меньше число, указанное в графе
Tolerance, тем точнее будет запрограммирована траектория движения инструмента согласно геометрии детали и тем больше времени компьютер будет создавать данную траекторию. (Аппроксимация дуги - разбиение дуги на множество коротких отрезков (хорд), длина таких отрезков как раз указывается в графе Tolerance).
Stock – значение припуска, которое остается для дальнейшей чистовой обработки Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Cut Start Side» - начальная сторона фрезерования
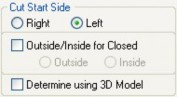
- Right – справа
-
Left – слева
Outside/Inside for Closed – снаружи внутри для закрытия
Determine using 3D Model – определить по Вашей 3D модели (Все данные в этом разделе программа сама определит автоматически).
Сorner Сleanup - зачистка углов
Данная функция автоматически обнаружит все углы, которые инструмент не смог обработать в этой стратегии, и назначает дополнительные проходы для подчистки углов.
Раздел «Stepover Control» - шаг между проходами фрезы.
Здесь в подразделе «Total Cut Width» - задается значение обшей ширины фрезерования.
Step/Cut – шаг фрезерования. Функция позволяет задать ширину для прохода фрезы.
Закладка «Cut Levels»
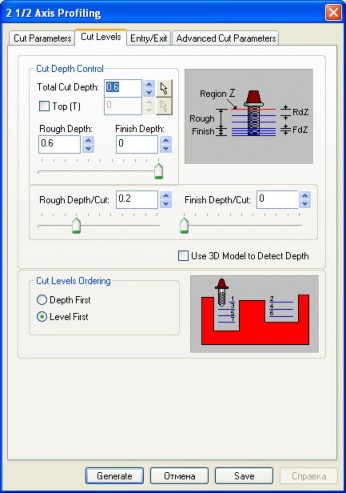
уровни фрезерования
Раздел «Cut Depth Control» -
установка глубины резания
Total Cut Depth – общая глубина резания. В данном окне необходимо ввести значение, на какую глубину Вы хотите обрабатывать деталь. Если значение «0» - программа назначит только один проход по оси Z.
Top (T) – ручная установка самого верхнего уровня фрезерования. Активация данной опции предоставляет возможность или впечать значение верхнего уровня фрезерования или выбрать его при помощи мыши.
Rough Depth – глубина черновой обработки
Finish Depth - глубина чистовой обработки
В этих окошках происходит распределение общей глубина, указанной в графе Total Cut Depth между Rough Depth (глубина черновой обработки ) и Finish Depth (глубина чистовой обработки).

Значения слоев для черновой и чистовой обработки можно задать, используя ползунки: Rough Depth/Cut и Finish Depth/ Cut.
Clear Island Tops (чистка верхних областей) – добавление дополнительных проходов фрезы на внутренних областях.
Use 3d Model to Detect Depth – использовать Вашу 3D деталь для распознавания глубины. Программа автоматически обнаружит значение самого большого углубления и внесет полученные значения.
Раздел «Cut Levels Ordering» - упорядочивание слоев фрезерования. Функция позволяет выбирать, в какой последовательности будут выбираться слои по глубине (оси Z):
-
Depth Fist – по глубине (инструмент удаляет материал на всю заданную глубину по слоям в каждом из карманов, т.е. инструмент полностью обрабатывает один карман, затем полностью другой и тд.)
-
Level Fist – по уровню (без привязки к каждому из карманов, инструмент выбирает каждый слой по всем имеющимся карманам, затем второй слой по всем кармана и тд.).

Закладка Entry/ExitПодвод/отвод
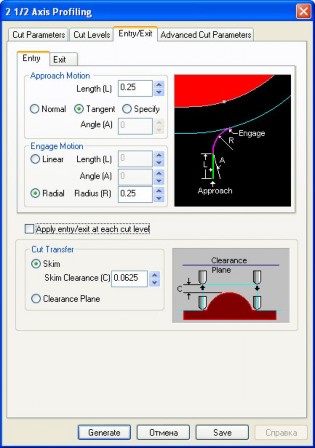
входа в контакт Engage motion. Length (L) – длина
В текущем окне присутствует 2 закладки:
-
Entry - подвод
-
Exit – отвод инструмента
Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода.
Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение подачи Engage feed для движения
У пользователя есть 3 варианта по выбору траектории движения подхода:
- Normal – нормально по углом 90 град к поверхности
-
Tangent – тангенциально
-
Specify – с указанием угла подхода к поверхности
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется три варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
-
Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Distance (D) – дистанция (линейное значение маятникового цикла в одну сторону)
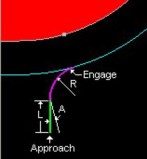
Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса
«Radius (R)»
Apply entry/exit at all cut levels – применить выбранные настройки подвода/отвода ко всем слоям фрезерования.
Раздел «Engage/Retract in air» - подвод/отвод в воздухе
Данный раздел позволяет Вам определить, как будет обрабатывать инструмент за пределами габаритов детали. Данная функция необходима при торцовом фрезеровании, когда необходимо обработать всю плоскость и, следовательно, инструменту необходимо выйти за пределы этой области.
- Linear Extension (D) – линейное смещение
-
Vertical Approach (V) – подход по вертикали
Раздел «Cut Transfer» - перемещения по воздуху между областями
фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную,
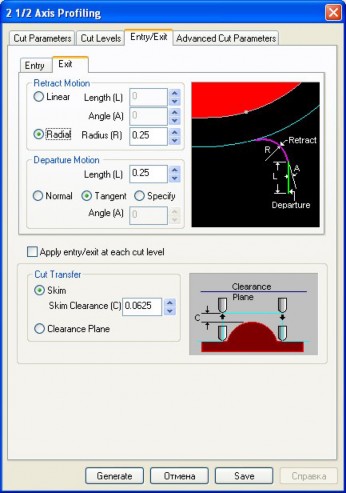
впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Закладка «Exit» - выход инструмента
Движение отвода инструмента состоит из движений, собственно, отвода «Retract Motion», сопровождаемое движением отъезда (ухода) «Departure Motion».
Retract Motion – движение отвода, может быть линейным или радиальным:
- Linear – отвод по линии
-
Radial - отвод по радиусу
При выборе отвода по линии пользователь может настраивать значение длины «Length (L)» и угла «Angle (A)».
Выбирая отвод по радиусу, вы можете определить его значение.
Раздел «Departure Motion»
У пользователя есть 3 варианта по выбору траектории движения подхода:
- Normal – нормально по углом 90 град к поверхности
-
Tangent – тангенциально
-
Specify – с указанием угла подхода к поверхности
Length (L) – длина
Apply entry/exit at all cut levels – применить выбранные настройки подвода/отвода ко всем слоям фрезерования.
Раздел «Cut Transfer» - перемещения по воздуху между областями
фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную,
впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты
«Clearance Plane».
Закладка «Advanced Cut Parameters»
дополнительные параметры резания
Дополнительные параметры резания используются для настройки высокоскоростного фрезерования. Все опции в этом окне используются для уменьшения быстрых перемещений и замедления Вашего станка во время процесса резания. Эти параметры позволяют сглаживать траектории движения инструмента через использование дуг.
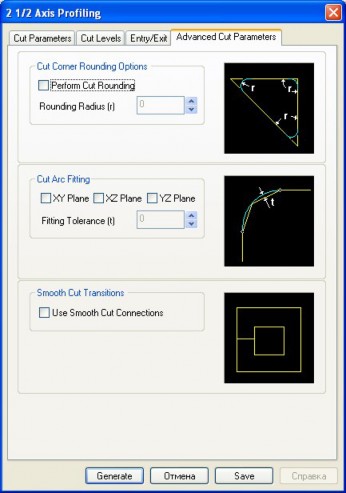
аппроксимации
Раздел «Cut Corner Rounding» - округление углов. Опция скругляет траектории движения инструмента по углам.
Пользователь вводит значение радиуса в графе «Rounding Radius (r)». Данная опция распространяется только на плоскость XY.
Раздел «Cut Arc Fitting» – обработка подобно дуге (аппроксимация дуг).
Аппроксимация дуг возможна в плоскостях, параллельных плоскостям: XY, XZ, YZ. Пользователь определяет, насколько точно перемещения инструмента будут соответствовать дугам, вводя значение допуска Fitting Tolerance (t).
Fitting tolerance (t) – допуск
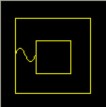
Раздел «Smooth Cut Transitions» - сглаживание перемещений фрезы. Эта опция используется для генерации S или С-образных переходов между двумя последовательными проходами инструмента. Эта функция применима только к плоскости XY и используется для гладкого перехода между рабочими проходами инструмента с редуцированным значением скорости и ускорения.
Стратегия механической обработки «Advanced Pocketing» – усовершенствованное фрезерование глубоких выемок (карманов)
Эта стратегия механической обработки карманов объединяет в себе 2 под стратегии: черновая (Roughing) и чистовая (Finising). Припуск, оставленный после чернового прохода, может быть удален во время чистовой операции, причем пользователь может не знать, сколько необходимо оставить материала для чистового припуска – программа автоматический вычислит это значение.

Настройки данной стратегии аналогичны 2 1/2 Axis Pocketing(см. стр:), за исключением одной добавленной закладки «Finishing».
Раздел «Global Parameters» В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Tolerance - допустимое отклонение от фактической геометрии детали (точность отработки траектории). Чем меньше число, указанное в графе Tolerance, тем точнее будет запрограммирована траектория движения инструмента согластно геометрии детали и тем больше временикомпьютер будет создавать данную траекторию. (Аппроксимация дуги - разбиение дуги на множество которотких
отрезков (хорд), длина таких отрезков как раз указывается в графе Tolerance).
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
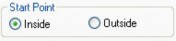
Раздел «Start Point» - начальная точка. В стратегиях: Offset cuts, Radial cuts, Spiral cuts – пользователь имеет право выбора на расположение начальной точки обработки:
-
Inside – внутри выделенной области
-
Outside – снаружи выделенной области
Раздел «Step Distance» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Finish only Final Cut Level – чистовые операции только после последнего слоя.
Apply finishing cuts only after all roughing cuts – осуществлять чистовую обработку только после всех черновых операций.
Стратегия механической обработки «Advanced Profiling» – усовершенствованное контурное фрезерование

Эта стратегия механической обработки используется в случае, когда необходимо сделать профильные проходы с изменением ширины каждого шага на общей ширине фрезерования по профилю. Общая ширина может быть поделена между черновой (с большим значением шага) и чистовой обработкой (с меньшим значением шага). Этот вид обработки используется для вырезки и чистовой обработки вертикальных стенок детали. Пользователь может в соответствующем разделе назначить несколько проходов по глубине. Стратегия распространяется на открытые и закрытые вектора (области).
Раздел «Сut Stepover Control»
- шаг между проходами фрезы. Здесь в подразделе «Total Cut Width» - задается значение обшей ширины фрезерования.
-
- Rough Width – общая ширина чернового слоя
-
Finish Width - общая ширина чистового слоя
Значения ширины слоев для черновой и чистовой обработки можно задать, используя ползунки: Rough Step/Cut и Finish Step/Cut.
Стратегия механической обработки «Re-Machining» - дополнительная обработка (участков с оставшимся припуском)
Эта операция используется для удаления материала, оставшегося после последней механической операции, в которой использовался инструмент
большого диаметра. Предыдущая операция и диаметр инструмента должны соответствовать этой операции, т.е. предыдущими операции могут быть: Facing, Pocketing, Profiling. Учитывая эти параметры, в этой стратегии будут автоматически вычислены все необработанные области.
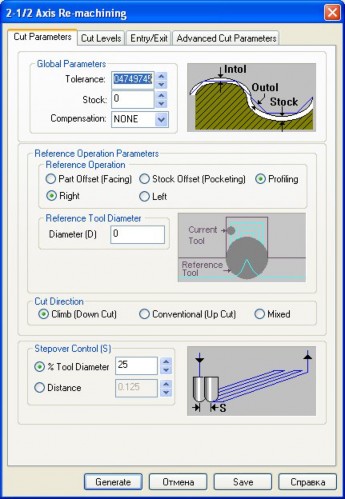
Данная стратегия аналогична описанной выше: 2 1/2 AxisPocketing, опишем только нововведения, появившиеся в окне «Cut Parameter»:
Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Tolerance - допустимое отклонение от фактической геометрии детали (точность отработки траектории). Чем меньше число, указанное в графе Tolerance, тем точнее будет запрограммирована траектория движения инструмента согластно геометрии детали и тем больше временикомпьютер будет создавать данную траекторию. (Аппроксимация дуги - разбиение дуги на множество которотких отрезков (хорд),
длина таких отрезков как раз указывается в графе Tolerance).
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Раздел «Reference Operation Parameters» - базовые операционные параметры.
Подраздел «Reference Operation» - базовые операции
В этом подразделе пользователь должен указать название предыдущей операции:
-
Part Offset (Facing) - торцовое фрезерование
-
Stock Offset (Pocketing) – фрезерование карманов
-
Profiling – обработка по профилю
При активации стратегии Profiling необходимо указать, с какой стороны начиналась обработка: слева или справа.
Подраздел «Reference Tool Diameter» - диаметр базового инструмента.
Необходимо указать диаметр инструмента из предыдущей операции.
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Stepover Control» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Стратегия механической обработки «Engraving» – гравировка Этот метод обработки выбирается для гравировки текста или логотипов на поверхности детали. Гравировка позволяет обрабатывать открытые и
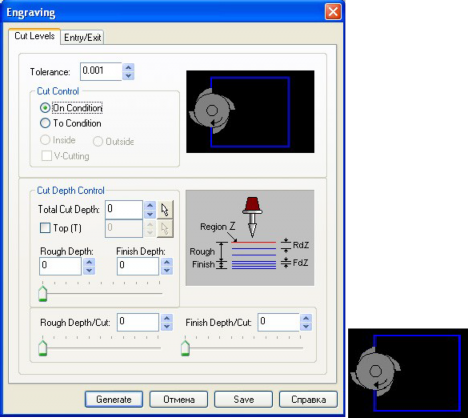
закрытые вектора. Гравировка может быть осуществлена так же и на 3D областях. Пользователь может задать несколько слоев по глубине. В отличие от 3D стратегий, текущая обработка инструмент не повторяет сложный профиль детали, а всего лишь обрабатывает на постоянной глубине.
Закладка «Cut Levels»
Доступны 2 способы для гравировки обрабатываемых материалов On condition и To condition :
On condition – обработка вдоль векторов
To condition – обработка по профилю:


Inside – Внутри Outside - снаружи Раздел «Cut Depth Control» - установка глубины резания
Total Cut Depth – общая глубина резания. В данном окне необходимо ввести значение, на какую глубину Вы хотите обрабатывать деталь. Если значение
«0» - программа назначит только один проход по оси Z.
Top (T) – ручная установка самого верхнего уровня фрезерования. Активация данной опции предоставляет возможность или впечатать значение верхнего уровня фрезерования или выбрать его при помощи мыши.
-
Rough Depth – глубина черновой обработки
-
Finish Depth - глубина чистовой обработки
В этих окошках происходит распределение общей глубина, указанной в графе Total Cut Depth между Rough Depth (глубина черновой обработки ) и Finish Depth (глубина чистовой обработки).

Значения слоев для черновой и чистовой обработки можно задать, используя ползунки: Rough Depth/Cut и Finish Depth/ Cut.
Закладка «Entry/Exit» -подвод отвод инструмента
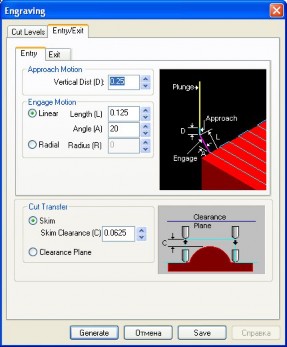
В текущем окне присутствует 2 закладки:
- Entry - подвод
-
Exit – отвод инструмента
Подзакладка «Entry» - подвод Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода.
Инструмент перемещается в позицию выше точки Approach
motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента
можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Подзакладка «Exit»
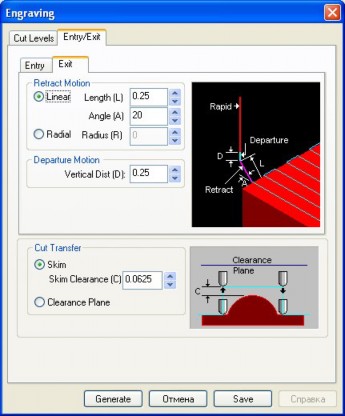
отвод Описание аналогично
предыдущей подзакладки:
«Entry»
Стратегия механической обработки «Hole Pocketing»
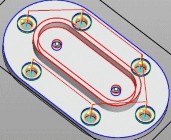
фрезерование отверстий (создание отверстий при использовании фрез)
Эта стратегия используется для создания больших отверстий при помощи фрез, когда сложно подобрать большой диаметр сверла.
Закладка «Cut Parameters»
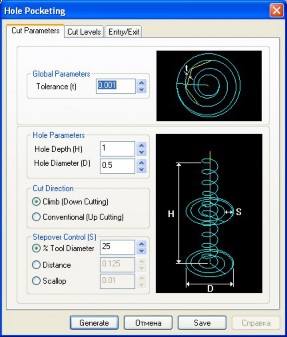
Раздел «Global Parameters»
Tolerance (t) – допуск на размер
Раздел «Hole Parameters» - параметры отверстия
- Hole Depth (H) – глубина отверстия;
-
Hole Diameter (D) – диаметр отверстия.
Раздел «Cut Direction» - направление резания. У пользователя есть 2 варианта на выбор:
-
Climb (Down Cutting) - попутное фрезерование
-
Conventional (Up Cutting) - встречное фрезерование
Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности
Закладка «Cut Levels»
Раздел «Stepdown Control (dZ)» - ступенчатое снижение
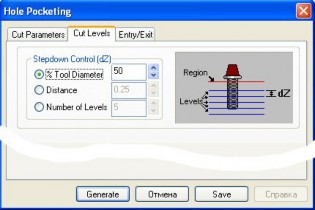
Данный параметр можно установить, используя процентное отношение от диаметра инструмента:
«% Tool Dia.» или ввести свое значение в графе «Distance».
Number of Levels – количество уровней
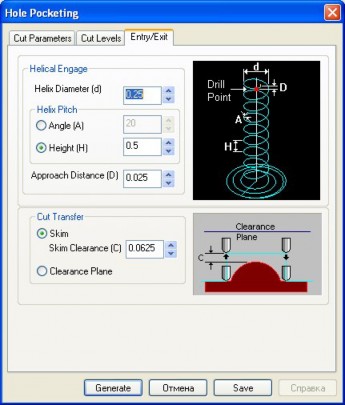
Закладка «Entry/Exit»
Раздел «Helical Engage» - спиралевидное вхождение в контакт
Helix Diameter (d) – диаметр спирали
Подраздел «Helix Pitch» - шаг винта
Angle (A) – угол
Height (H) – высота
Approach Distance (D) – дистанция подвода
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти
к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы
детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты
«Clearance Plane».
-
Axis milling operations – (стратегии 3-х координатной обработки)
Стратегия механической обработки «Horizontal roughing» – одноуровневая (горизонтальная) черновая обработка,
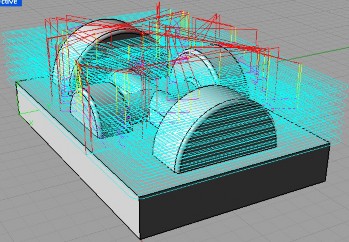
так же известная под именами: обработка в одной плоскости или черновая обработка при постоянной глубине. Программа автоматически вычисляет пригодность материала между заготовкой и деталью для обработки в параллельном горизонтальном уровне.
Материал удаляется послойно, согласно глубине обработки в плоскости XY, пользователь
может задавать значения шагов между слоями. Пользователь так же может задавать значения расположения для верхнего и нижнего слоя. Этот тип механической обработки эффективен для удаления больших объемов материала и, как, правило, используется с инструментами большого диаметра.
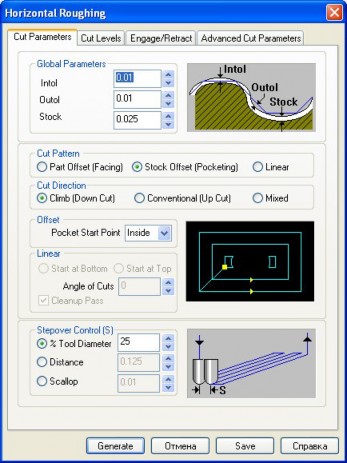
Типичные инструменты, используемы в этой стратегии: фреза цилиндрическая и фреза с закругленными вершинами.
Закладка «Cut Parameters» - параметры обработки
Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска (слоя не удаленного материала), которое остается для дальнейшей чистовой обработки
Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Раздел «Cut Pattern» - выбор траектории резания. Данный раздел позволяет выбрать пользователю тип траектории резания инструмента – для всех уровней по Z (глубине) сразу или отдельно по каждому. Пользователю доступны 3 типа траекторий резания:
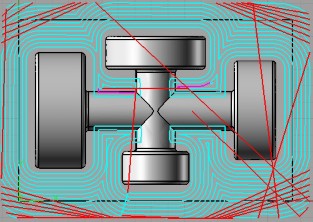
Part Offset (Facing) – Смещение по детали. Траектории движения инструмента повторяют некоторые кривые детали.
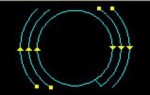
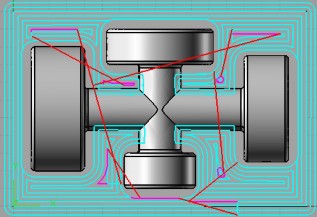
Stock Offset (Pocketing)- Смещение по заготовке. Большинство траекторий движения инструмента параллельны сторонам заготовки
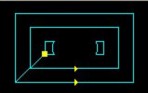
Part Offset и Stock Offset – разновидности спиральной обработки
Linear – линейно
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Offset» - смещения
Pocket Start point – начальная точка обработки:
- Inside – внутри
-
Outside – снаружи
Раздел «Linear» - становиться активным при выборе в разделе «Cut Pattern» - траектории Linear

Можно выбрать начало обработки – вверху или внизу:
- Start at Bottom – начать внизу
-
Start at Top – начать вверху
Angle of Cuts – угол резания
Cleanup Pass – чистовой проход по периметру
Раздел Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности
Закладка «Cut Levels» - уровни фрезерования
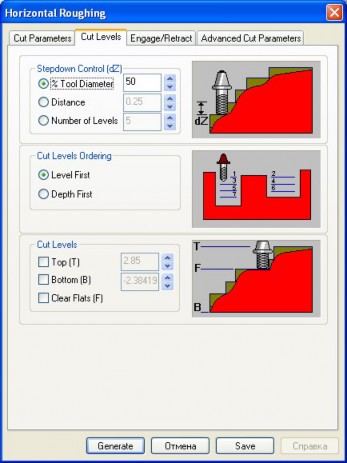
Раздел «Stepdown Control (dZ)»
- ступенчатое снижение
-
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе «Distance».
Number of Levels – количество уровней
Раздел «Cut Levels Ordering» - упорядочивание слоев фрезерования.
Функция позволяет выбирать, в какой последовательности будут выбираться слои по глубине (оси Z):
- Depth Fist – по глубине (инструмент удаляет материал на всю заданную
глубину по слоям в каждом из углублений, т.е. инструмент полностью обрабатывает одну выемку, затем полностью другую и тд.)
-
Level Fist – по уровню (без привязки к каждому из углублений, инструмент выбирает каждый слой по всем имеющимся углублениям, затем второй слой по всем углублениям и тд.).

Раздел «Cut Levels» - уровни фрезерования.
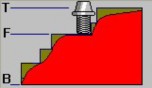
В этом разделе пользователь может задать положения для самого верхнего (Top) и самого нижнего (Bottom) слоев. Если верхний и нижний уровни не определены пользователем, система автоматически вычислит эти значения по геометрии детали/заготовки.
Clear Flats (F) – очистка плоскостей, система автоматически производит очистку плоских областей детали.
Закладка «Engage/Retract» - подвод/отвод
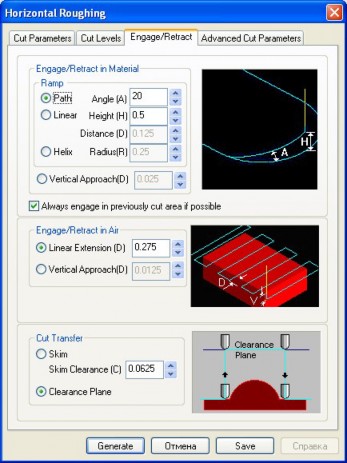
Раздел «Engage/Retract in material » - подвод/отвод в материале.
Подраздел «Ramp» - наклонная плоскость.
У пользователя на выбор имеется три варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Path – по траектории
-
Linear – линейно
-
Helix – по спирали Рассмотрим подробнее все три
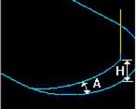
варианта:
Path - движение входа в контакт по траектории. В этом методе инструмент приблизительно
повторяет контур детали и заглубляется в деталь с наружной стороны. Пример указан на рисунке. Пользователь может задавать:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
Linear – в этом случае инструмент следует по линии, причем движение напоминает маятниковый цикл (вперед/назад). Пользователь может
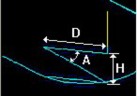
определить следующие значения:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Distance (D) – дистанция (линейное значение маятникового цикла в одну сторону)
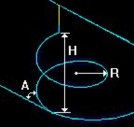
Helix – инструмент приближается к точке врезания по спирали. Вы можете установить следующие параметры:
-
Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Radius (R) – радиус спирали
Vertical Approach (V) – подход по вертикали
Apply entry/exit at all cut levels – применить выбранные настройки подвода/отвода ко всем слоям фрезерования.
Раздел «Engage/Retract in air» - подвод/отвод в воздухе
Данный раздел позволяет Вам определить, как будет обрабатывать инструмент за пределами габаритов детали. Данная функция необходима при торцовом фрезеровании, когда необходимо обработать всю плоскость и, следовательно, инструменту необходимо выйти за пределы этой области.
-
Linear Extension (D) – линейное смещение
-
Vertical Approach (V) – подход по вертикали
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен
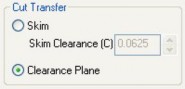
перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс)
или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Закладка «Advanced Cut Parameters»
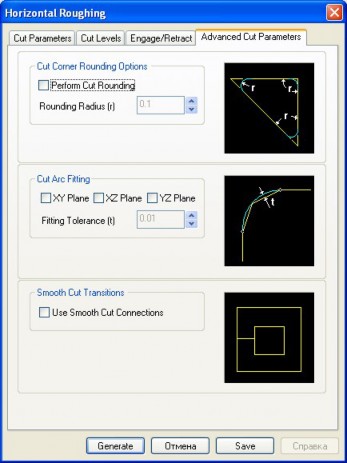
дополнительные параметры резания
Дополнительные параметры резания используются для настройки высокоскоростного фрезерования. Все опции в этом окне используются для уменьшения быстрых перемещений и замедления Вашего станка во время процесса резания. Эти параметры позволяют сглаживать траектории движения инструмента через использование дуг.
Раздел «Cut Corner Rounding Options» - округление углов. Опция скругляет траектории движения инструмента по углам.
Perform Cut Rounding – делать округления углов
Пользователь вводит значение радиуса в графе «Rounding Radius (r)».
Данная опция распространяется только на плоскость XY.
Раздел «Cut Arc Fitting» – обработка подобно дуге (аппроксимация дуг). Аппроксимация дуг возможна в плоскостях, параллельных плоскостям: XY, XZ, YZ. Пользователь определяет, насколько точно перемещения инструмента будут соответствовать дугам, вводя значение допуска Fitting Tolerance (t).
Fitting tolerance (t) – допуск аппроксимации
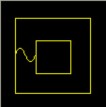
Раздел «Smooth Cut Transitions» - сглаживание перемещений фрезы. Эта опция используется для генерации S или С-образных переходов между двумя последовательными проходами инструмента. Эта функция применима только к плоскости XY и используется для гладкого перехода между рабочими проходами инструмента с редуцированным значением скорости и ускорения.
Стратегия механической обработки «Plunge roughing» - врезное черновое фрезерование
Стратегия создает траектории, параллельные оси Z. Причем инструмент не
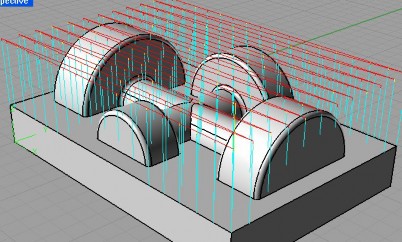
производит обработку в плоскости XY. Инструмент совершает вертикальные движения, подобные операции сверления, т.е. производит вертикальное фрезерование, с равным шагом врезаясь в удаляемый материал.
Plunge roughing иногда называют вертикальной черновой обработкой.
Закладка «Cut Parameters»
Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
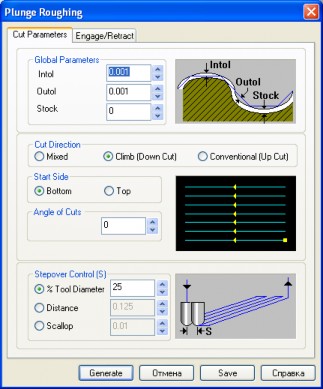
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
- Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) -
встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Start Side» положение начальной точки.
-
Bottom – внизу
-
Top – вверху
Раздел «Angle of Cuts» - угол обработки.
Раздел Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности
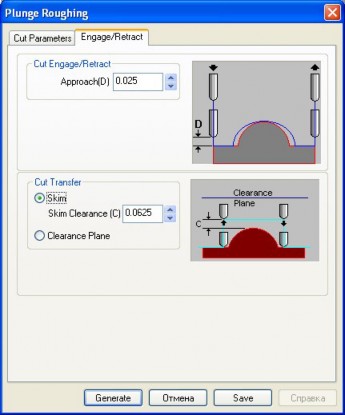
Закладка «Engage/Retract»
Approach Distance (D) – дистанция подвода
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim
Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Стратегия механической обработки «Horizontal re-roughing» - одноуровневая (горизонтальная) повторная черновая обработка
Стратегия применяется для создания траекторий движения инструмента в тех областях, которые не обработались в результате последней операции.
Программа гарантирует не создавать траектории в тех местах, где уже произведена обработка, таким образом исключить потерю времени на холостые ходы режущего инструмента. Машинная обработка выполняется при постоянном значении Z подобно Horizontal Roughing.
Описание настроек стратегии аналогично «Horizontal roughing»
Стратегия механической обработки «Plunge re-roughing» – повторное врезное черновое фрезерование
Как и в стратегии Horizontal Re-roughing, программа находит необработанные области в результате последней операции и генерирует на эти участки траектории движения инструмента.
Описание настроек стратегии аналогично «Plunge Roughing»
Стратегия механической обработки «Parallel Finishing» – параллельная финишная обработка.
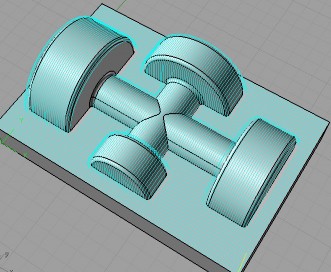
Используется для получистовой и чистовой обработки в плоскости XY. Этот метод механической обработки обычно используется следом за черновой обработкой Horizontal roughing.
Обрабатывающий инструмент следует по параллельным траекториям, повторяет геометрию детали. Пользователь может самостоятельно назначать интервалы между линиями параллельных проходов. Наиболее
подходящий обрабатываемый инструмент для этой стратегии – сферические фрезы.
Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
-
Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
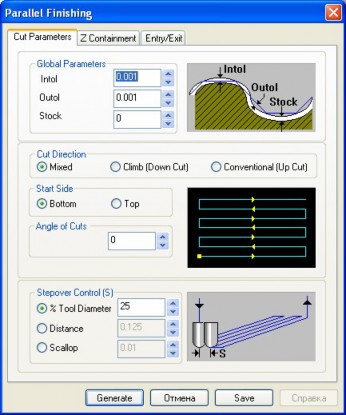
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
- Climb (Down Cut) -
-
попутное фрезерование
-
Conventional (Up Cut) -
встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Start Side» положение начальной точки.
-
Bottom – внизу
-
Top – вверху
Раздел «Angle of Cuts» - угол обработки.
Раздел Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности
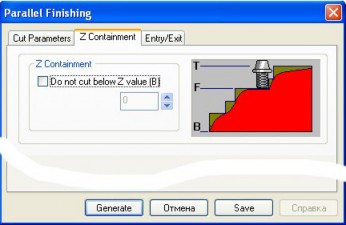
Закладка «Z Containment» - ограничения по оси Z
В данном окне пользователь может сообщить программе, чтобы та в свою очередь оставила припуск для дальнейшей чистовой обработки.
Do not cut below Z value (B) – не обрабатывать ниже величины B (Bottom – низ).
Закладка «Entry/Exit» - вход/выход инструмента В текущем окне присутствует 2 закладки:
-
Entry - подвод
-
Exit – отвод инструмента
Подзакладка «Entry» - подвод
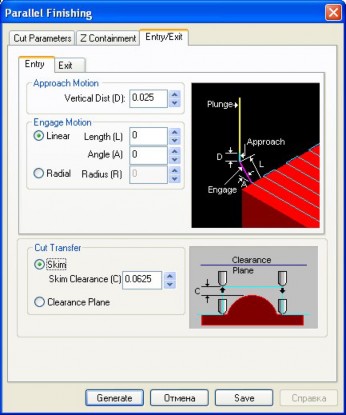
Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion»
- движение подхода. Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения
подхода инструмента и значение подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента
можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Подзакладка «Exit» - отвод Описание аналогично предыдущей подзакладки: «Entry»
Стратегия механической обработки «3 axis Pocketing» – трех координатная обработка карманов (выемок)
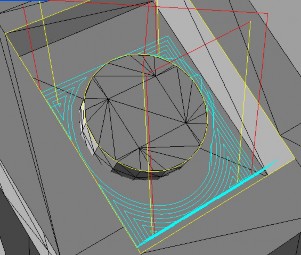
Метод 3D механической обработки для пред-чистовой и чистовой обработки карманов и выемок. Пользователь должен выбрать замкнутую область, которую программа в свою очередь распознает как карман. В отличие от стратегии 2.5D обработки «Pocketing», которая обрабатывает карманы только в плоскости XY, текущая стратегия «3 axis Pocketing» помимо обработки контура, имеет возможность подчистки дна выемки (углубления).
Закладка «Cut Parameters» - параметры обработки
Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска (слоя не удаленного материала), которое остается для дальнейшей чистовой обработки
Compensation – компенсация фрезы. Компенсация влево или вправо определяется выбором направления резания: Climb или Conventional (встречное или попутное).
Раздел «Cut Pattern» - выбор траектории резания. Данный раздел позволяет выбрать пользователю тип траектории резания инструмента. Пользователю доступны 3 типа траекторий резания:
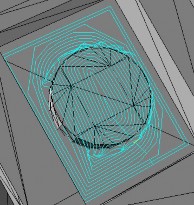
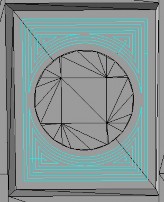
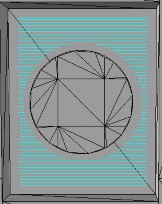
3D Offset – 3D смещения 2D Offset - 2D смещения Linear – линейно
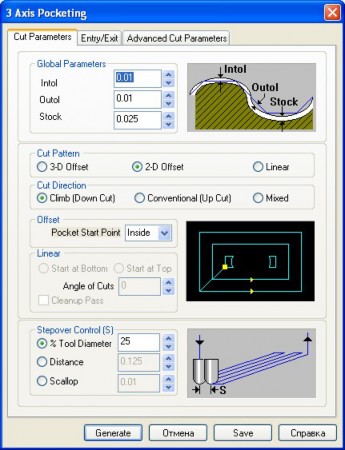
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
- Climb (Down Cut) -
-
попутное фрезерование
-
Conventional (Up Cut) -
встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Offset» - смещения
Pocket Start point –
начальная точка обработки:
- Inside – внутри
-
Outside – снаружи
В стратегии Linear cuts пользователь может выбрать начало обработки кармана – вверху или внизу:

- Start at Bottom – начать внизу
-
Start at Top – начать вверху
Angle of Cuts – угол резания
Cleanup Pass – чистовой проход по периметру
Раздел Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности
Закладка «Entry/Exit» - вход/выход инструмента
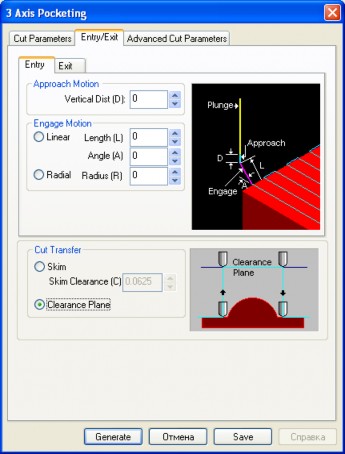
В текущем окне присутствует 2 закладки:
- Entry - подвод
-
Exit – отвод инструмента
Подзакладка «Entry» - подвод Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода.
Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение
подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента
можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Подзакладка «Exit» - отвод Описание аналогично предыдущей подзакладки: «Entry»
Закладка «Advanced Cut Parameters»
дополнительные параметры резания
Дополнительные параметры резания используются для настройки высокоскоростного фрезерования. Все опции в этом окне используются для уменьшения быстрых перемещений и замедления Вашего станка во время процесса резания. Эти параметры позволяют сглаживать траектории движения инструмента через использование дуг.
Раздел «Cut Corner Rounding Options» - округление углов. Опция скругляет траектории движения инструмента по углам.
Perform Cut Rounding – делать округления углов
Пользователь вводит значение радиуса в графе «Rounding Radius (r)».
Данная опция распространяется только на плоскость XY.

Раздел «Cut Arc Fitting» – обработка подобно дуге (аппроксимация дуг).
Аппроксимация дуг возможна в плоскостях, параллельных плоскостям: XY, XZ, YZ. Пользователь определяет, насколько точно перемещения инструмента будут соответствовать дугам, вводя значение допуска Fitting Tolerance (t).
Fitting tolerance (t) – допуск аппроксимации
Раздел «Smooth Cut Transitions» -
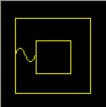
сглаживание перемещений фрезы. Эта опция используется для генерации S или С- образных переходов между двумя
последовательными проходами инструмента. Эта функция применима только к плоскости XY и используется для гладкого перехода между рабочими проходами инструмента с редуцированным значением скорости и ускорения.
Стратегия механической обработки «Horizontal finishing» - чистовая обработка по контуру вертикальных элементов.
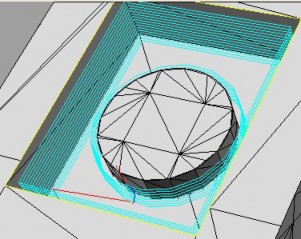
Этот тип механической обработки используется, когда деталь имеет большие вертикальные элементы. Инструмент проходит по контуру вертикальных элементов, опускаясь, каждый раз на один слой ниже.
Стратегия похожа на Parallel Finishing, последняя чаще используется для элементов с высокими крутыми стенами, а Horizontal finishing больше подходит для мелких элементов. Наиболее
подходящие инструменты - сферические фрезы.
Закладка «Cut Parameters» - параметры обработки Раздел «Global Parameters»
В этом разделе пользователь устанавливает значения допуска и припуск для чистовой обработки.
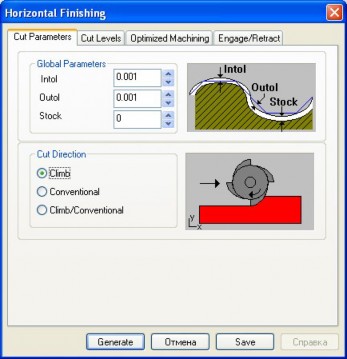
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска (слоя не удаленного материала), которое остается для дальнейшей чистовой обработки
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
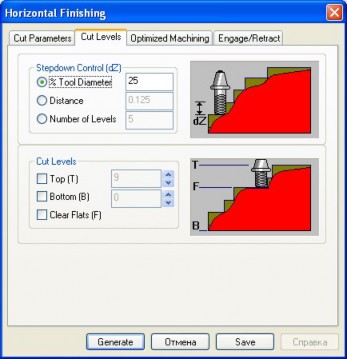
-
Mixed – смешанный тип фрезерования (встречное + попутное) Закладка «Cut Levels» - уровни фрезерования
Раздел «Stepdown Control (dZ)»
- ступенчатое снижение
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе «Distance».
Number of Levels – количество уровней
Раздел «Cut Levels» - уровни фрезерования.
В этом разделе пользователь может задать положения для
самого верхнего (Top) и самого нижнего (Bottom) слоев. Если верхний и нижний уровни не определены пользователем, система автоматически вычислит эти значения по геометрии детали/заготовки.
Clear Flats (F) – очистка плоскостей, система автоматически производит очистку плоских областей детали.
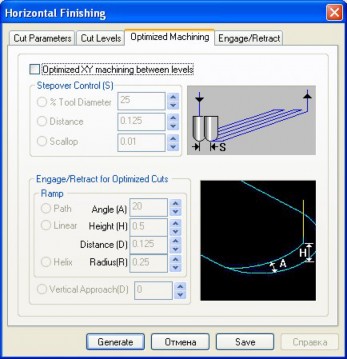
Закладка «Optimized Machining» - Оптимизированная Механическая обработка
Оптимизированная механическая обработка используется, когда пользователь желает сохранить почти постоянное значение шероховатости поверхности в течение механической обработки.
В этом методе механическая обработка имеет место в постоянных плоскостях Z, разделенных между собой постоянными интервалами. Из-за этого постоянного интервала, эта стратегия эффективно обрабатывает поверхности малой кривизны и оставляет необработанные области. Объем необработанных областей увеличивается с увеличением
наклона плоскости. Оптимизированная механическая обработка автоматически вычисляет эти области и добавляет несколько дополнительных проходов для удаления. Данная функция напоминает стратегию 3 Axis pocket.
Раздел Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности
Раздел «Engage/Retract for Optimized Cuts» - подвод/отвод для оптимизированных слоев
Подраздел «Ramp» - наклонная плоскость.
У пользователя на выбор имеется три варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Path – по траектории
-
Linear – линейно
-
Helix – по спирали
Рассмотрим подробнее все три варианта:
Path - движение входа в контакт по траектории. В этом методе инструмент приблизительно повторяет контур детали и заглубляется в деталь с наружной стороны.
Пример указан на рисунке. Пользователь может задавать:
- Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
Linear – в этом случае инструмент следует по линии, причем движение напоминает маятниковый цикл (вперед/назад). Пользователь может
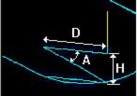
определить следующие значения:
-
Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Distance (D) – дистанция (линейное значение маятникового цикла в одну сторону)
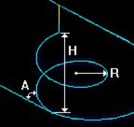
Helix – инструмент приближается к точке врезания по спирали. Вы можете установить следующие параметры:
-
Angle (A) - угол снижения;
-
Height (H) - максимальную высоту снижения.
-
Radius (R) – радиус спирали
Vertical Approach (V) – подход по вертикали
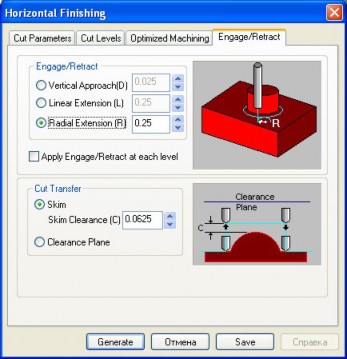
Закладка «Engage /Retract»
- Vertical Approach (V) –
-
подход по вертикали
-
Linear Extension (D) –
линейное смещение
-
Radial Extension (R) –
радиальное смещение
Apply Engage /Retract at each levels – применить выбранные настройки входа/выхода в контакт к каждому слою
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку
одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную, впечатав
высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты
«Clearance Plane».
Стратегия механической обработки «Pensil Tracing» – карандашная обработка
Этот тип механической обработки может быть использован как для черновой обработки (Roughing), так и для удаления материала, оставшегося после
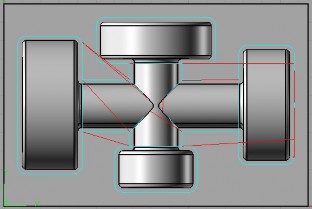
последней механической операции, в которой использовался инструмент большого диаметра (Re-machining), так и для траекторий зачистки (Сleanup toolpath). Здесь обрабатывающий инструмент проходит вдоль впадин (или бороздок) и углов детали. Эта механическая операция обрабатывает впадины и углы детали для того, чтобы обрабатывающий инструмент
меньшего диаметра, используемый для последующих чистовых операций, не столкнулся в этих местах с большим количеством материала, что в свою очередь предотвращает изнашивание и поломку инструмента. Наиболее подходящий тип инструмента – сферическая фреза.
Закладка «Cut Parameters» - параметры фрезерования
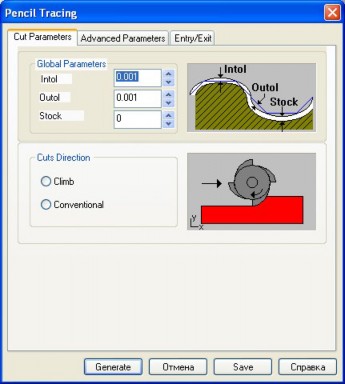
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Раздел «Cut Direction» - направление резания. У пользователя есть 2 варианта на выбор:
-
Climb - попутное фрезерование
-
Conventional - встречное фрезерование
Закладка «Advanced Cut Parameters»
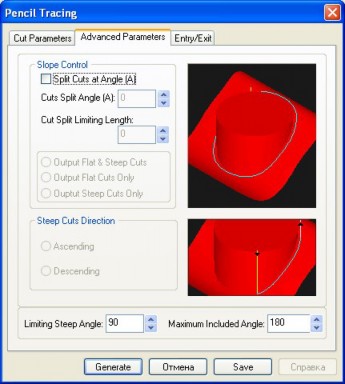
дополнительные параметры резания
Раздел «Slope Control» - настройка наклона
Split Cuts at Angle – разделение обработки на углы. Если пользователь поставил галочку напортив текущей строки, то ему открываются настройки:
Split Cuts Angle (A) – угол раздельной обработки. Рабочие проходы инструмента будут проанализированы и разделены под указанным углом в плоскости XY.
- Cut Split Limiting Length – ограничение длины раздельной обработки. (In some cases the split angle could cause small cut segments to be
output. This can happen when the pencil trace cuts trajectories bounce up and down the specified cuts split angle. If the split segment is below a certain length, the user might not want to split the curve at that location. This parameter controls this limiting length of the cut)
Output Flat & Steep Cuts – горизонтальный вывод и крутая обработка Output Flat Cuts Only –только горизонтальный вывод при обработке Output Steep Cuts Only – только крутой вывод при обработке
Раздел «Steep Cuts Direction» - направление при крутой обработке.
-
Ascending - восхождящий
-
Descending – нисходящий
Так же пользователь может ограничить значение угла, выше которого система не будет генерировать траектории.
Limiting Steep Angle – ограничение крутизны угла. Значение по умолчанию =" 90 градусов, т.е. обработке будут подвергаться все доступные области. Угол рассчитывается относительно плоскости "XY.
Maximum included angle – максимальный прилежащий угол.
Прилежащий угол – угол между двумя тангенциальными линиями, причем на этих линиях находятся точки контакта между инструментом и поверхностями детали.
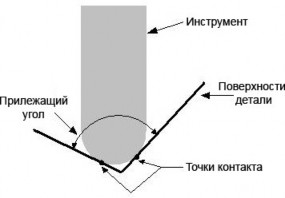
Таким образом, чем больше этот угол, тем более мелкая эта область. Этот угол имеет диапазон от 90 до 180 градусов.
При 90 градусах инструмент контактирует с вертикальной стеной. Близко к 180 градусам инструмент будет обрабатывать углубление уже практически как горизонтальную линию.
Закладка «Entry/Exit» Описание то же, что и в стратегии «3 axis Pocketing».
Следующий цикл стратегий механической обработки относится к типу
«Re-Machining» - удаление материала из областей, оставленного отпреидущей операции
К этому типу принадлежат следующие стратегии:
Valley Re-Machining - дополнительная обработка (участков с оставшимся припуском) впадин, углублений, канавок
Plateau Machining – обработка пологого участка (плоского)
Parallel Hill Machining – параллельная обработка возвышенностей Horizontal Hill Machining - одноуровневая (горизонтальная) обработка возвышенностей
Radial Machining - обработка в радиальном направлении
Spiral Machining – обработка по спирали
Curve Machining – обработка по кривой линии
Between 2 Curves Machining – обработка между двумя кривыми линиями Рассмотрим подробнее каждую из операций:
Стратегия механической обработки «Valley Re-Machining» - дополнительная (повторная) обработка впадин, углублений, канавок.
Повторная обработка бороздок и впадин, которые не обработал инструмент большого диаметра из предыдущей операции. Не обработанные области, как правило, находятся во впадинах и по углам детали. В этой траектории
пользователь должен определить два обрабатывающих инструмента: первый
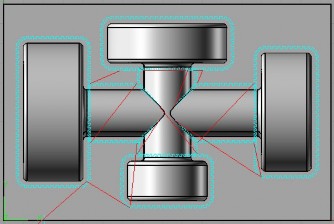
из них из предыдущей операции, второй – меньшего диаметра, для текущей стратегии, что бы обработать те места, которые не были отфрезерованы инструментом большого диаметра. Система автоматически вычисляет необработанные области и генерирует траектории движения для инструмента меньшего, указанного Вами, диаметра.
Закладка «Valley Remachining Parameters»
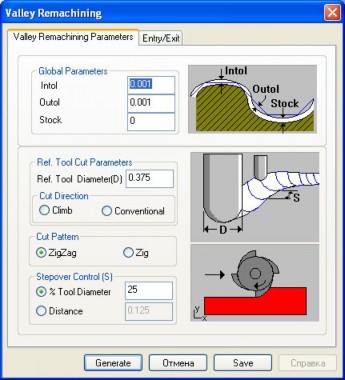
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск
-
– максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки
Раздел «Reference Tool Cut Parameters» - параметры базового инструмента.
Ref. Tool Diameter – диаметр базового инструмента.
Раздел «Cut Direction» - направление резания. У пользователя есть 2 варианта на выбор:
-
Climb - попутное фрезерование
-
Conventional - встречное фрезерование
Раздел «Cut Pattern» - выбор траектории резания. У пользователя имеется 2 варианта на выбор:

ZigZag – зигзагообразно Zig – в одну сторону
Разница между приведенными стратегиями прослеживается не вооруженным взглядом. В стратегии ZigZag инструмент перемещается зигзагообразно по замкнутой линии, в другой стратегии Zig инструмент перемещается в одну сторону, затем переходит по воздуху к началу следующего рабочего прохода, т.е. траектория не замкнута.
Раздел «Stepover Control» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Закладка Entry/ExitПодвод/отвод
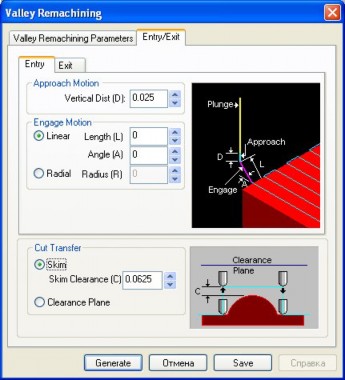
Закладка «Entry/Exit» -
вход/выход инструмента В текущем окне присутствует 2 закладки:
- Entry - подвод
-
Exit – отвод инструмента
Подзакладка «Entry» - подвод Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода.
Инструмент перемещается в позицию выше точки Approach
motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента
можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Подзакладка «Exit» - отвод Описание аналогично предыдущей подзакладки: «Entry»
Стратегия механической обработки «Plateau Machining» – обработка пологого участка (плоского)
Чистовая обработка областей, являющиеся более пологими (плоскими), чем указанный угол. Этот метод используется как финишная или повторная финишная механическая операция. Плоские области определяются углом от горизонтали (плоскость XY). Система анализирует геометрию детали и определяет все области, которые являются более плоскими, чем определенный пользователем угол. В результате система генерирует траектории движения инструмента только на плоские области. Этот метод машинной обработки используется для того, чтобы обработать те области, которые не обработались при стратегиях Horizontal Roughing или Horizontal Finishing.
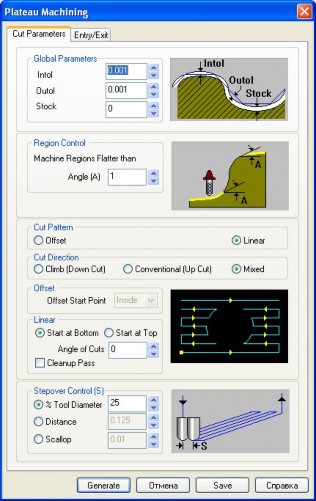
Закладка «Cut Parameters» - параметры обработки
Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
Раздел «Region Control» - управление областью
Раздел позволяет определить угол, прилежащий к плоскости XY. Система анализирует геометрию детали и определяет все области, которые являются более плоскими,
чем определенный пользователем угол. В результате система генерирует траектории движения инструмента только на плоские области.
Machine Regions Flatter than – обрабатывать области, более плоские, чем
Angle (A) – угол
Раздел «Cut Pattern» - выбор траектории резания
Offset – инструмент осуществляет проходы постоянном при последовательном смещении согласно геометрии детали
Linear – инструмент перемещается по параллельным линиям
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Offset» - смещения
Offset Start point – смещение начальной точки:
- Inside – внутри
-
Outside – снаружи
Раздел «Linear» - становиться активным при выборе в разделе «Cut Pattern» -
траектории Linear

Можно выбрать начало обработки – вверху или внизу:
- Start at Bottom – начать внизу
-
Start at Top – начать вверху
Angle of Cuts – угол резания
Cleanup Pass – чистовой проход по периметру
Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности (гребешки, оставшиеся после проходов от фрезы)
Шаг
Высота Гребешка
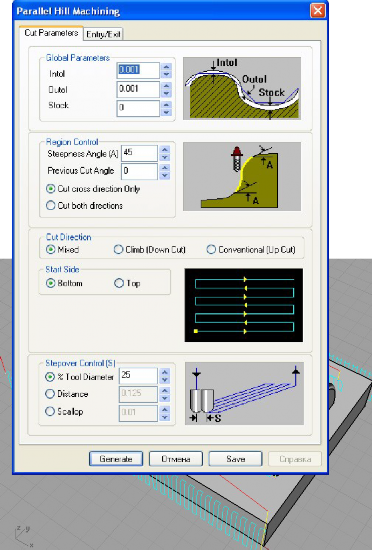
Закладка Entry/ExitПодвод/отвод
Описание аналогично, что и в предыдущей стратегии «Valley Re- Machining»
Стратегия механической обработки «Parallel Hill Machining»
– параллельная обработка возвышенностей
Текущая стратегия используется для обработки крутых областей в детали.
Возвышенности определяются углом по вертикали. Система анализирует геометрию детали и определяет все области, которые более круты, чем определенный пользователем угол. В результате система сгенерирует траектории только на области с возвышенностями. Эта стратегия используется,
когда стратегия Contouring Finish (Контурная чистовая обработка), оставляет большую шероховатость поверхности (гребешки) на крутых областях детали.
Закладка «Cut Parameters» - параметры обработки Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
Раздел «Region Control» - управление областью
Текущий раздел позволяет пользователю определить угол крутизны. В этом разделе собраны инструменты, позволяющие определить, какие области будут обрабатываться.
Система распознает все области детали, которые более крутые, чем указанный угол в плоскости XY и создает на эти области траектории движения инструмента.
Steepness Angle (A) – угол крутизны
Previous Cut Angle – предшествующий угол резания
В дополнение к этому пользователь может определить, какие поверхности будут обрабатываться:
-
Cut Cross direction only – обработка поверхностей, расположенных только напротив друг друга.
-
Cut both directions – обрабатывать все прилегающие поверхности
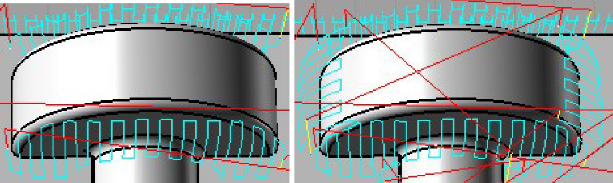
Cut Cross direction only Cut both directions
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
-
Mixed – смешанный тип фрезерования (встречное + попутное)
Раздел «Start Side» положение начальной точки.
-
Bottom – внизу
-
Top – вверху
Stepover Control (S) – установка параметров перемещение (фрезы) между проходами
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности (гребешки, оставшиеся после проходов от фрезы)
Закладка Entry/Exit
Подвод/отвод
Описание аналогично, что и в предыдущей стратегии «Valley Re-Machining»
Стратегия механической обработки «Horizontal Hill Machining» -
одноуровневая (горизонтальная) обработка возвышенностей
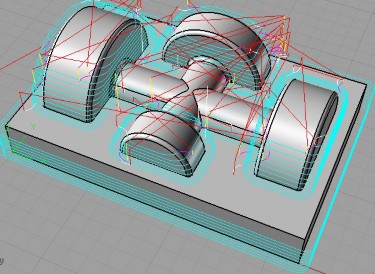
угол от плоскости XY.
Horizontal Hill Machining – метод механической обработки, который может использоваться как операция повторной чистовой обработки и применяется обычно после стратегии Parallel Finishing. В этой стратегии генерируются траектории движения инструмента в областях, крутизна которых больше, чем указанный пользователем
Эта стратегия используется, когда после метода механической обработки Parallel Finishing остается большая шероховатость поверхности (высокие гребешки).
Закладка «Cut Parameters»
параметры обработки
Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
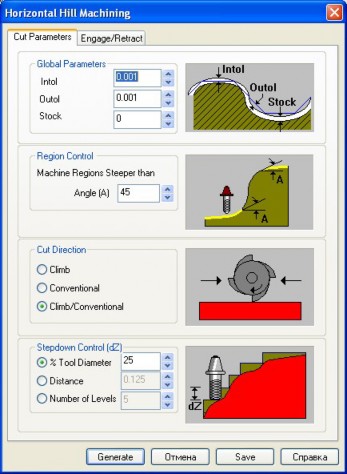
встречное фрезерование
Раздел «Region Control» - управление областью
Текущий раздел позволяет пользователю определить угол крутизны. Система сканирует все области заготовки и выделяет для мех. обработки только те, которые более круты, чем указанный угол от плоскости XY.
Machine Regions Steeper than – обрабатывать области, с крутизной выше, чем
Angle (A) – угол
Раздел «Cut Direction» - направление резания. У пользователя есть 3 варианта на выбор:
-
Climb (Down Cut) -
попутное фрезерование
-
Conventional (Up Cut) -
- Mixed – смешанный тип фрезерования (встречное + попутное)
-
Раздел «Stepdown Control (dZ)» - ступенчатое снижение
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Number of Levels – количество уровней
Закладка «Engage /Retract»
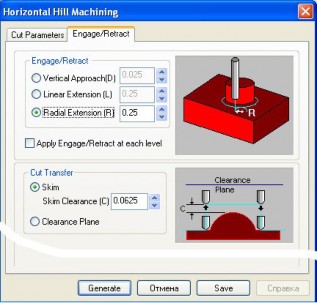
- Vertical Approach (V) – подход по вертикали
-
Linear Extension (D) – линейное смещение
-
Radial Extension (R) –
радиальное смещение
Apply Engage /Retract at each levels – применить выбранные настройки входа/выхода в контакт к каждому слою
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Стратегия механической обработки «Radial Machining» - обработка в радиальном направлении
Стратегия больше всего подходит для чистовой обработки кольцевых карманов (т.е. имеющих форму окружности). Области для обработки должны представлять собой закрытые вектора (замкнутые области). Система вычисляет точку центра окружности кармана и от него генерирует траектории движения инструмента.
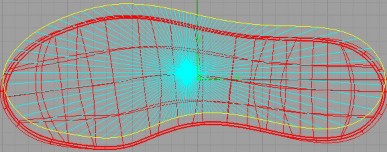
Закладка «Cut Parameters»
параметры обработки
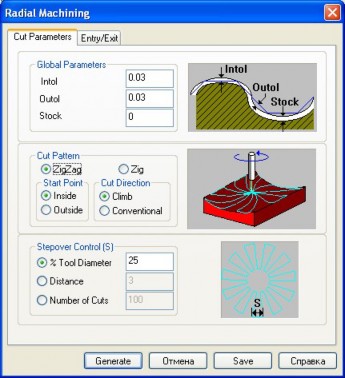
Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
Раздел «Cut Pattern» - выбор траектории резания. У пользователя имеется 2 варианта на выбор:
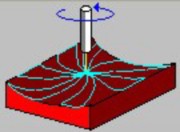
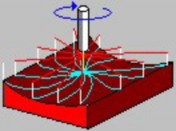
ZigZag – зигзагообразно Zig – в одну сторону
Разница между приведенными стратегиями прослеживается не вооруженным взглядом. В стратегии ZigZag инструмент перемещается зигзагообразно по замкнутой линии, в другой стратегии Zig инструмент перемещается в одну сторону, затем переходит по воздуху к началу следующего рабочего прохода, т.е. траектория не замкнута.
Раздел «Start Point» - начальная точка. В стратегиях: Offset cuts, Radial cuts, Spiral cuts – пользователь имеет право выбора на расположение начальной точки обработки:
-
Inside – внутри выделенной области
-
Outside – снаружи выделенной области
Раздел «Cut Direction» - направление резания. У пользователя есть 2 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
Раздел «Stepover Control» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Number of Cuts – количество проходов фрезы
Закладка Entry/ExitПодвод/отвод
Закладка «Entry/Exit» - вход/выход инструмента В текущем окне присутствует 2 закладки:
-
Entry - подвод
-
Exit – отвод инструмента
Подзакладка «Entry» - подвод
Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
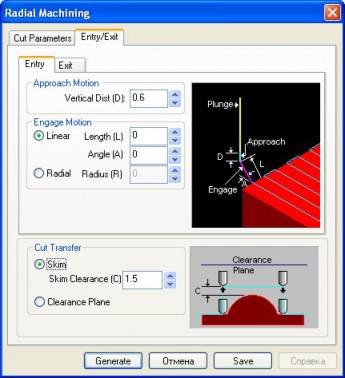
Раздел «Approach motion» -
движение подхода. Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы
детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты
«Clearance Plane».
Подзакладка «Exit» - отвод Описание аналогично предыдущей подзакладки: «Entry»
Стратегия механической обработки «Spiral Machining» – обработка по спирали
Обработка по спирали используется в тех областях, которые имеют геометрические характеристики круга, подобно основанию круговых карманов. Области для обработки должны представлять собой закрытые вектора (замкнутые области). Система вычисляет точку центра окружности кармана и от него генерирует траектории движения инструмента.
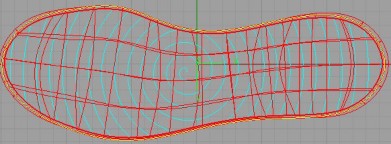
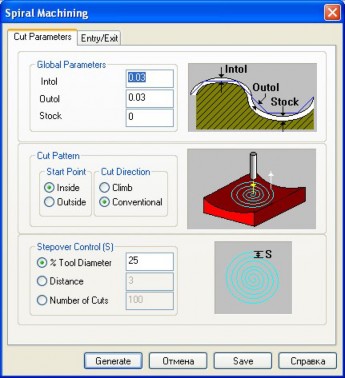
Закладка «Cut Parameters» - параметры обработки
Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
Раздел «Cut Pattern» - выбор траектории резания.
Подраздел «Start Point» - начальная точка. Пользователь имеет право выбора на расположение начальной точки обработки:
-
Inside – внутри выделенной области
-
Outside – снаружи выделенной области
Раздел «Cut Direction» - направление резания. У пользователя есть 2 варианта на выбор:
-
Climb (Down Cut) - попутное фрезерование
-
Conventional (Up Cut) - встречное фрезерование
Раздел «Stepover Control» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Number of Cuts – количество проходов фрезы
Закладка Entry/ExitПодвод/отвод
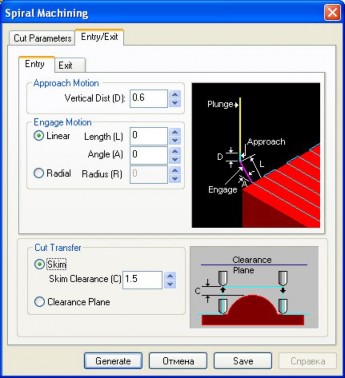
Закладка «Entry/Exit» -
вход/выход инструмента В текущем окне присутствует 2 закладки:
- Entry - подвод
-
Exit – отвод инструмента
Подзакладка «Entry» -
подвод Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» -
движение подхода.
Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента
можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
Подзакладка «Exit» - отвод Описание аналогично предыдущей подзакладки: «Entry»
Стратегия механической обработки «Curve Machining» – обработка по кривой линии
Операция доступна только для закрытых векторов. Данная стратегия особенно подходит для гравировки, при которой, как правило, инструменту приходится двигаться вдоль векторов.
Закладка «Cut Parameters» - параметры обработки Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
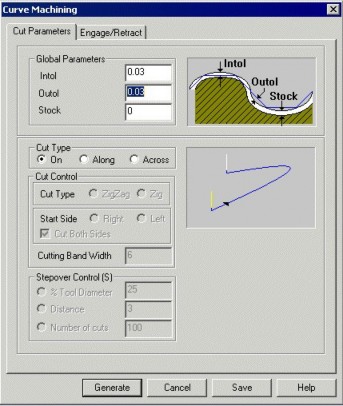
пределах указанной ширины.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
Раздел «Cut Type» - тип обработки
У пользователя есть 3 варианта на выбор:
- On – точно по кривой
-
Along – вдоль (в пределах указанной ширины кривой);
-
Across – попрек кривой в
На типы Along и Across распространяется следующее правило: траектория может программироваться слева или справа от кривой или с обеих сторон кривой.
Раздел «Cut Control» - управление проходами при обработке Данная функция становиться активной при выборе типа обработки
«Across».

ZigZag – зигзагообразно Zig – в одну сторону
Разница между приведенными стратегиями прослеживается не вооруженным взглядом. В стратегии ZigZag инструмент перемещается зигзагообразно по замкнутой линии, в другой стратегии Zig инструмент перемещается в одну сторону, затем переходит по воздуху к началу следующего рабочего прохода, т.е. траектория не замкнута.
Раздел «Cut Start Side» - начальная сторона фрезерования
- Right – справа
-
Left – слева
Cut both side – обрабатывать обе стороны
Cutting band width – ширина полосы для обработки
Раздел «Stepover Control» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Number of Cuts – количество проходов фрезы
Закладка «Engage/Retract» - входа/вывод в контакт В текущем окне присутствует 2 закладки:
-
Engage – вход в контакт
-
Retract – движение отвода
Подзакладка Engage – вход в контакт
Траектория подвода инструмента (Entry) состоит из движения подхода (приближения) Approach motion и движения входа в контакт Engage motion.
Раздел «Approach motion» - движение подхода.
Инструмент перемещается в позицию выше точки Approach motion (движение подхода) с подачей погружения (plunge feed), затем использует значение подачи движения подхода (Approach feed) для вертикального движения подхода инструмента и значение подачи Engage feed для движения входа в контакт Engage motion.
Vertical Dist (D) – дистанция по вертикали
Раздел «Engage motion» - движения входа в контакт.
У пользователя на выбор имеется 2 варианта, по какой траектории обрабатывающий инструмент будет врезаться в обрабатываемый материал:
- Linear – линейно
-
Radial – по радиусу

Linear – в этом случае инструмент подходит по прямой линии. Пользователь может определить следующие значения:
- Angle (A) - угол снижения;
-
Length (L) – длина

Radial - в этом случае инструмент подходит по радиусу.
Пользователь может определить значение радиуса «Radius
( R)»
Раздел «Cut Transfer» - перемещения по воздуху между областями
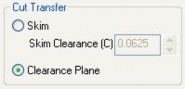
фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную,
впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты
«Clearance Plane».
Закладка «Retract» – движение отвода Описание аналогично предыдущей закладке.
Стратегия механической обработки «Between 2 Curves Machining» – обработка между двумя кривыми линиями
Текущая стратегия машинной обработки позволяет производить обработку между двумя, выбранными пользователем, открытыми или закрытыми кривыми. Система сгенерирует траектории движения инструмента, постепенно соединяющие две кривые, в зависимости от геометрической формы последних.
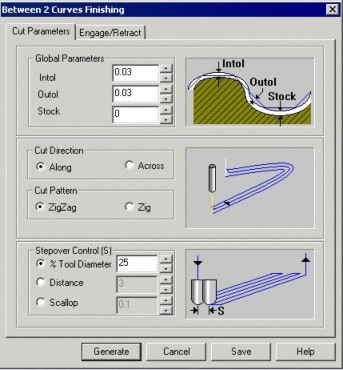
чистовой обработки.
Закладка «Cut Parameters» -
параметры обработки
Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
- Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей
Раздел «Cut Direction» - направление резания. У пользователя есть 2 варианта на выбор:
- Along – вдоль (в пределах указанной ширины кривой);
-
Across – попрек кривой в пределах указанной ширины.
Раздел «Cut Pattern» - выбор траектории резания. У пользователя имеется 2 варианта на выбор:

ZigZag – зигзагообразно Zig – в одну сторону
Разница между приведенными стратегиями прослеживается не вооруженным взглядом. В стратегии ZigZag инструмент перемещается зигзагообразно по замкнутой линии, в другой стратегии Zig инструмент перемещается в одну сторону, затем переходит по воздуху к началу следующего рабочего прохода, т.е. траектория не замкнута.
Раздел «Stepover Control (S)» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Scallop – шероховатость поверхности (гребешки, оставшиеся после проходов от фрезы)
Закладка «Engage/Retract» - входа/вывод в контакт См. описание предыдущей стратегии «Curve Machining»
Стратегия механической обработки «Reverse Post Milling» – обратное постпроцессирование обработки
Смысл данной стратегии заключается в редактировании уже существующей управляющей программы в G-кодах (формат: *.tap; *.nc; *.cnc; *.txt; *.ncc). Пользователь может загрузить один из файлов управляющей программы и редактировать всевозможные параметры.
Закладка «Reverse Post Parameters»
Toolpath File – файл управляющей программы в G-кодах: *.tap; *.nc; *.cnc;
*.txt; *.ncc.
Browse – просматривать. Кнопка для загрузки Вашего файла управляющей программы.
Project Toolpath to Part Geometry – проекция файла УП на деталь
Закладка «Cut Parameters» - параметры обработки
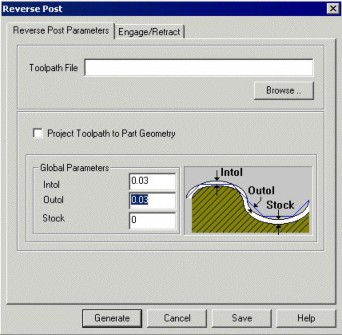
обработки.
Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от
«идеальной» модели детали.
-
Intol - внутренний допуск
– максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой
Закладка «Engage/Retract» - входа/вывод в контакт См. описание предыдущей стратегии «Curve Machining»
-
Axis milling operations – (стратегии 4-х координатной обработки)
Четырех координатная обработка используется в тех случаях, когда деталь не представляется возможным обработать при 2.5 и 3D обработке. Чаще всего, это детали, имеющие форму тел вращения (токарные детали) и детали для двухсторонней обработки, например передняя и задняя поверхность плоской детали. Если станок с ЧПУ оборудован 4-й поворотной координатой (A), что соответственно позволяет делать все операции, связанные с углом наклона (поворота) детали – деталь в автоматическом режиме. При четырех координатной обработке пользователю необходимо определить, вдоль какой из линейных координат (X или Y) будет проводиться вращение (поворот) заготовки. Так же необходимо отметить, что центр вращения заготовки должен совпадать с центром вращения поворотной координаты A. Следует различать 2 различных режима работы любой из поворотных координат (A или B):
- Индексная обработка – фиксированный поворот 4-й координаты на определенный угол и обработка на повернутой плоскости заготовки в трех координатах.
-
Непрерывная обработка – единовременная обработка в четырех координатах, т.е. рабочие перемещения инструмента и заготовки происходят непрерывно.
Приведем пример. Необходимо обработать корпус фонарика:
Если применять режим индексной обработки поворотной координаты, то в начале обрабатываются первые 180 град. детали (на примере чернового прохода):
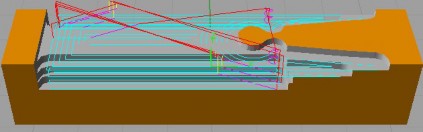
Затем заготовка переворачивается в поворотной координате на 180 градусов и обрабатывается вторая, некогда бывшая недоступной для обработки сторона детали (на примере чернового прохода):
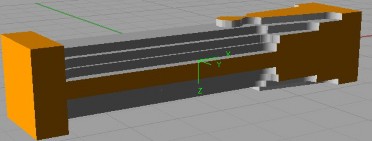
Если же применять режим непрерывной обработки – работают все 4 координаты одновременно(на примере чистового прохода):
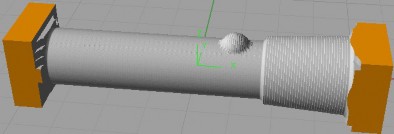
При 4-х координатной обработке доступные следующие виды стратегий:
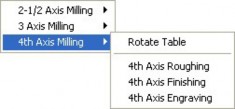
Rotate Table – программирование поворотного стола
4th Axis Roughing – четырех осевая черновая обработка
4th Axis Finishing - четырех осевая чистовая обработка
4th Axis Engraving - четырех осевая гравировка
Стратегия механической обработки «Rotate Table» – программирование угла наклона поворотного стола
Rhinocam дает возможность пользователю создавать 4-х осевую индексную обработку детали. Четвертая индексная ось позволяет поворачивать деталь вдоль оси Х (А) или вдоль оси Y (B) и фиксировать деталь в повернутом положении и выполнять 2.5 и 3D обработку в этом новом повернутом положении.
Этот тип программирования позволяет обрабатывать детали, имеющие более чем одну сторону для обработки, например сфера. Только одна половина сферы может быть обработана на трех координатах. Для обработки второй половины сферы заготовку необходимо повернуть на 180 градусов.
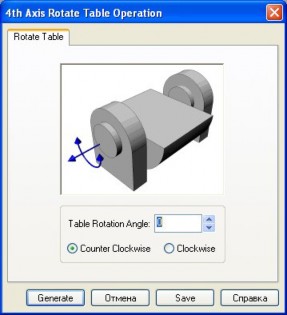
Table rotation Angle – поворот стола на угол
Counter Clockwise – против часовой стрелки
Clockwise – по часовой стрелке
В этом окне пользователь указывает значение поворота угла (Table rotation Angle), например, 180 градусов и задает направление вращения, например, по часовой стрелке (Clockwise).
Стратегия механической обработки - «4th Axis Roughing» –
четырех осевая черновая обработка
Черновая непрерывная 4-х осевая обработка. Материал с заготовки удаляется радиальными концентрическими окружностями. Поворотная ось вращается непрерывно.
Закладка «Cut Parameters» - параметры обработки Раздел «Global Parameters»
Intol и Outol - допустимые отклонения (допуски) от «идеальной» модели детали.
-
Intol - внутренний допуск – максимальная толщина материала, которая может быть удалена с заготовки
-
Outol - наружный допуск- максимальная толщина материала, которая может остаться выше слоя заготовки.
Stock – значение припуска, которое остается для дальнейшей чистовой обработки.
Раздел «Cut Direction» - направление резания. У пользователя есть 6 вариантов на выбор, а так же их всевозможные комбинации:
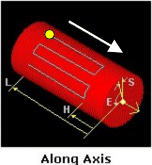
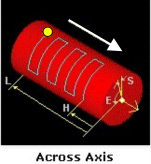
- Along – траектории вдоль поворотной оси
- Across – попрек поворотной оси (перпендикулярно)
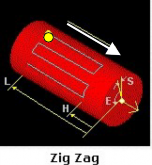
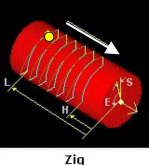
- ZigZag – зигзагообразно • Zig – в одну сторону
-
Разница между приведенными стратегиями прослеживается не вооруженным взглядом. В стратегии ZigZag инструмент перемещается зигзагообразно по замкнутой линии, в другой стратегии Zig инструмент перемещается в одну сторону, затем переходит по воздуху к началу следующего рабочего прохода, т.е. траектория не замкнута.
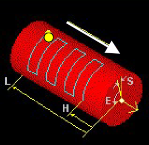
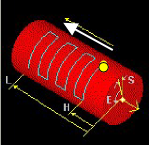
- Low to High – от низкого к высокому (снизу вверх)
- High to Low – от высокого к низкому (сверху вниз)
-
Low to High и High to Low – взаимно противоположные операции, т.е. если все раскладывать по полочка для объяснения этой функции, то получается: Заготовка цилиндрической формы имеет конечную длину и обычно вращается в поворотной координате вдоль оси Х. Т.к. у каждой оси имеется начало и конец, а в нашем случае начало цилиндрической детали обычно устанавливают с левого торца, а правый торец – максимальное значение длины (координаты X). Следовательно, функция Low to High будет генерировать траектории с левого торца детали к правому (с 0-го значения координаты к ее максимальному), функция High to Low работает с точность наоборот.
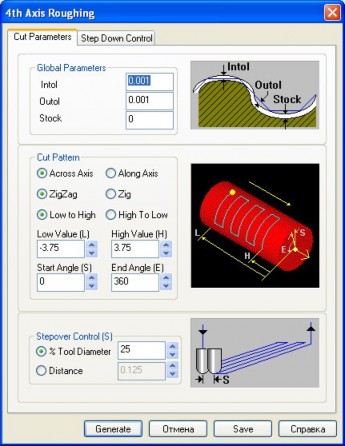
Следующие 4 функции в этом разделе можно назвать сдерживающими илиограничивающими:
- Low value (L) – значение наименьшей координаты
-
High value (H) - значение наибольшей координаты
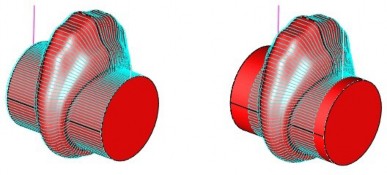
На приведенных выше рисунках обработанного кольца видно, что на рисунке слева осевое расстояние больше, чем на рисунке справа, т.е. на рисунке справа меньше значение между наименьшей и наибольшей координатой, на рисунке слева значение больше.
- Start Angle (S) – значение начального угла
-
End Angle (E) - значение конечного угла
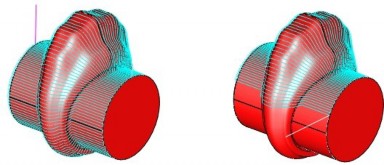
На рисунке слева видно, что кольцо обработано полностью, т.е. ось вращалась на 360 градусов, а на рисунке справа обработан всего лишь сектор мене 180 градусов. Эти значения вводятся в ячейках: Start Angle (S) и End Angle (E).
Раздел «Stepover Control» - шаг между проходами фрезы.
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Закладка «Step Down Control»

Раздел «Cut Levels»
Данное окно в текущей версии
1.0 выглядит не очень информативно, приведем более наглядный вариант окна из версии 2.0, см. ниже:
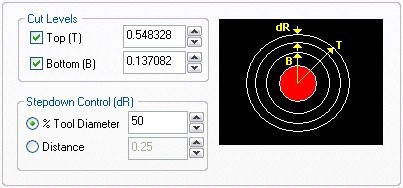
Верхнее и нижнее значение радиуса для обработки:
Top (T) – максимальный радиус обработки
Bottom (B) – минимальный радиус обработки.
При задании значений Top и Bottom система сгенерирует траектории между нижним значением радиуса Bottom и верхним Top.
Если значения Top и Bottom не будут введены, программа проанализирует геометрию детали и автоматически назначит верхний и нижний предел обработки.
Интервал между каждым уровнем обработки в пределах Top и Bottom
задается значением Stepdown Control (dR).
Данный параметр можно установить, используя процентное отношение от диаметра инструмента: «% Tool Dia.» или ввести свое значение в графе
«Distance».
Стратегия механической обработки «4th Axis Finishing» -
четырех осевая чистовая обработка
Описание чистовой обработки аналогично закладке «Cut Parameters»
предыдущей стратегии «4th Axis Roughing».
Чистовая обработка, как правило, использует инструмент с меньшим диаметром и меньшим шагом при обработке.
Стратегия механической обработки «4th Axis Engraving» -
четырех осевая гравировка
Непрерывная 4-х осевая гравировка. Поворотная ось вращается непрерывно. Пользователь может задать несколько проходов по глубине. Вы можете проецировать плоский текст на фасонную поверхность детали. Чаще всего применяется для гравировки текста и логотипов на деталях, имеющих форму тела вращения.
Раздел «Global Parameters»
Tolerance - допустимое отклонение от фактической геометрии детали (точность отработки траектории). Чем меньше число, указанное в графе Tolerance, тем точнее будет запрограммирована траектория движения инструмента согластно геометрии детали и тем больше временикомпьютер будет создавать данную траекторию. (Аппроксимация дуги - разбиение дуги на множество которотких отрезков (хорд), длина таких отрезков как раз указывается в графе Tolerance).
Project Curve(s) to Model – проекция векторов на поверхность детали.

Проекция текста на деталь Без проекции
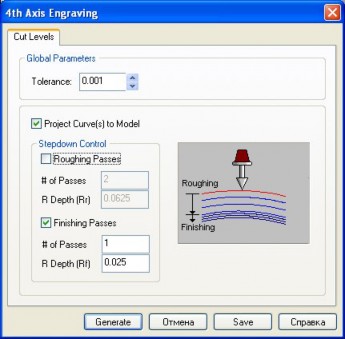
Раздел «Stepdown Control» - -
ступенчатое врезание
Roughing Passes – черновые проходы.
# of Passes – количество черновых проходов.
R Depth (Rr) – общая высота чернового прохода (радиус).
Finishing Passes – чистовые проходы.
# of Passes – количество чистовые проходов.
R Depth (Rf) – общая высота чистового прохода (радиус).
 - Hole machining – (обработка отверстий)
- Hole machining – (обработка отверстий)
3 (4) Axis Hole Machining –
3(4) осевая обработка отверстий
Drilling - сверление Раздел «Drill Types» - типы отверстий Поддерживаются следующие циклы сверления:
- Standard – стандартный цикл сверления используется для обработки отверстий глубиной менее трех диаметров сверла
-
Deep - глубокий цикл сверления используется для обработки отверстий глубиной более трех диаметров сверла и, особенно в местах, где трудно удалить стружку. Между погружениями на фиксированный шаг, сверло полностью выводиться из отверстия для очистки от стружки.
-
Break-chip – измельчение стружки. Цикл так же используется для сверления глубоких отверстий, но инструмент выводиться только на определенную величину.
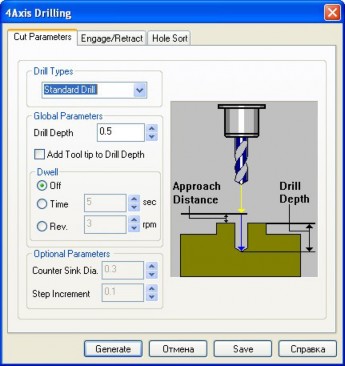
- Countersink – центровочная зенковка, фаска.
Раздел «Global Parameters»
Drill Depth – глубина сверления
Add Tool tip to Drill Depth –
добавить длину конуса сверла
в глубину отверстия (учет
наконечника сверла).
на время процесс сверления:
Раздел «Dwell» - выдержка во времени, выстой.
Дополнительный параметр, позволяющий останавливать
- Off – без остановки;
-
Time – значение времени простоя в секундах;
-
Rev - значение времени простоя в количестве оборотов шпинделя.
Раздел «Optional Parameters»
Counter Sink Dia. – диаметр зенковки. Данный параметр требуется только в цикле Countersink. Программа автоматически вычислит глубину сверления.
Step Increment – прирост шага. Параметр определяет дистанцию отвода инструмента. Имеет отношение только к циклу Deep и Break-chip.
Закладка «Engage/Retract»
Approach Distance (D) – дистанция подвода
Раздел «Cut Transfer» - перемещения по воздуху между областями фрезерования. Когда инструмент завершил обработку одной области и должен перейти к обработке другой области, он должен подняться на определенную высоту, что бы не задеть элементы детали. Значение высоты подъема инструмента можно задать вручную, впечатав высоту в ячейку «Skim Clearance» - тонкий зазор (клиренс) или доверить программе и автоматически посчитать значение безопасной высоты «Clearance Plane».
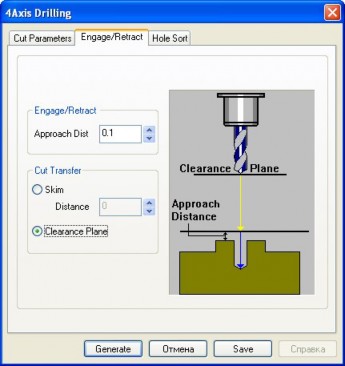
Закладка «Hole Sort» - сортировка отверстий
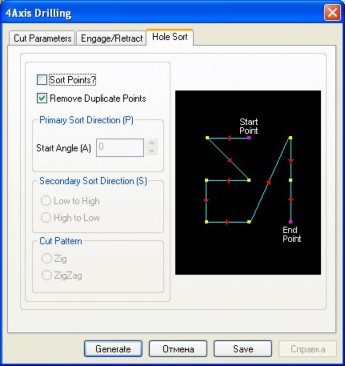
Сортировка отверстия сделана для оптимизации траекторий резания в течение цикла сверления.
Sort Points – сортировать точки Remove Duplicate Points – удалить повторяющиеся точки
Сортировка отверстий для сверления доступна по двум направлениям: Первичному (Primary Sort Direction (P)) и вторичному (Secondary Sort Direction (S)).
Раздел Primary Sort Direction (P)
– первичная сортировка отверстий.
Start Angle (A) – начальный угол. Угол сортировки вычислен от оси Х
мировой системы координат (WCS).
Раздел Secondary Sort Direction (S) – вторичная сортировка отверстий.
-
Low to High – от низкого к высокому (снизу вверх)
-
High to Low – от высокого к низкому (сверху вниз)
Раздел «Cut Pattern» - выбор траекторий резания.
-
ZigZag – зигзагообразно;
-
Zig – в одну сторону.
 - Machine operation information – информация о машинных операциях.
- Machine operation information – информация о машинных операциях.Выбор этой функции запускает диалоговое окно, в котором в таблице перечислены все механические операции для текущей детали и другая связанная с мех. обработкой информация.
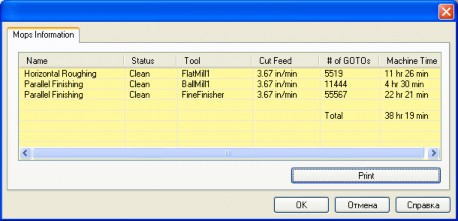
Name – название стратегии механической обработки.
Status – текущее состояние стратегии:
-
Clean – «чистое» состояние;
-
Dirty - «грязное» состояние.
Состяное «Dirty» означает, что траектории движения инструмента нуждаются в регенерации, т.к. возможно один из объектов детали был передвинут или изменены настройки стратегии.
Tool – инструмент
Cut Feed - подача, при которой инструмент обрабатывает материал.
Machine Time – машинное время. Время обработки текущей стратегии.

- Post Processing Machining Operations – постпроцессирование машинных операций
Как только траектории движения инструмента сгенерированы, для создания файла управляющей программы необходимо сделать постпроцессирование механической обработки или адаптировать траектории движения для конкретного станка с ЧПУ. Каждый из постпроцессоров (файл с расширением
*.spm) программы RhinoCAM может быть отредактирован. По умолчанию постпроцессоры расположены в папке: C:\Program Files\Rhinoceros 4.0\Plug- ins\RhinoCAM 1.0\Posts.
Запустить постпроцессирование можно для каждой стратегии индивидуально или выделив все стратегии, постпроцессировать все сразу.
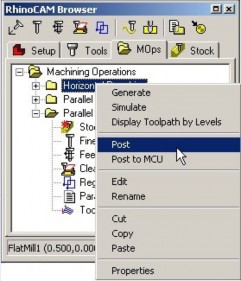
Для индивидуального постпроцессирования стратегий необходимо правым щелчком мыши кликнуть по интересующей стратегии и в открывшемся меню выбрать «Post».
Выделив несколько стратегий сразу, можно генерировать и постпроцессировать выбранные стратегии за один раз:
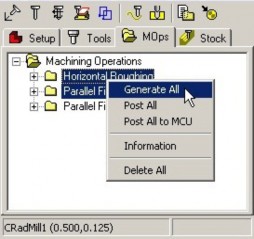
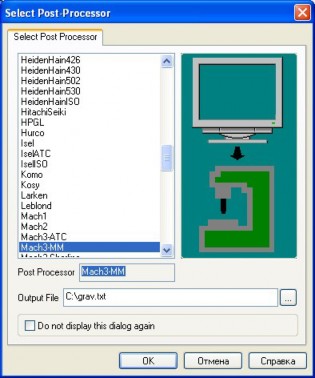
В открывшемся окне выберим постпроцессор «Mach3-MM или Mach2»:
В графе Output File необходимо выбрать папку для сохранения файла управляющей программы.
… и нажать «OK».
Закладка «Stock» - заготовка

 - Create/Load stock (Создание/Загрузка заготовки)
- Create/Load stock (Создание/Загрузка заготовки)Описание данной функции подробно рассмотрено в закладке «Setup».

 - Simulate – Симуляция. Запускает процесс моделирования обработки материала.
- Simulate – Симуляция. Запускает процесс моделирования обработки материала.- Pause – пауза в моделировании обработки
-
Step (шаг). Моделирование обработки по шагам.
-
Step Z Levels - Моделирование обработки по шагам в пределах одного уровня по оси Z.
 - Simulate to End (Симуляция до конца). Симуляция обработки без демонстрации на экране. Показывается окончательный результат обработки.
- Simulate to End (Симуляция до конца). Симуляция обработки без демонстрации на экране. Показывается окончательный результат обработки. - Rewind – перемотка к началу.
- Rewind – перемотка к началу.
-
Part/Stock Compare – Графическое сравнение между деталью и заготовкой.
 - Simulation Settings– Настройки симуляции обработки.
- Simulation Settings– Настройки симуляции обработки.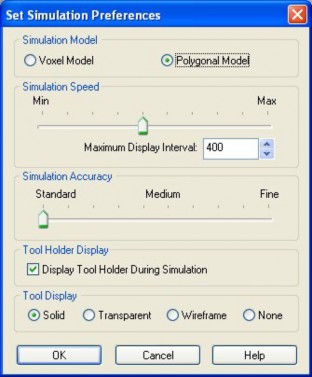
В RhinoCAM пользователь может выбирать между двумя типами моделей для отображения при симуляции обработки:
Voxel Model – объемная модель
Polygonal Model – многоугольная модель, доступна только при 4D симуляции.
Voxel Model – тип модели, специально разработан для быстрого отображения результатов моделирования при 2.5 и 3D симуляции с использованием большого числа траекторий движения инструментов. Главной недостаток объемной модели заключается в погрешностях отображения
симуляции в целом и геометрии вблизи вертикальных стен детали в частности.
Polygonal Model – высококачественная модель отображения детали при симуляции. Этот тип отображения использует качественные алгоритмы моделирования за счет снижения скорости расчета. Используется преимущественно при моделировании четырех осевой обработки.
Раздел «Simulation Speed» - Скорость симулированной обработки. Двигая ползунок вправо, пользователь увеличивает количество опорных точек при движении инструмента, т.е. возрастает детальность отображения траекторий.
В окошке «Maximum Display Interval» - пользователь задает числовое значение опорных точек траекторий.
Раздел «Simulation Accuracy» - точность моделирования. Для увеличения точности отображения геометрии при моделировании передвиньте ползунок вправо. С увеличением точности снижается скорость моделирования обработки.
Раздел «Tool Holder Display» - показывать во время моделирования обработки патрон.
Раздел «Tool Display» - пользователь может установить один из нескольких видов отображения инструмента:
-
Solid – твердый
-
Transparent - прозрачный
-
Wireframe – каркасный
-
None – не отображать инструмент во время моделирования

Show Path – показывать траектории. Отображение на экране траекторий движения инструмента.
Hide Stock – скрыть (убрать) заготовку с экрана.
 - ползунок скорости симуляции. Движение вправо увеличивает скорость обработки.
- ползунок скорости симуляции. Движение вправо увеличивает скорость обработки.
Редактирование машинных операций
Каждая из созданных стратегий обработки может быть отредактирована. Используя ассоциативный метод можно, редактировать любой из компонентов, дважды щелкнув ЛКМ на интересующую надпись, составляющих машинную операцию:
тип инструмента, подачи и скорость плоскость клиренса области для обработки параметры обработки
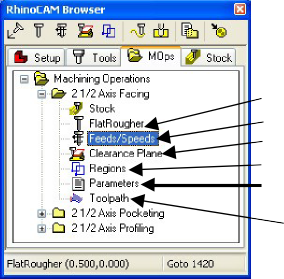
Ассоциативный тип
редактирование траекторий (не ассоциативный тип)
Любые внесенные изменения требуют регенерации машинной операции, об этом сообщит ставшее красным цветом название машинной операции.
Изменения сохраняются после регенерации машинной операции:
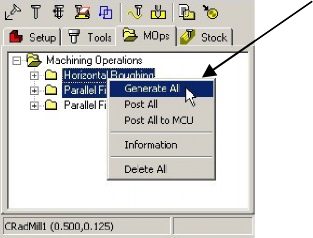
Второй способ редактирования, носящий название «не ассоциативный» предполагает редактирование непосредственной траекторий движения инструмента. Недостаток его в том, что внесенные изменения будут потеряны при регенерации стратегии.
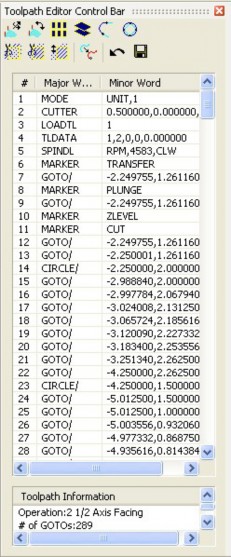
В открывшемся окне присутствует два ряда кнопок, остальную часть занимает информационный блок о перемещениях инструмента.
 - Transform Toolpath – Преобразование траектории перемещение, поворот, зеркальное отражение, изменение масштаба.
- Transform Toolpath – Преобразование траектории перемещение, поворот, зеркальное отражение, изменение масштаба.
 - Reverse Toolpath – Реверс траекторий. Изменение направления движения инструмента на противоположное.
- Reverse Toolpath – Реверс траекторий. Изменение направления движения инструмента на противоположное.
 - Instancing Toolpaths – Генерация траекторий по примеру. Пользователь может копировать траектории в плоскости XY.
- Instancing Toolpaths – Генерация траекторий по примеру. Пользователь может копировать траектории в плоскости XY.
 - Instancing Toolpaths in Z - Пользователь может копировать траектории в плоскости Z.
- Instancing Toolpaths in Z - Пользователь может копировать траектории в плоскости Z.  - Fit Arcs To Toolpath – сглаживание дуг в траекториях.
- Fit Arcs To Toolpath – сглаживание дуг в траекториях.
 - Reduce Toolpath – Уменьшений припуска траекторий.
- Reduce Toolpath – Уменьшений припуска траекторий.
 - Cut Selection – вырезать выделенное.
- Cut Selection – вырезать выделенное.
Нажатие на эту кнопку удалит все перемещения инструмента, которые в настоящее время выбраны.
 - Isolate Selection – обособленный выбор. Нажатие на эту кнопку удалит все движения инструмента кроме выбранных в настоящее время.
- Isolate Selection – обособленный выбор. Нажатие на эту кнопку удалит все движения инструмента кроме выбранных в настоящее время.
- Move Up Selection - Подъем по уровню Z
-
Convert Toolpath To Curve - Преобразование траектории в кривую.
-
Отмена последнего внесенного изменения.
-
Сохранение внесенных изменений
НАЧАЛО РАБОТЫ
Начало работы – загрузка модели. Модели созданные в Rhino V4 надо перед загрузкой сохранить как Rhino V3.
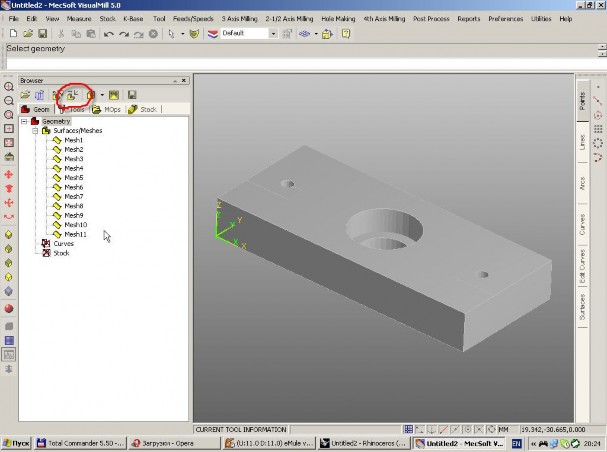
Модель загружена. Появился список элементов модели. Стрелки показывают расположение модели на столе станка.
Что бы изменить положение нулевой точки обработки ( не стола! Не путать! ) вызываем меню отмеченное на предыдущем рисунке. Флажками устанавливаем то положение нуля, которое нам нужно.
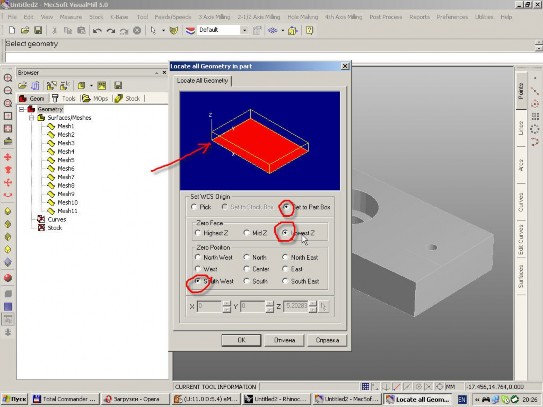
Задаем вид заготовки. Тут все понятно.
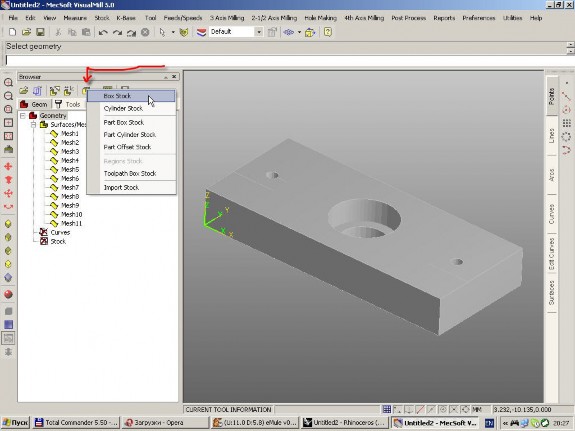
В окне задаем параметры заготовки.
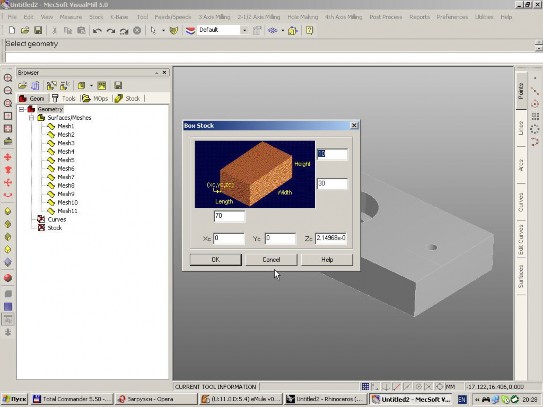
В другом окне располагаем деталь в заготовке, как нам нужно.
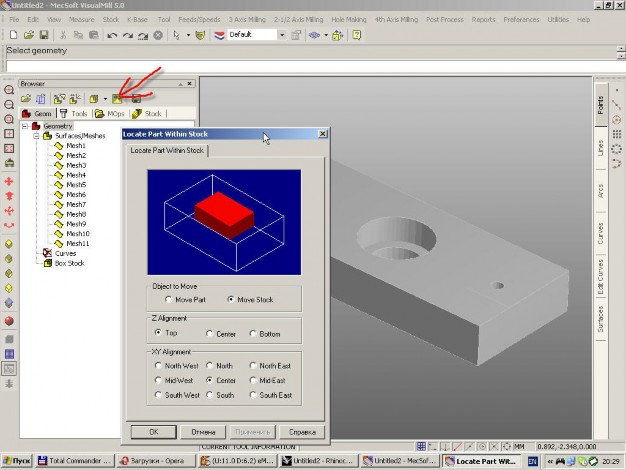
С заготовкой закончили. Теперь перейдя на вкладку инструмента занимаемся им.
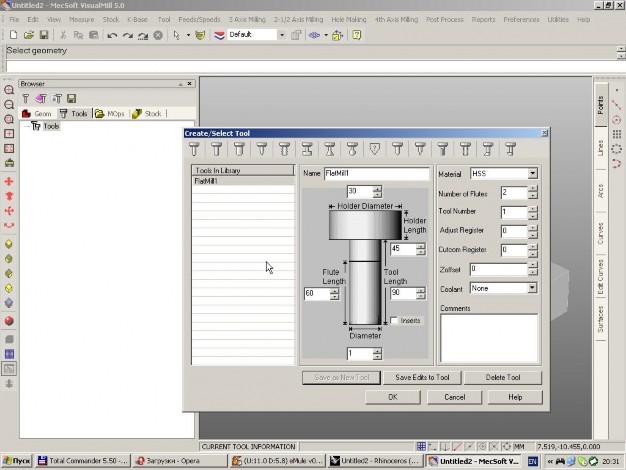
Можно создать новый инструмент. Все параметры заносятся в окна и потом сохраняем, –
«SAVE Edit» и Save New Tool». Из большого меню можно записать данные в библиотеку. Можно сделать библиотеку для конкретной детали. Можно и общую или по видам инструмента. В последствии библиотеку можно вызвать в любое время, указав файл.
В таблицу заносятся только габаритные размеры и признаки. Скоростные режимы и режимы резки указываются в другом месте.
Вот окно для задания параметров движения и оборотов. Обратите внимание – параметры задаются в мм./мин !
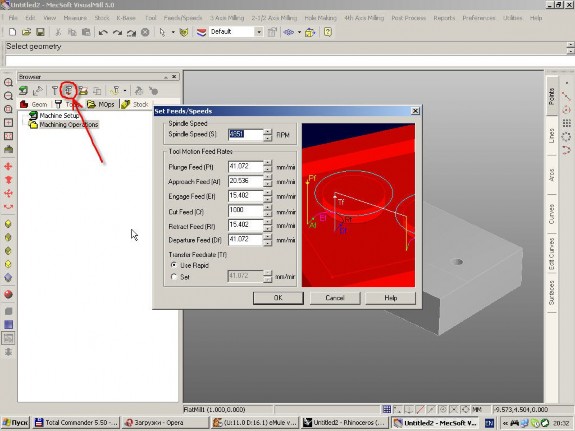
Следующий шаг – высота безопасности. Устанавливаем на какой высоте будут переходы и откуда ее считать.
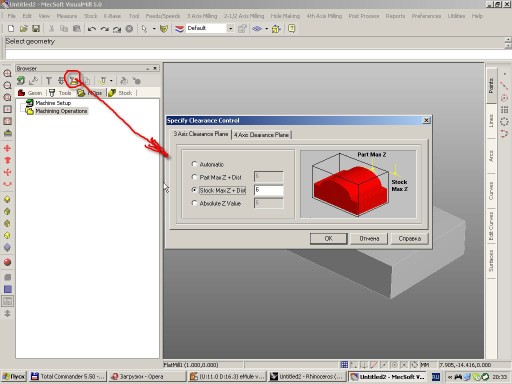
Для некоторых работ не нужна полная обработка поверхности. Например, боковые стороны мы обрабатывать не хотим сейчас. Для задания зоны обработки нужно импортировать из Rhino вместе с моделью линии границ обработки. Но, можно и по другому. Выделив щелчком левой поверхность вызвать функцию создающую линию по контуру поверхности.
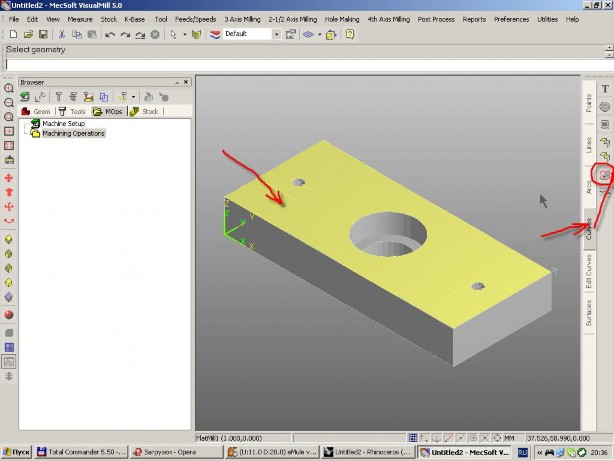
Выделяем линию. Жмем на кнопочку с двумя рамками и потом Ok. Линий может быть несколько. Так можно выделять для обработки нужные участки.
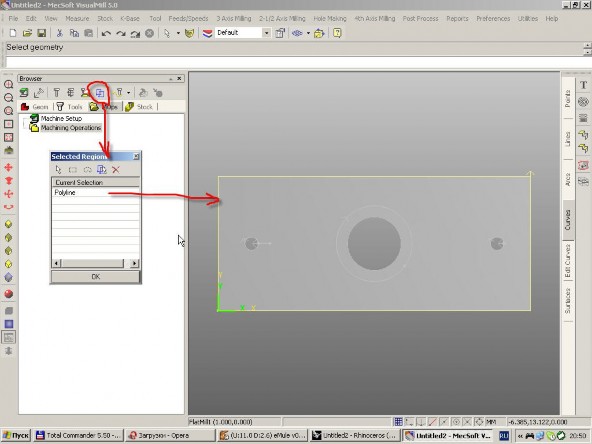
Теперь мы готовы к основному действу. Под кнопочкой выбираем нужную стратегию обработки. Их много, так что есть с чем поиграться.
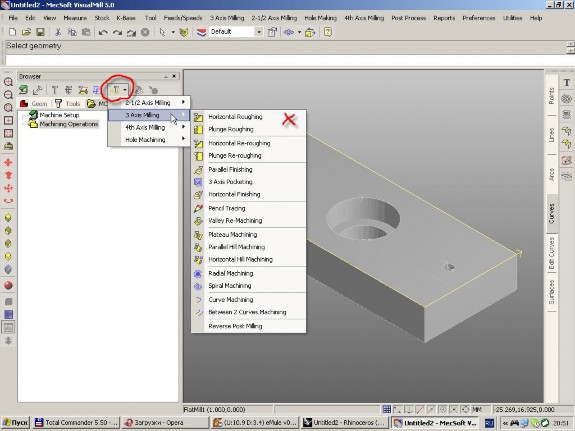
Для начала берем черновую горизонтальную обработку. В открывшемся окне задаем параметры работы. Шаг, направление, глубину прохода и.т.д.
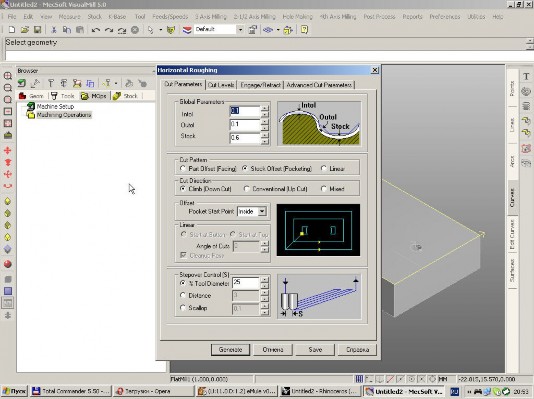
Жмем « Генерировать» и ждем.
И вот в левом меню появился список первой операции. Двойным щелчком можно открыть для коррекции любой раздел.
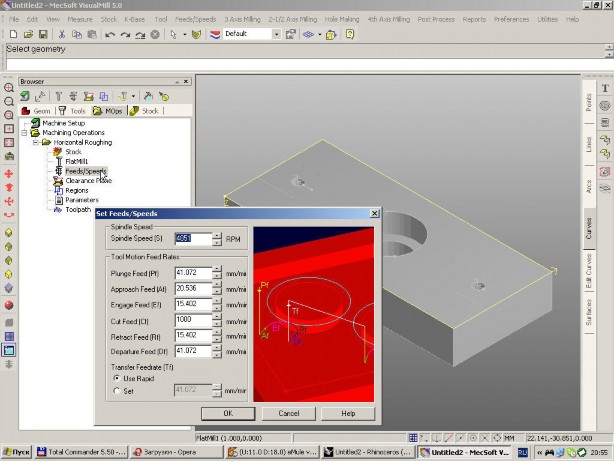
ВНИМАНИЕ! После изменений надо выделив строку «Машинные операции» щелкнуть ПРАВОЙ кнопкой и запустить генерацию снова. Иначе, понятно, все изменения не будут учтены.
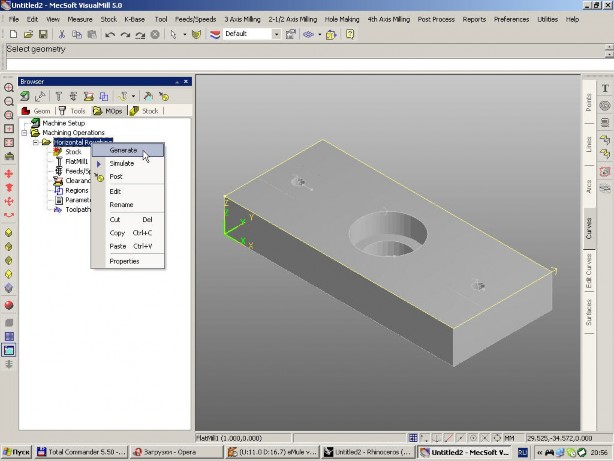
Переходим в последнюю закладку и запускаем симулятор. Смотрим, как будет обрабатываться наша деталь. Под последней кнопкой меню лежат настройки просмотра.
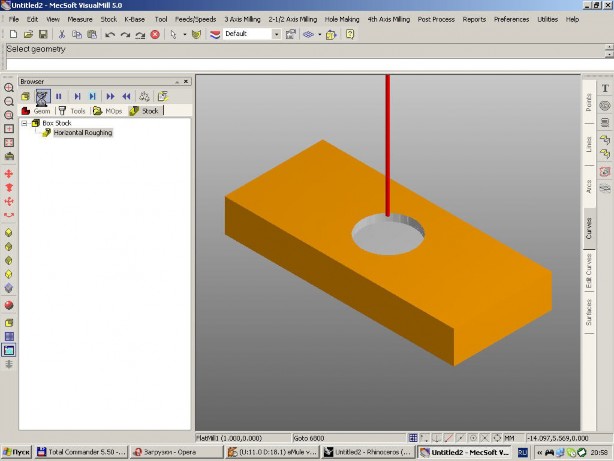
На симуляторе все понравилось, значит можно вернуться на предыдущую закладку и вызвать постпроцессор. Выбираем в его списке тип машины и указываем, куда положить файл обработки.
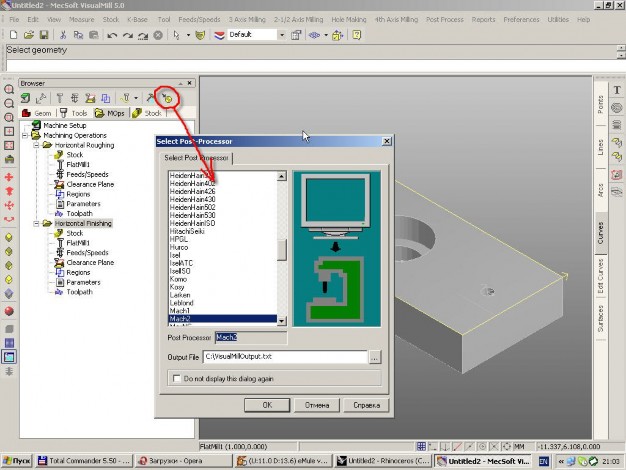
Все! В указанной папке находим долгожданный файл с кодами станка.
А может быть и не находим. И не то что файла, но и самого станка такого нет в списке. На этот случай есть редактор постпроцессоров.
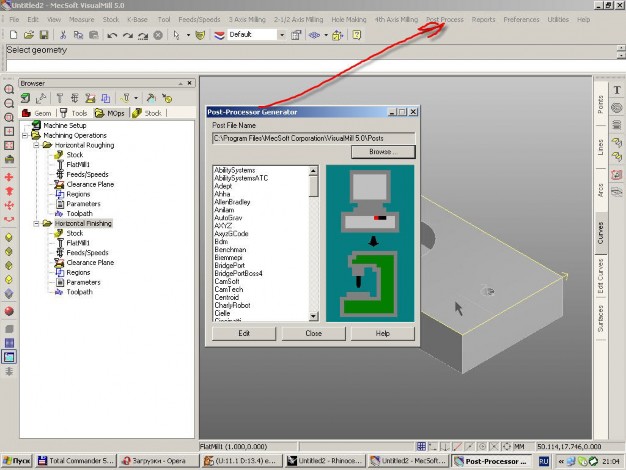
Выбираем станок, по слухам или по догадкам, близкий нашему по организации. Жмем
«Edit».
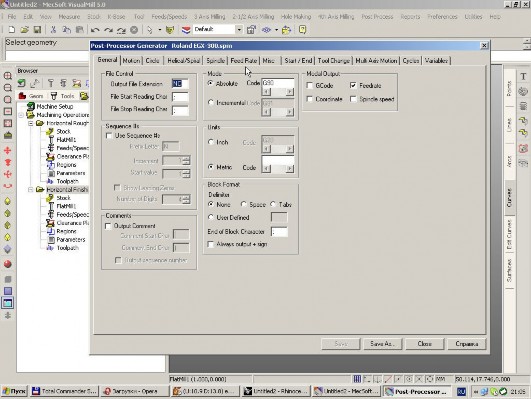
В этом меню есть все, что нужно простому рабочему станку. Нужно только правильно указать коды и процедуры.
После запуска генерации кодов постпроцессором тот, в силу своей мстительной натуры, выдаст файл с набором строк, который выглядит, примерно, так как на скрине.
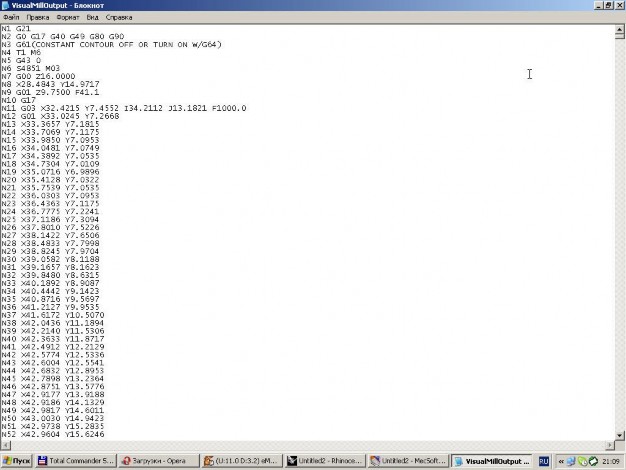
Если скучно, можно поправить файл в текстовом редакторе. Но можно сделать это еще в самой проге.
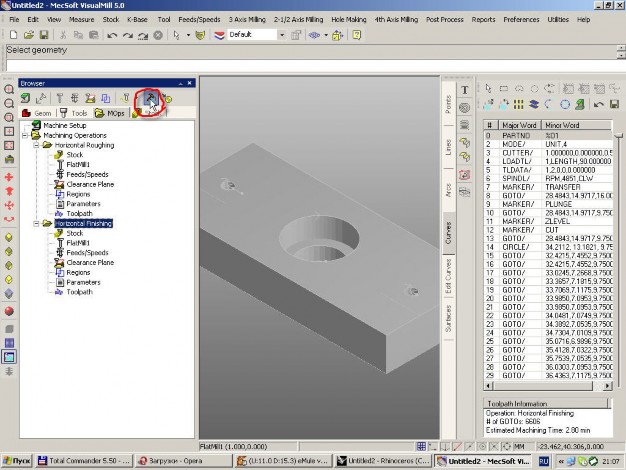
Ну а дальше отправляем файл на растерзание проге управления станком и ждем результата. Хорошо при этом поставить заготовку на стол станка.
У Д А Ч И !