< Назад | Содержимое | Далее >
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
4.48 ПАРАМЕТРЫ РУЧНОГО ШТУРВАЛА (1 ИЗ 2)
![]()
№7 №6 №5 №4 №3 №2 №1 №0
MPX | HCL | THD | JHD |
7100
MPX | HCL | THD | JHD |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№0 JHD Ручная подача штурвалом в режиме толчковой подачи или подача приращениями при ручной подаче штурвалом:
0: Недействительна.
1: Действительна.
№1 THD В толчковом режиме обучения ручной импульсный генератор: 0: Откл.
1: Вкл.
№3 HCL Очистка отображения величины прерывания штурвалом с помощью дисплейной клавиши [INTRPT CANCEL]:
0: Откл.
1: Вкл.
№5 MPX В режиме ручной подачи штурвалом:
0: Сигналы выбора величины ручной подачи штурвалом MP1 и MP2 <Gn019.4 и Gn019.5> 1-го ручного генератора импульсов являются общими для всех ручных генераторах импульсов.
1: Сигналы выбора величины ручной подачи штурвалом определяются ручным генератором импульсов следующим образом:
1-й Ручной генератор импульсов: MP1, MP2
<Gn019.4, Gn019.5>
2-й Ручной генератор импульсов: MP21, MP22
<Gn087.0, Gn087.1>
3-й Ручной генератор импульсов: MP31, MP32
<Gn087.3, Gn087.4>
4-й Ручной генератор импульсов: MP41, MP42
<Gn087.6, Gn087.7>
5-й Ручной генератор импульсов: MP51, MP52
<Gn380.0, Gn380.1>
№7 №6 №5 №4 №3 №2 №1 №0
HNAx | HNGx |
7102
HNAx | HNGx |
[Тип ввода] Ввод параметров [Тип данных] Бит оси
№0 HNGx Направление перемещения оси относительно направления вращения ручного генератора импульсов:
0: Используется то же направление.
1: Используется противоположное направление.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№1 HNAx Если сигнал инверсии направления ручной подачи штурвалом HDN<Gn0347.1> равен 1, то направление перемещения задается для каждой оси с учетом направления вращения ручного генератора импульсов.
0: Направление перемещения оси совпадает с направлением вращения ручного генератора импульсов.
1: Направление перемещения оси противоположно направлению вращения ручного генератора импульсов.
Если направление вращения меняется на обратное с помощью сигнала инверсии направления ручной подачи штурвалом HDN<Gn0347.1>, то направление поворотной оси, полученное с помощью настройки бита 0 (HNGx) параметра № 7102 меняется на противоположное.
№7 №6 №5 №4 №3 №2 №1 №0
HIT | HNT | RTH |
7103
HIT | HNT | RTH |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№1 RTH В результате сброса или аварийного останова величина ручного прерывания штурвалом:
0: Не отменяется.
1: Отменяется.
№2 HNT По сравнению с увеличением расстояния перемещения, выбранного с помощью сигналов выбора расстояния перемещения при ручной подаче штурвалом (сигналы подачи приращениями) (MP1, MP2 <Gn019.4, Gn019.5>), увеличение расстояния перемещения при подаче приращениями или ручной подаче штурвалом:
0: Совпадает.
1: Больше в 10 раз.
№3 HIT По сравнению с увеличением расстояния перемещения, выбранного с помощью сигналов выбора расстояния перемещения при ручной подаче штурвалом (сигналы подачи приращениями) (MP1, MP2 <Gn019.4, Gn019.5>), увеличение расстояния перемещения при ручном прерывании штурвалом:
0: Совпадает.
1: Больше в 10 раз.
№7 №6 №5 №4 №3 №2 №1 №0
BHS | LBH | HDX |
7105
BHS | LBH | HDX |
[Тип ввода] Ввод параметров [Тип данных] Бит
ПРИМЕЧАНИЕ
При настройке любого из данных параметров отключите питание, прежде чем продолжить работу.
№1 HDX Штурвал для соединения I/O Link: 0: Настраивается автоматически.
1: Настраивается вручную.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
ПРИМЕЧАНИЕ
При ручной настройке необходимо вручную задать параметры с 12300 по 12304 и с 12340 по 12344 для соединения ручного генератора импульсов с I/O Link.
№5 LBH Ручная подача штурвалом на I/O Link i с использованием ручного генератора импульсов I/O link:
0: Откл.
1: Вкл.
№6 BHS Если I/O Link i используется с ручным генератором импульсов на хосте, ручная подача штурвалом:
0: Не определяется автоматически. (Ручная подача штурвалом настраивается с помощью параметров с 12330 по 12337.)
1: Определяется автоматически.
№7 №6 №5 №4 №3 №2 №1 №0
HSR | MRO | MRI |
7106
HSR | MRO | MRI |
[Тип ввода] Ввод параметров [Тип данных] Бит пути
№3 MRI Внутреннее реле (сигнал R) PMC, которое использует его с данными ввода в ручной линейной/круговой интерполяции:
0: Используются с R960 по R979.
1: Используется адрес, который связывает его с параметром
№ 13541.
![]()
ПРЕДУПРЕЖДЕНИЕ!
Перед присвоением данному параметру значения 1 установите соответствующее значение параметра № 13541.
Если внутренняя смена адреса, заданного в параметре
№ 13541 используется для другой операции, это может привести к непредсказуемому поведению станка. Примите меры, чтобы не создавать конфликтов использования внутренней смены.
№4 MRO Внутреннее реле (сигнал R) PMC, которое использует его с данными вывода в ручной линейной/круговой интерполяции:
0: Используются с R980 по R989.
1: Используется адрес, который связывает его с параметром
![]()
ПРЕДУПРЕЖДЕНИЕ!
Перед присвоением данному параметру значения 1 установите соответствующее значение параметра № 13542.
Если внутренняя смена адреса, заданного в параметре
№ 13542 используется для другой операции, это может привести к непредсказуемому поведению станка. Примите меры, чтобы не создавать конфликтов использования внутренней смены.
№ 13542.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
№5 HSR Направление вращения ручного генератора импульсов при использовании функции синхронной подачи штурвалом:
0: Используются оба направления.
1: Используется одно направление. Используемое направление выбирается сигналом выбора вращения ручного штурвала HDSR <Gn193.3>.
№7 №6 №5 №4 №3 №2 №1 №0
FJH |
7107
FJH |
[Тип ввода] Ввод параметров [Тип данных] Бит
№1 FJH Если бит 0 (JHD) параметра № 7100 равен 1, толчковая подача и ручная подача штурвалом в толчковом режиме или подача приращениями и ручная подача штурвалом в режиме ручной подачи штурвалом:
0: Накладываются. При ручной подаче штурвалом используется ускорение толчкового типа (толчковая подача и ручное ускоренное перемещение), действовавшее непосредственно перед активацией бита.
1: Не накладываются. Возможен выбор приоритета толчковой подачи или подачи приращениями, если они одновременно исполняются с ручной подачей штурвалом. Ручная подача штурвалом отключается на всех осях траектории во время выполнения толчковой подачи или подачи приращениями.
При ручной подачи штурвалом используется ускорение толчкового типа.
ПРИМЕЧАНИЕ
Этот параметр действителен для бита 1 (THD) параметра
№ 7100.
7113
Увеличение ручной подачи штурвалом m
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Действительный диапазон данных] от 1 до 2000
Данный параметр задает увеличение m, когда сигналы выбора перемещения ручной подачей штурвала MP1 <Gn019.4> и MP2
<Gn019.5> равны 0 и 1.
7114
Увеличение ручной подачи штурвалом n
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Действительный диапазон данных] от 1 до 2000
Данный параметр задает увеличение, когда сигналы выбора перемещения ручной подачей штурвала MP1 <Gn019.4> и MP2
<Gn019.5> равны 1.
![]()
B-64700RU/01 4. ОПИСАНИЕ ПАРАМЕТРОВ
7117
Допустимое количество импульсов, которое может накапливаться во время ручной подачи штурвалом
[Тип ввода] Ввод параметров
[Тип данных] Траектория, состоящая из 2 слов [Единица данных] Импульс
[Действительный диапазон данных] от 0 до 999999999
Данный параметр задает количество импульсов ручного генератора импульсов, превышающее скорость ускоренного перемещения, которое можно накапливаться без сброса, если ручная подача штурвалом быстрее, чем скорость ускоренного перемещения.
Количество импульсов, превышающих скорость ускоренного перемещения, можно сохранить в ЧПУ как B. При этом количество импульсов B экспортируется в качестве импульсов C.
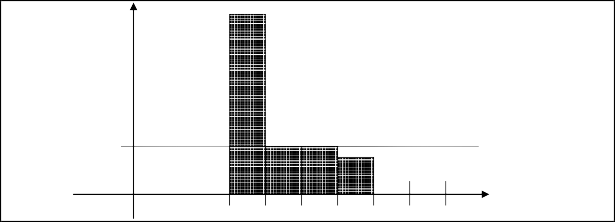
A: Количество импульсов соответствует величине быстрого перемещения.
B: Количество импульсов, накопленных в ЧПУ.
C: Количество импульсов соответствует B.
A: Количество импульсов соответствует величине быстрого перемещения.
B: Количество импульсов, накопленных в ЧПУ.
C: Количество импульсов соответствует B.
A: Количество импульсов соответствует величине быстрого перемещения.
B: Количество импульсов, накопленных в ЧПУ.
C: Количество импульсов соответствует B.
Величина быстрого
перемещения
Величина быстрого
перемещения
Величина быстрого
перемещения
t
t
t
C
A
B
Рис. 4.48 (a) Количество импульсов, экспортируемое ЧПУ при ручной подаче штурвалом
Ниже приведены два случая подсчета количества импульсов B: В случае, когда
1) Параметр № 7117 = 0
Скорость подачи ограничивается скоростью ускоренного перемещения, и сгенерированные импульсы, превышающие скорость ускоренного перемещения, игнорируются (B=0).
В случае, когда
2) Параметр № 7117 > 0
Скорость подачи ограничивается скоростью ускоренного перемещения, но импульсы, превышающие скорость ускоренного перемещения, не игнорируются. Число импульсов, накопленное в ЧПУ, рассчитывается следующим образом. (Даже если остановить вращение ручного генератора импульсов, если имеются импульсы, накопленные в ЧПУ, они будут экспортированы, и инструмент будет перемещаться в соответствии с этой величиной.)
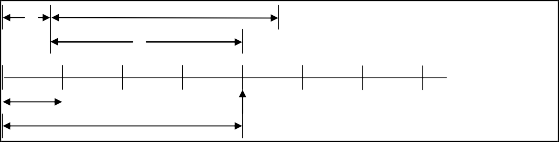
Увеличение, задаваемое сигналами выбора величины ручной подачи штурвалом MP1, MP2 <Gn019.4, Gn019.5>, соответствует m, значение параметра № 7117 соответствует n.
![]()
4. ОПИСАНИЕ ПАРАМЕТРОВ B-64700RU/01
n < m: Ограничение задается значением параметра № 7117.
A
A
A
n
n
n
B
B
B
A: Количество импульсов соответствует величине быстрого перемещения.
B: Количество импульсов, сохраненных в ЧПУ. k : целое число
A: Количество импульсов соответствует величине быстрого перемещения.
B: Количество импульсов, сохраненных в ЧПУ. k : целое число
A: Количество импульсов соответствует величине быстрого перемещения.
B: Количество импульсов, сохраненных в ЧПУ. k : целое число
m
m
m
A+B=km
A+B=km
A+B=km
Импульсы свыше (km) будут игнорироваться
Импульсы свыше (km) будут игнорироваться
Импульсы свыше (km) будут игнорироваться
n m: Величина A+B, изображенная на рисунке, соответствует множителю m, при этом она меньше n. В результате этого ограничение соответствует кратному значению от выбранного увеличения.
Рис. 4.48 (b) Количество импульсов, превышающих скорость ускоренного перемещения (n m)
ПРИМЕЧАНИЕ
При изменении режима ограничение может не соответствовать кратному значению от выбранного увеличения.
Расстояние перемещения инструмента может не соответствовать делениям ручного генератора импульсов.
7131 | Увеличение ручной подачи штурвалом m2 / 2-й ручной генератор импульсов | |
7132 | Увеличение ручной подачи штурвалом n2 / 2-й ручной генератор импульсов | |
7133 | Увеличение ручной подачи штурвалом m3 / 3-й ручной генератор импульсов | |
7134 | Увеличение ручной подачи штурвалом n3 / 3-й ручной генератор импульсов | |
7135 | Увеличение ручной подачи штурвалом m4 / 4-й ручной генератор импульсов | |
7136 | Увеличение ручной подачи штурвалом n4 / 4-й ручной генератор импульсов | |
7137 | Увеличение ручной подачи штурвалом m5 / 5-й ручной генератор импульсов | |
7138 | Увеличение ручной подачи штурвалом n5 / 5-й ручной генератор импульсов |
[Тип ввода] Ввод параметров [Тип данных] Слово пути
[Действительный диапазон данных] от 1 до 2000
Величина mx, выбранная когда сигналы выбора величины ручной подачи штурвалом MPx1 = 0, MPx2 = 1. Величина nx, выбранная когда сигналы выбора величины ручной подачи штурвалом MPx1
= 1, MPx2 = 1.
7160
Ограничение скорости подачи при подводе штурвалом
[Тип ввода] Ввод параметров
[Тип данных] Действительное число траектории
[Единица данных] мм/мин, дюйм/мин, градус/мин (единица станка) [Минимальная единица данных] Зависит от системы приращений исходной оси
[Действительный диапазон данных] См. таблицу настройки стандартных параметров (C)
Задает ограничение скорости подачи при подводе штурвалом.
![]()