< Назад | Содержимое | Далее >
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
5461
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] От 1 до числа управляемых осей
Данный параметр задает номера управляемых поворотных осей, на которых выполняется интерполяции в полярных координатах.
5463
![]()
Отношение допуска автоматической коррекции при интерполяции в полярных координатах
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Единица данных] % [Действительный диапазон данных] от 0 до 100
Стандартная настройка: 90%
(если значение равно 0, параметр принимается равным 90%) Задает отношение допустимого отклонения самой высокой рабочей скорости и скорости на поворотной оси во время автоматической коррекции при интерполяции в полярных координат.
5464
![]()
Коррекция погрешности на мнимой оси при интерполяции в полярных координатах
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси [Действительный диапазон данных] 9 знаков минимальной единицы данных
(см. таблицу настройки стандартных параметров (A)) (в IS-B от -999999,999 до +999999,999)
Данный параметр используется для настройки погрешности, когда центр поворотной оси, на которой выполняется интерполяция в полярных координатах, находится не на оси X. Если настройка данного параметра равна 0, то выполняется стандартная интерполяция в полярных координатах.
4.30 ПАРАМЕТРЫ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОГО НАПРАВЛЕНИЯ
![]()
5480
Номер оси для контроля перпендикулярного направления
[Тип ввода] Ввод параметров [Тип данных] Байт траектории
[Действительный диапазон данных] от 1 до максимального числа управляемых осей
Данный параметр задает номер управляемой оси для контроля перпендикулярного направления.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
5481
Скорость подачи при вращении управляемой оси в перпендикулярном направлении.
[Тип ввода] Ввод параметров
[Тип данных] Действительное число оси [Единица данных] градус/мин
[Минимальная единица данных] Зависит от системы приращений используемых осей [Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
Данный параметр задает скорость подачи по управляемой оси в перпендикулярном направлении, вставленной в начальной точке кадра во время контроля перпендикулярного направления.
5482
Предельное значение, используемое для определения игнорирования заданной управляемой оси в перпендикулярном направлении
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] Градус
[Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] 0 или положительные 9 разрядов минимальной единицы данных
(см. таблицу настройки стандартных параметров (В))
Кадр поворота управляемой оси перпендикулярного направления не вводится, если задаваемый угол поворота, рассчитанный при контроле перпендикулярного направления, не превышает данную настройку.
Проигнорированный угол поворота добавляется к следующему вводимому углу поворота, после чего происходит оценка вставки кадра.
ПРИМЕЧАНИЕ
1 Кадр поворота не вставляется, если задано 360 или более градусов.
2 Если задано 180 или более градусов, кадр поворота вставляется только, если настройка круговой интерполяции составляет 180 или более градусов.
5483
Предельное значение перемещения, выполняемого под прямым углом к предыдущему кадру
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории [Единица данных] мм, дюйм (единица ввода)
[Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] 0 или положительные 9 разрядов минимальной единицы данных
(см. таблицу настройки стандартных параметров (В))
![]()
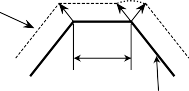
Траектория центра инструмента
N1
Траектория центра инструмента
N1
Траектория центра инструмента
N1
N2
N2
N2
N3
N3
N3
Для прямой линии
Если расстояние перемещения N2 на рисунке слева не превышает настройки, блок N2 обрабатывается при перпендикулярном положении инструмента к блоку N1.
Для прямой линии
Если расстояние перемещения N2 на рисунке слева не превышает настройки, блок N2 обрабатывается при перпендикулярном положении инструмента к блоку N1.
Для прямой линии
Если расстояние перемещения N2 на рисунке слева не превышает настройки, блок N2 обрабатывается при перпендикулярном положении инструмента к блоку N1.
Расстояние перемещения
Расстояние перемещения
Расстояние перемещения
Запрограммированная траектория
Запрограммированная траектория
Запрограммированная траектория
Запрограммированная N2 траектория
Запрограммированная N2 траектория
Запрограммированная N2 траектория
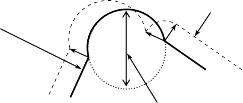
Траектория центра инструмента
N3
Траектория центра инструмента
N3
Траектория центра инструмента
N3
N1
N1
N1
Диаметр
Диаметр
Диаметр
Для дуги
Если диаметр дуги N2 на рисунке слева не превышает настройки, дуга N2 обрабатывается при перпендикулярном положении инструмента к блоку N1.
Перемещение в перпендикулярном направлении по оси перпендикулярного перемещения не согласуется с перемещением по дуге.
Для дуги
Если диаметр дуги N2 на рисунке слева не превышает настройки, дуга N2 обрабатывается при перпендикулярном положении инструмента к блоку N1.
Перемещение в перпендикулярном направлении по оси перпендикулярного перемещения не согласуется с перемещением по дуге.
Для дуги
Если диаметр дуги N2 на рисунке слева не превышает настройки, дуга N2 обрабатывается при перпендикулярном положении инструмента к блоку N1.
Перемещение в перпендикулярном направлении по оси перпендикулярного перемещения не согласуется с перемещением по дуге.